Изобретение относится к области обработки поверхностей дробью и может быть использовано в машиностроении, металлургии и других отраслях промышленности для упрочнения поверхностно-пластическим деформированием длинномерных изделий, например листов, полос, лент арматуры, труб и т.п., а также для очистки от окалины, ржавчины и других поверхностных дефектов.
Целью изобретения является повышение эффективности обработки
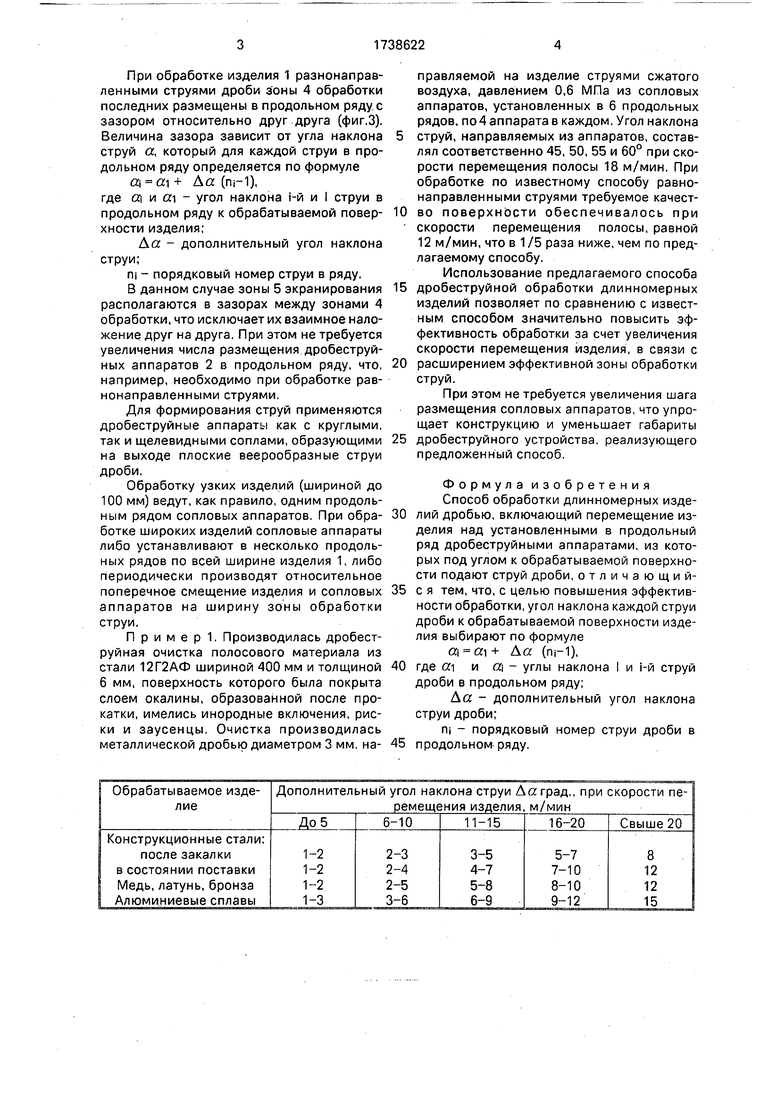
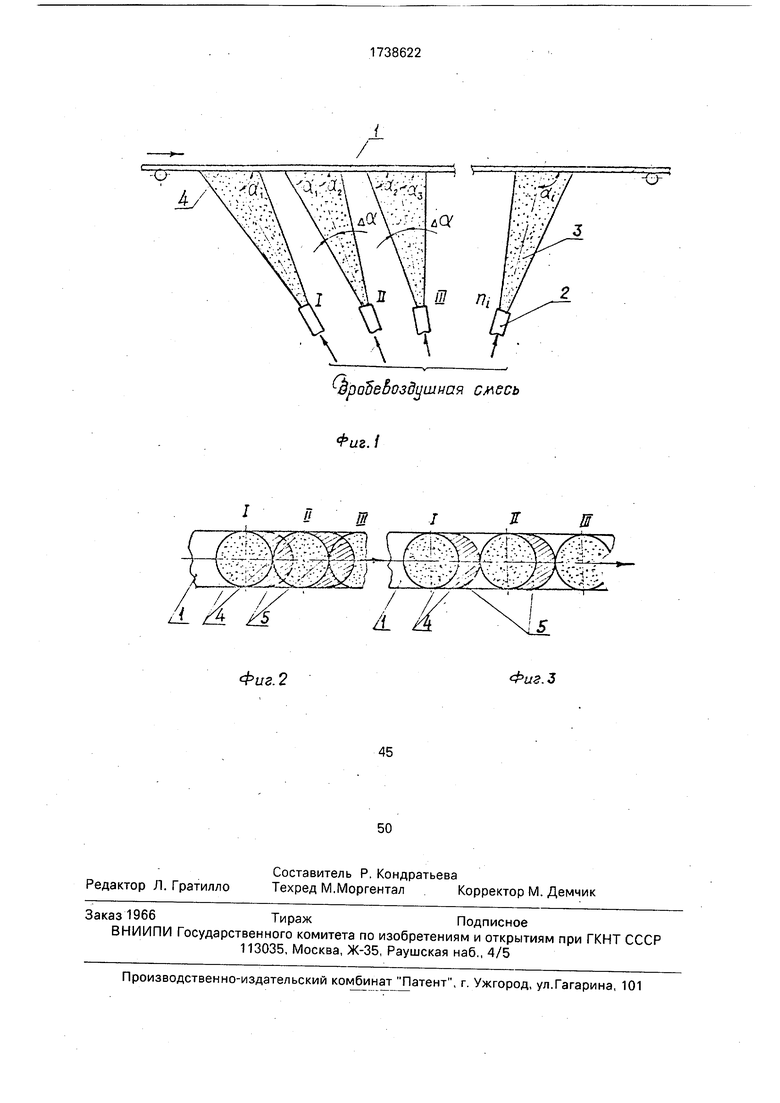
На фиг.1 показана схема дробеструйной обработки длинномерного изделия по предлагаемому способу; на фиг.2 и 3 - схема расположения зон обработки струями на поверхности изделия при одинаковых и разных углах наклона струй в продольном ряду.
Способ осуществляется следующим образом.
Обрабатываемое изделие 1 в процессе обработки непрерывно перемещается над сопловыми аппаратами 2, установленными
в продольный ряд в направлении движения изделия. Одновременно из сопловых аппаратов 2 под углом а к обрабатываемой поверхности встречно или попутно перемещаемому изделию подают с помощью сжатого воздуха (жидкости) струи дроби 3. В результате силового действия струй с обрабатыьаемой поверхности изделия в зонах 4 обработки, равных следу струй, происходит удаление окалины, ржавчины, заусенцев и других поверхностных дефектов.
Изделие 1, поочередно проходя над установленными в продольный ряд сопловыми аппаратами 2, подвергается многократному воздействию струй дроби одновременно на нескольких участках, в местах расположения зон обработки 4 струй дроби 3. Отработанная дробь, отражаясь от поверхности изделия, вместе с продуктами отхода попадает в приемный бункер (не показан), затем поступает на очистку и регенерацию
сл
с
а
00
О
Ю
to
При обработке изделия 1 разнонаправленными струями дроби зоны 4 обработки последних размещены в продольном ряду с зазором относительно друг друга (фиг.З). Величина зазора зависит от угла наклона струй а, который для каждой струи в продольном ряду определяется по формуле
«i ai + Да (п,-1),
где а и а - угол наклона i-й и I струи в продольном ряду к обрабатываемой поверхности изделия;
Асе - дополнительный угол наклона струи;
rii - порядковый номер струи в ряду.
В данном случае зоны 5 экранирования располагаются в зазорах между зонами 4 обработки, что исключает их взаимное наложение друг на друга. При этом не требуется увеличения числа размещения дробеструйных аппаратов 2 в продольном ряду, что, например, необходимо при обработке рав- нонаправленными струями.
Для формирования струй применяются дробеструйные аппараты как с круглыми, так и щелевидными соплами, образующими на выходе плоские веерообразные струи дроби.
Обработку узких изделий (шириной до 100 мм) ведут, как правило, одним продольным рядом сопловых аппаратов. При обработке широких изделий сопловые аппараты либо устанавливают в несколько продольных рядов по всей ширине изделия 1, либо периодически производят относительное поперечное смещение изделия и сопловых аппаратов на ширину зоны обработки струи.
П р и м е р 1. Производилась дробеструйная очистка полосового материала из стали 12Г2АФ шириной 400 мм и толщиной 6 мм, поверхность которого была покрыта слоем окалины, образованной после прокатки, имелись инородные включения, риски и заусенцы. Очистка производилась металлической дробью диаметром 3 мм, наи
правляемой на изделие струями сжатого воздуха, давлением 0,6 МПа из сопловых аппаратов, установленных в 6 продольных рядов, по 4 аппарата в каждом. Угол наклона
5 струй, направляемых из аппаратов, составлял соответственно 45, 50, 55 и 60° при скорости перемещения полосы 18 м/мин. При обработке по известному способу равно- направленными струями требуемое качест10 во поверхности обеспечивалось при скорости перемещения полосы, равной 12 м/мин, что в 1/5 раза ниже, чем по предлагаемому способу.
Использование предлагаемого способа
15 дробеструйной обработки длинномерных изделий позволяет по сравнению с известным способом значительно повысить эффективность обработки за счет увеличения скорости перемещения изделия, в связи с
20 расширением эффективной зоны обработки струй.
При этом не требуется увеличения шага размещения сопловых аппаратов, что упрощает конструкцию и уменьшает габариты
25 дробеструйного устройства, реализующего предложенный способ.
Формула изобретения Способ обработки длинномерных изде- 30 лий дробью, включающий перемещение изделия над установленными в продольный ряд дробеструйными аппаратами, из которых под углом к обрабатываемой поверхности подают струй дроби, отличающий- 35 с я тем, что, с целью повышения эффективности обработки, угол наклона каждой струи дроби к обрабатываемой поверхности изделия выбирают по формуле «i ai+ Да (п(-1),
40 где а-| и а - углы наклона I и i-й струй дроби в продольном ряду;
Да - дополнительный угол наклона струи дроби;
щ - порядковый номер струи дроби в 45 продольном ряду.
ч
Ш Hi
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ дробеструйной обработки изделий | 1991 |
|
SU1779565A1 |
| УСТАНОВКА ДЛЯ СТРУЙНОЙ ОБРАБОТКИ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБНЫХ ЗАГОТОВОК | 2004 |
|
RU2274540C2 |
| СПОСОБ ПЛАЗМЕННО-ДУГОВОЙ ОЧИСТКИ ПОВЕРХНОСТИ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2014 |
|
RU2626521C2 |
| Устройство для зачистки длинномерного круглого проката | 1976 |
|
SU608576A1 |
| Установка для дробеструйнойОчиСТКи издЕлий | 1978 |
|
SU795920A1 |
| Способ очистки длинномерного цилиндрического изделия от окалины и ржавчины | 1990 |
|
SU1796286A1 |
| Устройство для дробеструйной очистки внутренней поверхности труб | 1988 |
|
SU1565665A1 |
| Способ дробеструйного упрочнения пружин | 1991 |
|
SU1816676A1 |
| Установка для дробеструйной обработки | 1985 |
|
SU1390003A1 |
| Дробеструйная установка | 1986 |
|
SU1333557A1 |
Использование: для упрочнения поверхностно-пластическим деформированием длинномерных изделий, а также для очистки от окалины, ржавчины и других.поверхност- ных дефектов. Сущность изобретения: длин- номерное изделие перемещают над установленными в продольный ряд аппаратами, из которых под углом к обрабатываемой поверхности подают струи дроби, угол наклона которых выбирают из условия а «1 + Да (ги -1), где аи и а - угол наклона I- и i-й струи дроби; Да- дополнительный угол наклона струи; П|-порядковый номер струи. Благодаря этому обеспечиваются сокращение экранирующего действия переносимых потоков дроби и турбулизация струй. 1 табл , 3 ил
(Јро$е5оздуа1ная смесь
Фиг.1
//
&S Јb Ј---:-r . :.
Фиг. 2
В
Ж
IS
А.
Фиг.З
| Патент США № 3832809, кл | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| ПРИБОР ДЛЯ ЗАПИСИ И ВОСПРОИЗВЕДЕНИЯ ЗВУКОВ | 1923 |
|
SU1974A1 |
