Изобретение относится к процессам дробеструйной обработки деталей и может быть использовано для настройки сопловых аппаратов установок для дробеструйного упрочнения или очистки изделий
Цель изобретения - повышение точности обработки путем обеспечения равномерности укрытия отпечатками обрабатываемых поверхностей и возможности оптимизации процесса по производительности.
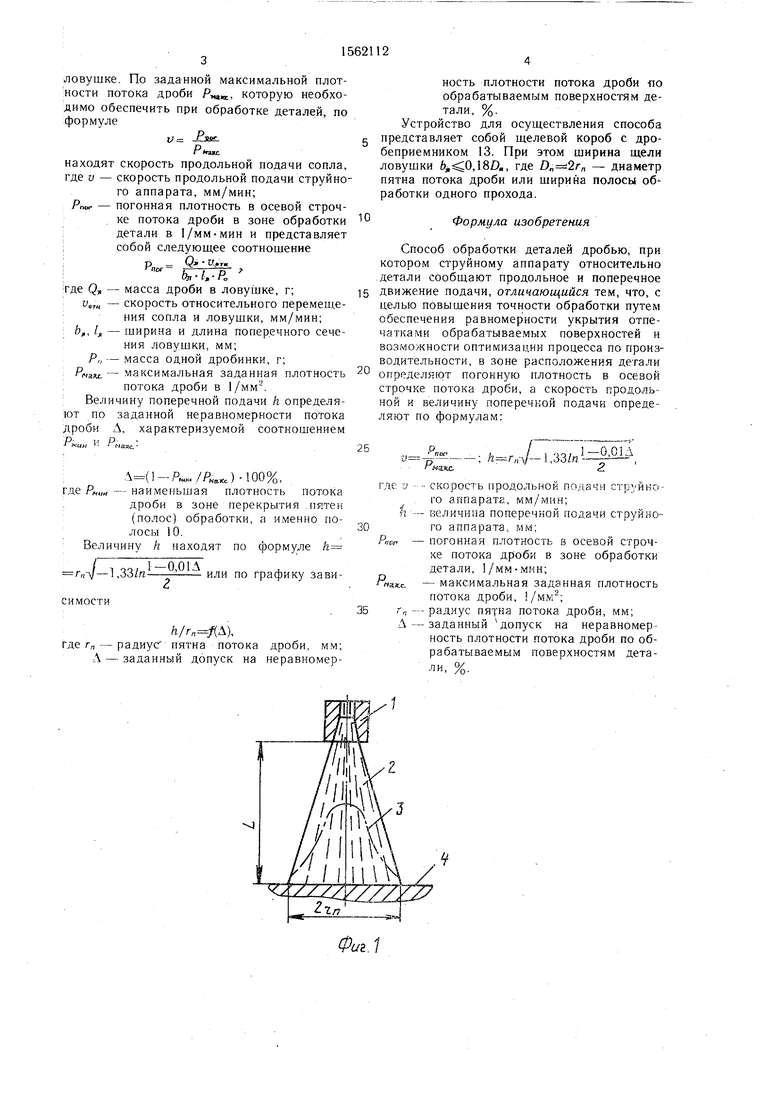
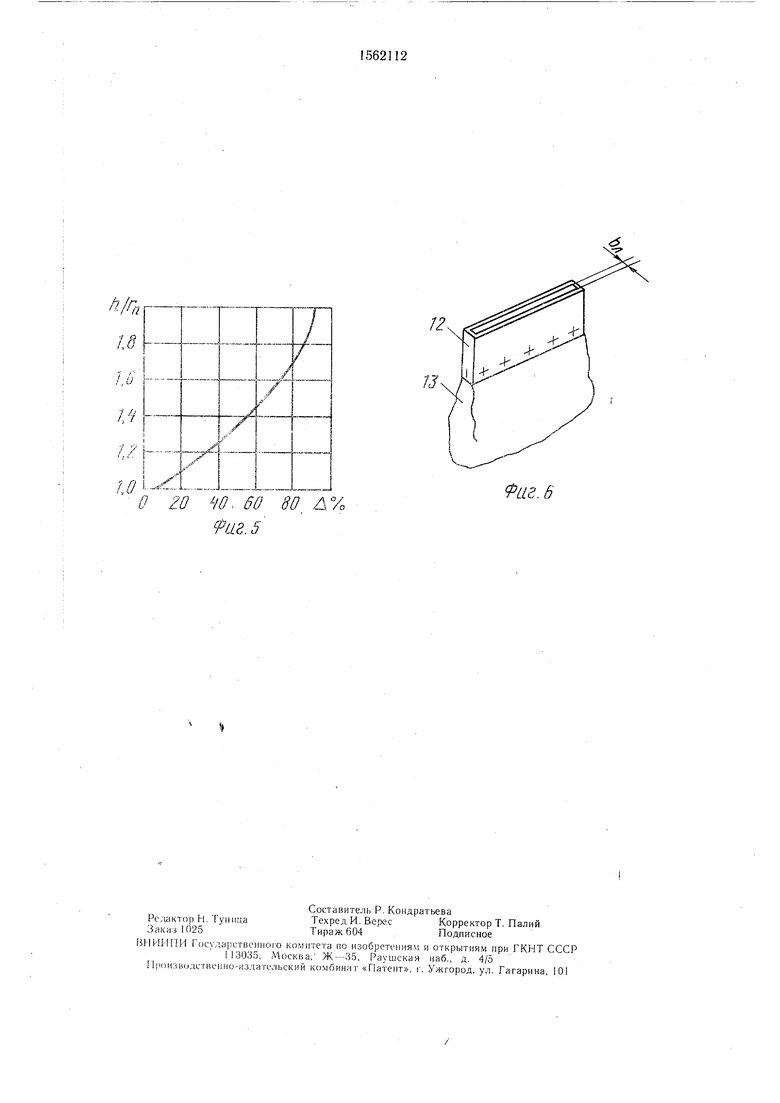
На фиг 1 приведена схема факела рас- пыла дробеструйного аппарата; на фиг. 2 - начальное и конечное положение пятна потока дроби относительно ловушки; на фиг. 3 - схема перекрытия пятен обработки при поперечной подаче соплового аппарата; на фиг. 4 - график плотности потока дроби с перекрывающимися пятнами обработки; на фиг. 5 - график зависимости h/Гп. f(Д); на фиг. 6 - схема устройства
На схемах обозначены сопло 1, факел 2 потока дроби, кривая 3 распределения расхода дроби по пятну обработки, мишень 4. Кроме того, показаны: 5 - положение пятна обработки до измерения, 6 - расположение щелевой ловушки, 7 - промежуточное положение пятна обработки, 8 - конечное положение пятна обработки, 9 - полоса обработки одного прохода, 10 - перекрытие полос обработки двух проходов. 11 - полоса обработки второго прохода, 12 - проходная часть ловушки и дробеприемник 13.
Способ осуществляют следующим образом
В рабочей камере дробеструйной установки на расстоянии L от сопла 1, равном расстоянию сопла от обрабатываемой поверхности детали, устанавливают мишень 4 (лист из мягкого металла), по которой при работающем сопловом аппарате определяют гп - радиус пятна потока дроби. После нахождения гп мишень убирают и на ее место устанавливают щелевую ловушку 6 так, чтобы продольная ось щели ловушки совпадала с линией центров ОО О движущегося пятна потока дроби В начальном положении пятно 5 потока дроби не должно перекрывать щель ловушки. Затем пятну и ловушке сообщают относительное перемещение с произвольной, заранее известной скоростью подачи vmtl и после полного прохождения ловушки под пятном потока дроби, т. е. примерно в положении 8, установку выключают. Ловушку извлекают из камеры и взвешивают массу Q дроби, собранной в
|ЯЗ& &
Н. ь
::ssЈ Sb
ловушке. По заданной максимальной плотности потока дроби , которую необходимо обеспечить при обработке деталей, по формуле
V
находят скорость продольной подачи сопла, где и - скорость продольной подачи струйного аппарата, мм/мин;
Рпог - погонная плотность в осевой строчке потока дроби в зоне обработки детали в 1/мм-мин и представляет собой следующее соотношение
&
р
мц«
5ПГ/Г
где Q - масса дроби в ловушке, г;
v,n - скорость относительного перемещения сопла и ловушки, мм/мин; Ь„, d, - ширина и длина поперечного сечения ловушки, мм; Р„ - масса одной дробинки, г; РИЗ. - максимальная заданная плотность
потока дроби в 1/мм. Величину поперечной подачи h определяют по заданной неравномерности потока дроби Д, характеризуемой соотношением
(,.//UJ-100%, где Рцин -- наименьшая плотность потока дроби в зоне перекрытия пятен (полос) обработки, а именно полосы 10. Величину h находят по формуле h-
- гпл)-i,33/re:или по графику завиCj
симости
(
где г„ - радиус пятна потока дроби, мм; Л - заданный допуск на неравномер
0
ность плотности потока дроби -по обрабатываемым поверхностям детали, %.
Устройство для осуществления способа представляет собой щелевой короб с дро- беприемником 13. При этом ширина щели ловушки 6,0,18D«, где Д,-2гл - диаметр пятна потока дроби или ширина полосы об1- работки одного прохода.
Формула изобретения
Способ обработки деталей дробью, при котором струйному аппарату относительно детали сообщают продольное и поперечное движение подачи, отличающийся тем, что, с целью повышения точности обработки путем обеспечения равномерности укрытия отпечатками обрабатываемых поверхностей и возможности оптимизации процесса по производительности, в зоне расположения детали определяют погонную плотность в осевой строчке потока дроби, а скорость продольной и величину поперечной подачи опреде ляют по формулам:
Пгх1
макс.
.; А гяЛ/-1,33/п1 МЦ
ИКС
Г/К J - СКОРОСТЬ ПРОДОЛЬНОЙ 01,42441
го аппарата, мм/мин; h - величина поперечной подачи струйно- го аппарата мм;
ЯКУ - погонная плотность в осевой строчке потока дроби в зоне обработки детали, 1/мм-мин; Рна.Кс. - максимальная заданная плотность
потока дроби, /мм2; гп - радиус пятна потока дроби, мм;
Л - заданный допуск на неравномер ность плотности потока дроби по обрабатываемым поверхностям дета- ли, %.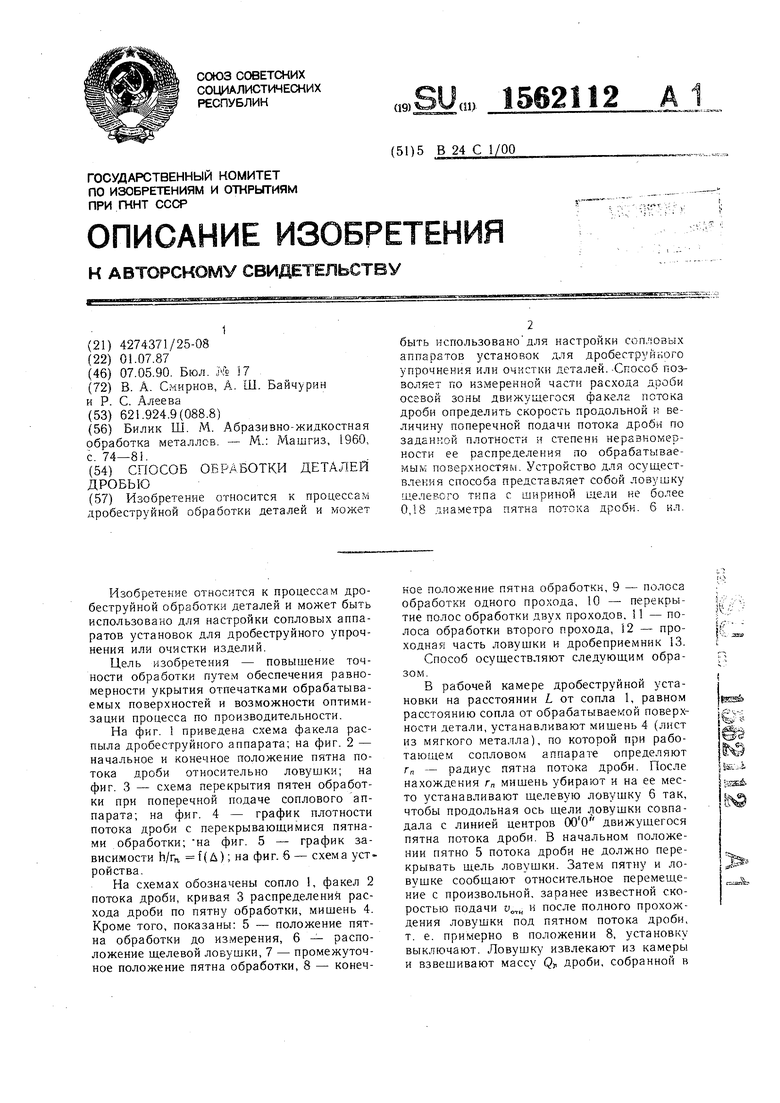
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ дробеструйной обработки металлических поверхностей | 1986 |
|
SU1395467A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ПОВЕРХНОСТЕЙ ЦИЛИНДРОВ, ТРУБ С ПОМОЩЬЮ НАНЕСЕНИЯ ПОКРЫТИЯ И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2213653C2 |
| Способ обработки длинномерных изделий дробью | 1990 |
|
SU1738622A1 |
| УСТАНОВКА ДЛЯ ОБРАБОТКИ ДЕТАЛЕЙ ДРОБЕСТРУЙНО-КАВИТАЦИОННО-УЛЬТРАЗВУКОВЫМ МЕТОДОМ | 1997 |
|
RU2133187C1 |
| Устройство для определения расхода дроби дробеструйного сопла | 1988 |
|
SU1553363A1 |
| СПОСОБ ПОВЕРХНОСТНОГО УПРОЧНЕНИЯ ДЕТАЛЕЙ (КОЛЕНВАЛОВ, РАСПРЕДВАЛОВ, ГИЛЬЗ, ЦИЛИНДРОВ, БЛОКОВ, ТРУБ И Т.П.) ДРОБЬЮ | 1998 |
|
RU2145538C1 |
| Способ металлизации изделий | 1983 |
|
SU1123744A1 |
| ГИДРОДРОБЕСТРУЙНАЯ УСТАНОВКА ДЛЯ ОБРАБОТКИ ДЕТАЛЕЙ | 1997 |
|
RU2134190C1 |
| Дробеметная установка для упрочнения деталей | 1988 |
|
SU1801729A1 |
| Способ оправки деталей из листа | 1989 |
|
SU1643133A1 |

Изобретение относится к процессам дробеструйной обработки деталей и может быть использовано для настройки сопловых аппаратов установок для дробеструйного упрочнения или очистки деталей. Способ позволяет по измеренной части расхода дроби осевой зоны движущегося факела потока дроби определить скорость продольной и величину поперечной подачи потока дроби по заданной плотности и степени неравномерности ее распределения по обрабатываемым поверхностям. Устройство для осуществления способа представляет собой ловушку щелевого типа с шириной щели не более 0,18 диаметра пятна потока дроби. 6 ил.
Фиг. 2
Фиг.З
11
ФигМ
А/Л гг0 /О W 60 80 Л%
Фиг, 5
Риг h
| Билик Ш | |||
| М | |||
| Абразивно-жидкостная обработка металлов - М.: Машгиз, 1960, с 74-81 |
