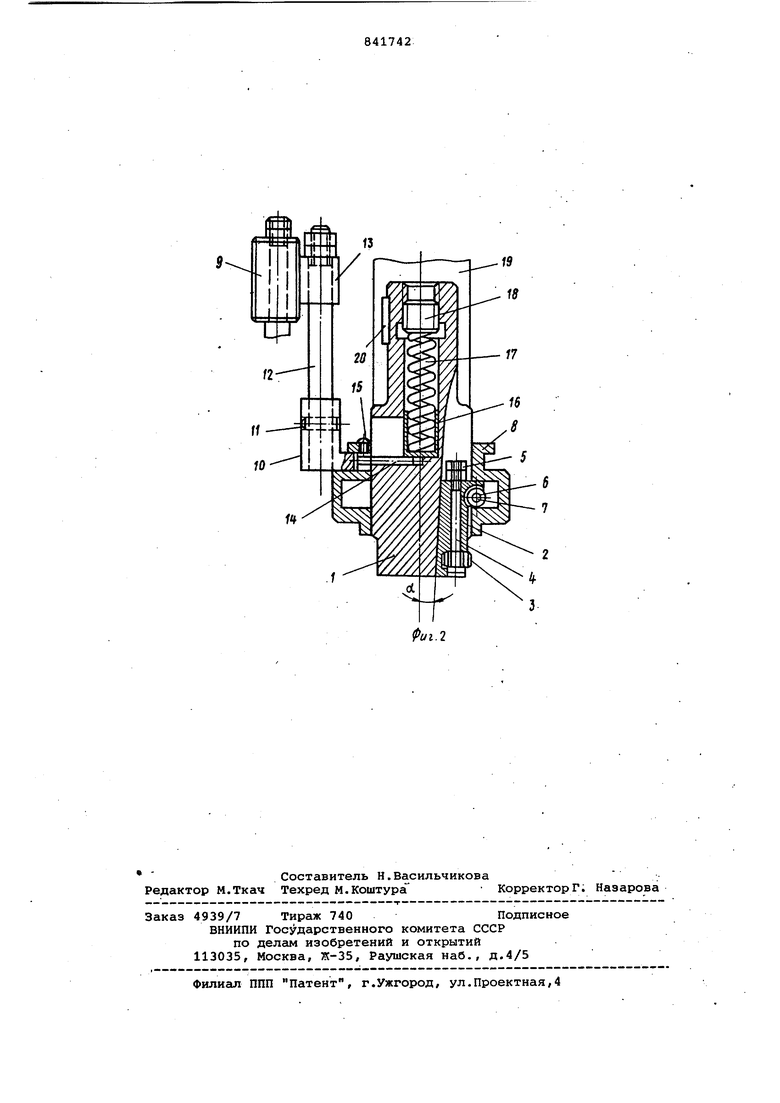
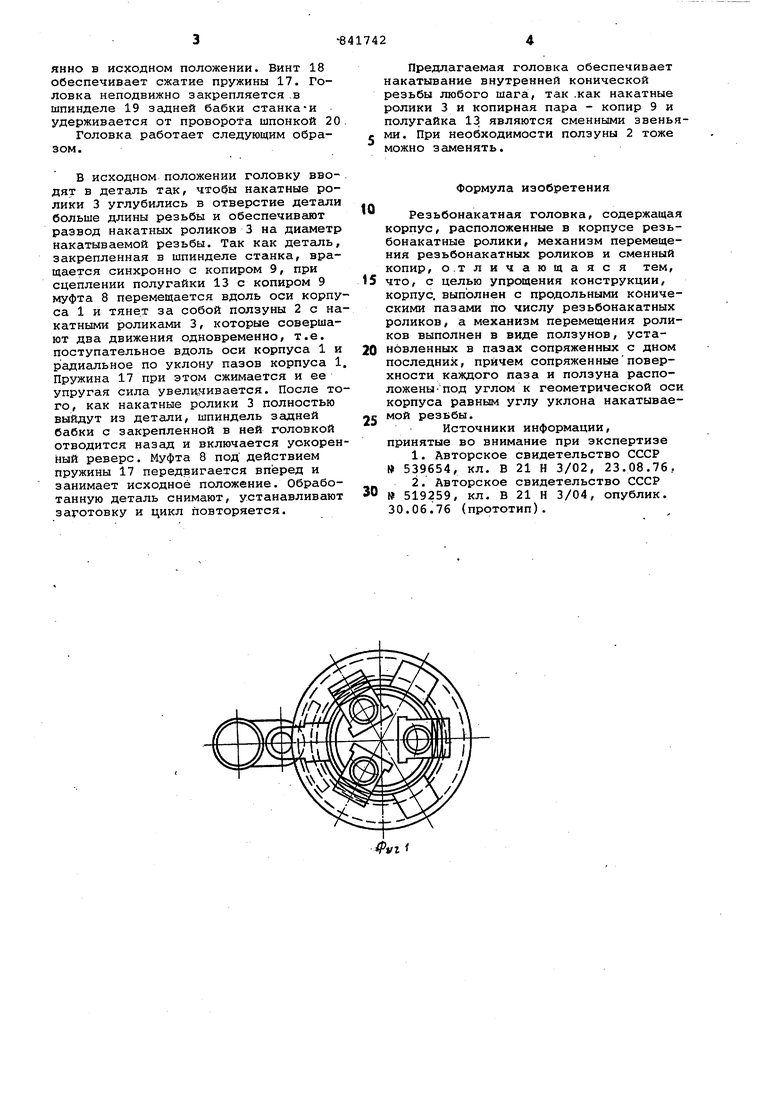
Изобретение относится к обработке металлов давлением и может быть использовано при производстве внутренних конических резьб. Известна резьбонакатная головка, содержадая корпус с установленными в его пазах ползунами, несущими резь бонакатные ролики, механизм переме.щения роликов и резьбовой копир tilДанную конструкцию нельзя применить для накатывания внутре нней конической резьбы, а наличие резьбового копира, заложенного в корпусе, снижает область п)именения головки, так как для каждого шага резьбы необходимо иметь соответствующую головку. Известна также резьбонакатная головка для накатывания внутренних конических резьб различной конусност содержащая корпус, расположенные в корпусе рёзьбонакатйые ролики, механизм перемещения резьбонакатных роли йой и сменный копир 12. Цельизобретение - упрощение конструкции резьбонакатной головки. Поставленная цель достигается тем что корпус головки выполнен с продольными коническими пазами по числу резьбонакатных роликов, а механизм перемещения роликов выполнен в виде ползунов, установленных в пазах и сопряженных с дном последних,причем опорные поверхности дна паза и ползуна расположены под углом к геометрической оси корпуса равным углу уклона накатываемой резь,бы. На фиг.1. показана резьбонакатная головка со стороны расположения ролИ ков (вид снизу);на фиг.2 - головка, общий вид в разрезе. Головка выполнена следующим образом. В пазы корпуса 1 вставлены ползуны 2, несущие накатные ролики 3, закрепленные на ползунах 2 осями 4 и гайками 5. На противоположном конце ползунов 2 установлены опорные ролики 6 при помощи осей 7. Муфта 8,одетая на корпус 1, контактирует одной стороной с роликами 6, а другой с опорными торцами ползунов 2. Кроме того, муфта 8 связана с винтовым копиром 9 через вилку-10, штифт 11, тягу 12 и полугайку 13. В муфте 8 закреплены стержни 14 винтами 15. Упор 16 подпружинен пружиной 17 и через стержни 14 удерживает муфту 8 постоянно в исходном положении. Винт 18 обеспечивает сжатие пружины 17. Головка неподвижно закрепляется ,в шпинделе 19 задней бабки станка-и удерживается от проворота шпонкой 20.
Головка работает следующим образом.
В исходном положении головку вводят в деталь так, чтобы накатные ролики 3 углубились в отверстие детали больше длины резьбы и обеспечивают развод накатных роликов 3 на диаметр накатываемой резьбы. Так как деталь, закрепленная в шпинделе станка, вращается синхронно с копиром 9, при сцеплении полугайки 13 с копиром 9 муфта 8 перемещается вдоль оси корпуса 1 и тянет за собой ползуны 2 с накатными роликами 3, которые совершают два движения одновременно, т.е. поступательное вдоль оси корпуса 1 и радиальное по уклону пазов корпуса 1. Пружина 17 при этом сжимается и ее упругая сила увелИрЧивается. После того, как накатные ролики 3 полностью выйдут из детали, шпиндель задней бабки с закрепленной в ней головкой отводится назад и включается ускоренный реверс. Муфта 8 под действием пружины 17 передвигается вперед и занимает исходное положение. Обработанную деталь снимают, устанавливают заготовку и цикл повторяется.
Предлагаемая головка обеспечивает накатывание внутренней конической резьбы любого шага, так .как накатные ролики 3 и копирная пара - копир 9 и полугайка 13 являются сменными звеньями. При необходимости ползуны 2 тоже можно заменять.
Формула изобретения
Резьбонакатная головка, содержащая корпус, расположенные в корпусе резьбонакатные ролики, механизм перемещения резьбонакатных роликов и сменный копир, о.тличающаяся тем, что, с целью упрощения конструкции, корпус, выполнен с продольными коническими пазами по числу резьбонакатных роликов, а механизм перемещения роликов выполнен в виде ползунов, установленных в пазах сопряженных с дном последних, причем сопряженныеповерхности каждого паза и ползуна расположены- под углом к геометрической оси корпуса равным углу уклона накатываемой резьбы.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР
539654, кл. В 21 Н 3/02, 23.08.76,
2.Авторское свидетельство СССР № 519259, кл. В 21 Н 3/04, опублик. 30.06.76 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Резьбонакатная головка | 1980 |
|
SU912363A1 |
| Двухроликовый резьбонакатнойАВТОМАТ | 1979 |
|
SU841741A1 |
| Головка для накатывания внутренних резьб | 1980 |
|
SU946757A1 |
| СПОСОБ НАКАТЫВАНИЯ НАРУЖНЫХ РЕЗЬБ | 2004 |
|
RU2253532C1 |
| РЕЗЬБОНАКАТНОЙ СТАНОК | 2000 |
|
RU2220019C2 |
| Резьбонакатная головка | 1985 |
|
SU1250368A1 |
| Резьбонакатная головка | 1980 |
|
SU929289A1 |
| Режуще-резьбонакатная головка | 1986 |
|
SU1315180A1 |
| САМОРАСКРЫВАЮЩАЯСЯ РЕЗЬБОНАКАТНАЯ ГОЛОВКА | 2004 |
|
RU2253533C1 |
| Станок для накатывания резьб на пустотелых заготовках | 1986 |
|
SU1470408A1 |