Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении листовых деталей с тонкостенной и утолщенной частями преимущественно из алюминиевых сплавов с повышенными требованиями к правильной геометрической форме.
Целью изобретения является повышение точности и производительности правки.
р.хЕВ,
Поставленная цель достигается тем, что интенсивность обработки характеризуют внутренней силой, формируемой в материале детали ударами дроби. При этом обработку дробью ведут только по поверхностям утолщенной части детали с интенсивностью, определяемой по формулам
СО
& &
ОР
00 СО
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ определения интенсивности воздействия потока дроби | 1988 |
|
SU1611716A1 |
| СПОСОБ ДРОБЕУДАРНОЙ ОБРАБОТКИ СЛОЖНЫХ КОНТУРОВ ДЕТАЛИ | 1989 |
|
SU1609024A1 |
| СПОСОБ ВИБРАЦИОННОЙ ПРАВКИ НЕЖЕСТКИХ ДЕТАЛЕЙ | 2010 |
|
RU2484910C2 |
| Способ обработки искривленных нежестких цилиндрических деталей с утолщениями на концах | 1982 |
|
SU1021517A2 |
| СПОСОБ ПРАВКИ ПЛАСТИКОВЫХ ПОДДОНОВ | 2021 |
|
RU2778925C1 |
| СПОСОБ ФОРМИРОВАНИЯ СЖИМАЮЩИХ ОСТАТОЧНЫХ НАПРЯЖЕНИЙ ПРИ ДРОБЕСТРУЙНОЙ ОБРАБОТКЕ ДЕТАЛЕЙ | 2019 |
|
RU2704341C1 |
| Способ обработки искривленных нежестких цилиндрических деталей с утолщениями на концах | 1979 |
|
SU776748A1 |
| Способ дуговой сварки стыковых соединений | 1982 |
|
SU1117168A1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ГНУТЫХ ЛИСТОВЫХ ДЕТАЛЕЙ | 2000 |
|
RU2194589C2 |
| Способ правки длинномерных заготовок | 1990 |
|
SU1782686A1 |
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении тонкостенных листовых деталей. Цель изобретения - повышение точности и производительности правки деталей из листа, имеющих тонкостенную часть и утолщенную окаймляющую ее рамку. Осуществляют целенаправленный выбор интенсивности дробеструйной правки деталей с учетом наибольшего откпоне- . хния от плоскостности тонкостенной части, размеров утолщенной рамки и механических характеристик материала. 4 ил.
V
ЕН,
где Р
х
-интенсивность обработки продольных и поперечных сторон рамки;
-толщина рамкиj
Е,
ГР
F
V
- модуль упругости и коэффициент Пуассона материала детали/ , где Ьр, Ьп - ширина детали и ее тонкостенной части;
bp« Hn, где толщина тонн костенной части детали I
Fpu Cap - an H p , где ар, длина детали и ее тонкостенной части-, Fjj наибольшее откло- нение от плоскостности тонкостенной части листа.
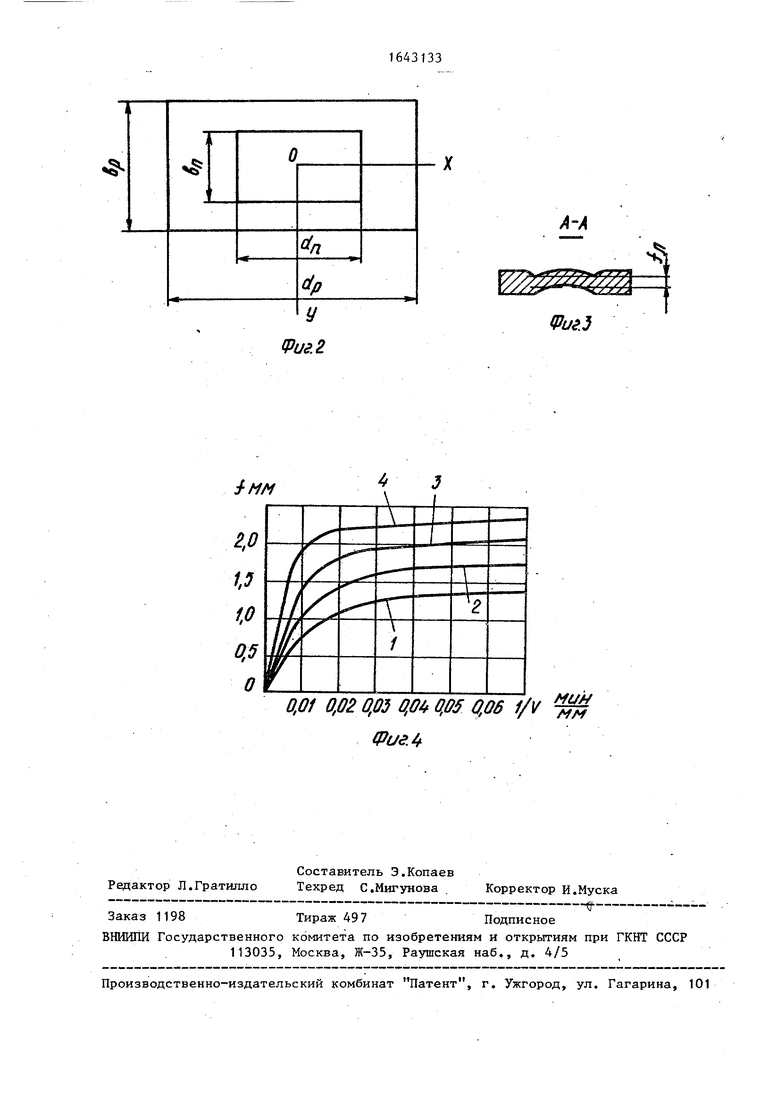
На фиг. 1 приведена деталь, продольное сечение; на фиг. 2 - то же, вид сверхуJ на фиг. 3 - сечение А-А на фиг. 1 на фиг. 4 - график изменения стрелы прогиба детали.
Листовая деталь состоит из средней тонкостенной части размерами Hnxbn х а и окаймляющей ее рамки размерами HpXbpxap. При операции облегчения листа, осуществляемой стравливанием или вырезанием его средней части под действием сжимаемых или вносимых остаточных напряжений, возможно коробление тонкостенной части листа (образование хлопуна), характеризуемого стрелой прогиба fR.
Правка осуществляется следующим образом.
Лист обрабатывают дробью по всем поверхностям рамки с попарно одинаковыми режимами вдоль длинной а и короткой by. кромок. Среднюю часть листа при этом защищают от воздействия потока дроби, например, резиной. При обработке рамки происходит увеличение ее размеров, приводящее к растягиванию тонкостенной части, а соответственно, и правке листа.
Выведем расчетные зависимости, определяющие режимы обработки окантовки (рамки) листа. Для этого примем координатную плоскость ХОУ, совпадающую со,срезанной поверхностью листа, начало координат которой расположено в центре (фиг. 2). Рассматриваем лист, оси ОХ и ОУ которого являются осями симметрии.
Отклонение от плоскостности тонкостенной части листа характеризуем величинами , , 4i наибольшими деформациями вдоль осей X и У.
- an.
ач
1( Ьп
ьп J
(1)
где 1«, lu - длины дуги в направив-. 7 ниях ОХ, ОУ.
Из геометрических соотношений
(2)
подртавляя в выражение (1), получим
(3)
При отсутствии внутренней тонкостенной части листа обработки рамки дробью одинаковыми режимами с двух сторон вдоль оси ОХ и вдоль оси ОУ будет сопровождаться деформациями, , удлинением сторон рамки Ј)(ППА
Ј|mn определяемыми по формулам
уппА
2 О -(U) .
25
(4)
силы в направлении X и У, вносимые поверхностным наклепом, модуль упругости и коэффициент Пуассона материала листовой детали.
Единичные внутренние силы , в зависимости от режимов обработки могут быть определены по стреле прогиба односторонне обработанных пластин по формуле
К,
I
ц. и
0,75 (1 -|U) (а„/Н)
)
(5)
где a h- база измерения стрелы прогиба f м;
Н - толщина пластины. Так как листовая деталь имеет тонкие и толстые участки, а обрабатываются только толстые (рамка), то в зоне присоединения рамки и тонкого листа возникнут силы взаимного влияния Р6)( , РВУ Под действием этих сил, направленных вдоль осей X и У, дополнительно сжимается рамка и растягивается внутренняя часть листа Для любой из точек поперечного сечения листа будем иметь
Јх,р Јх,плд- JLejL
E FpX i
(6)
Где FP, FW
F px площадь поперечного сечения рамки (Р) и -листа (Л) в сечении нормальном оси X и У.
Для точек перехода рамки в тонко- стенную часть листа должно выполняться условие их совместности деформаций
Јхр Јхл
Решая совместно уравнения (6) и (7), находим
Р ЈупРД Е
Ч 1(Fpx+ 1)FUX
Р4Х EHp(1/Fpx+ 1/Fpx) Р,у EHp(1/Fpy+ 1/Fn)
По предлагаемому способу интенсивность всегда1 задается в зависимости от наибольшего отклонения от плоскостности тонкостенной части листа и геометрических и-механических характеристик, т.е. всегда обеспечивается требуемая интенсивность обработки деталей, за счет чего обеспечивается повышение точности и производительности правки изделия.
Пример. В качестве детали была использована длинномерная деталь: Ьр 700 мм, bА 400 мм, Нр 4,1 мм, а« 500 мм, а 300 мм, Нд ,3,4 мм, fn 2,8. Материал детали Д16Т: К 7000 кг/мм2; (U 0,33,- Fp)f 300 it 4,1 1230;
200 к 4,1 820, FAx 400
V ру ЈV.
.3,4 1360; F
300 х. 3,4 1020,
Р 13,41 кг/мм,
12,58 кг/мм.
Используя выражение (5) для iinacTHHbi размерами 2 к 20 К 200, полу- чаем выражение P 5,5 Ј%()
Отсюда 2,28 мм.
Чпр 2.44
MMJ
к.поа
6431
(8)
336
Р S ntujL
HFp OF-ny
Силы взаимного влияния P6J1 , ,. вызовут деформации растяжения бхпппД упппД тонкостенной части листа, вычисляемой по формулам
Р
хппп/Г (Рьх
Јупппд (рву (Upax).
(9)
Из условия Хпппд -Х ) C-i
(10)
УПППД - Су,
совместным решением уравнений (3), (4), (8) и (9) находим единичные внутренние силы, создаваемые поверхностным наклепом обработкой рамки листовой детали, обеспечивающие правку внутренней тонкостенной части.
(11)
к, поп/
Таким образом, продольные стороны рамки должны быть обработаны с интенсивностью, определяемой стрелой прогиба f«ifip 2,44 мм, а поперечные стороны - с интенсивностью fi 2,28 мм.
Для определенной установки, на ко- торой осуществляется правка деталей, ее режим характеризуется диаметром, скоростью потока дроби и временем обработки. Обычно в конкретном устройстве диаметр дроби не изменяется, а степень воздействия потока дроби характеризуется ее скоростью или временем воздействия на поверхность детали.
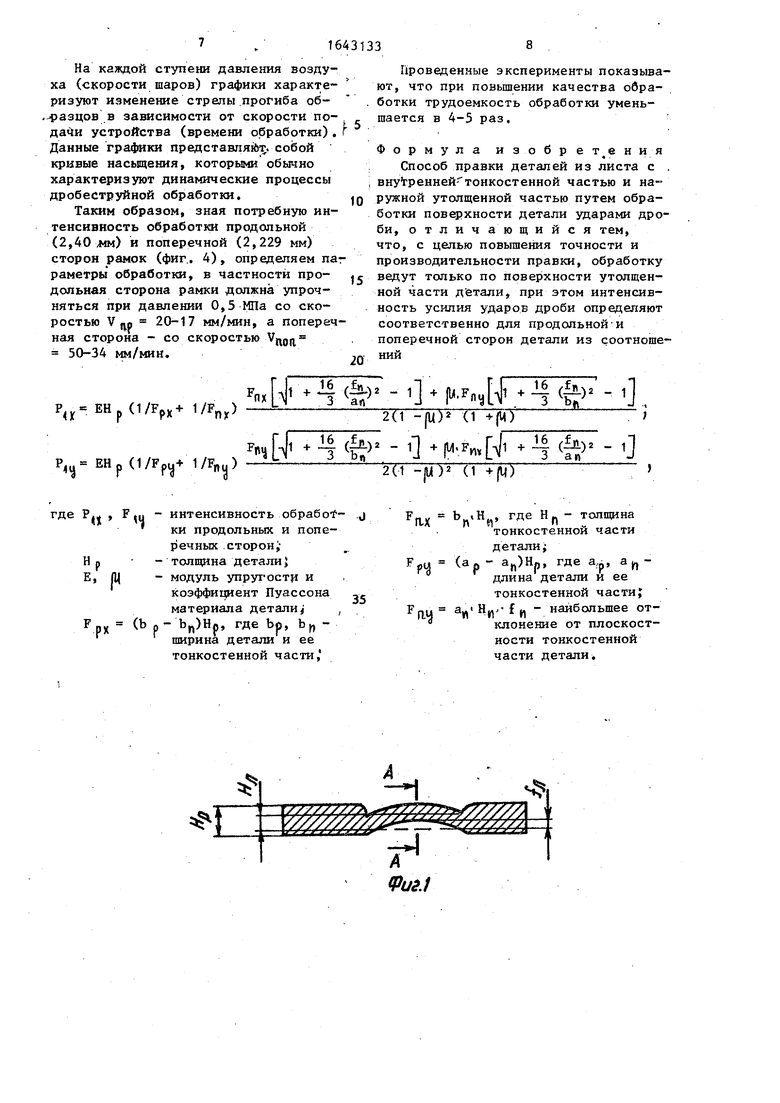
На фиг. 4 в качестве примера при- веден график изменения стрелы прогиба контрольных пластин из материала Д16Т размерами 2 20 л 200 мм при обработке шарами диаметром D 3 мм пневмодинамическим устройством раз- тонного типа. Кривая 1 соответствует давлению воздуха на входе устройства, равному 0,2 МПа, кривая 2 - 0,3 МПа, кривая 3-0,4 МПа, кривая 4 - 0,5 МПа.
На каждой ступени давления воздуха (скорости шаров) графики характеризуют изменение стрелы прогиба обазцов в зависимости от скорости по- дачи устройства (времени обработки). Г Данные графики представляет,, собой кривые насыщения, которыми обычно характеризуют динамические процессы дробеструйной обработки.
Таким образом, зная потребную интенсивность обработки продольной (2,40 лм) и поперечной (2,229 мм) сторон рамок (фиг. 4), определяем паг раметры обработки, в частности про- «с дольная сторона рамки должна упрочняться при давлении 0,5 МПа со скоростью V д« 20-17 мм/мин, а поперечная сторона - со скоростью V
10
50-34 мм/мин.
пои
20
Ыà ЕНр(
Р,,- ВНр(1/Ррч
+, , «М -т Ф - Ф- - ,
,„,(1 -fU)2 (I +(Ul
1( (-1 (1 -jU) (1 +(l|)
де Р
t
E,
P
P
интенсивность обработки продольных и поперечных сторон; толщина деталиI модуль упругости и коэффициент Пуассона материала детали , )Н0, где bj
ЬП
(b p- bn;H|, где Ър,
ширина детали и ее тонкостенной части,
с
0
0
Проведенные эксперименты показывают, что при повышении качества обработки трудоемкость обработки уменьшается в 4-5 раз.
Формула изобре тве н и я Способ правки деталей из листа с . внутренней- тонкостенной частью и на ружной утолщенной частью путем обработки поверхности детали ударами дроби, отличающийся тем, что, с целью повышения точности и производительности правки, обработку ведут только по поверхности утолщенной части детали, при этом интенсивность усилия ударов дроби определяют соответственно для продольной и поперечной сторон детали из соотношений
ах
brt H«T
5
4
г
где Н .. - толщина тонкостенной части детали;
(ар - ап)Нр, где а,р, аи - длина детали и ее тонкостенной части;
аи Ц И наибольшее от клонение от плоскостности тонкостенной части детали.
j-мм
мин
0,01 0,02 0,05 0,ОЬ 0,05 0,06 1/V %% Фиг.Ь
ФигЗ
мин
%%
| СПОСОБ ПРАВКИ И УСТРАНЕНИЯ РАЗЛИЧНОГО ВИДА ДЕФОРМАЦИИ НА ТОНКОСТЕННЫХ ДЕТАЛЯХ | 0 |
|
SU242704A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
