Изобретение относится к гидротехническому строительству и может найти применение при изготовлении решетчатых конструкций наземных сооружений.
Цель изобретения - снижение металлоемкости и повышение надежности соединения.
раскосов к распорке который обычно решался путем увеличения диаметра трубы раскоса посредством конусных переходов.
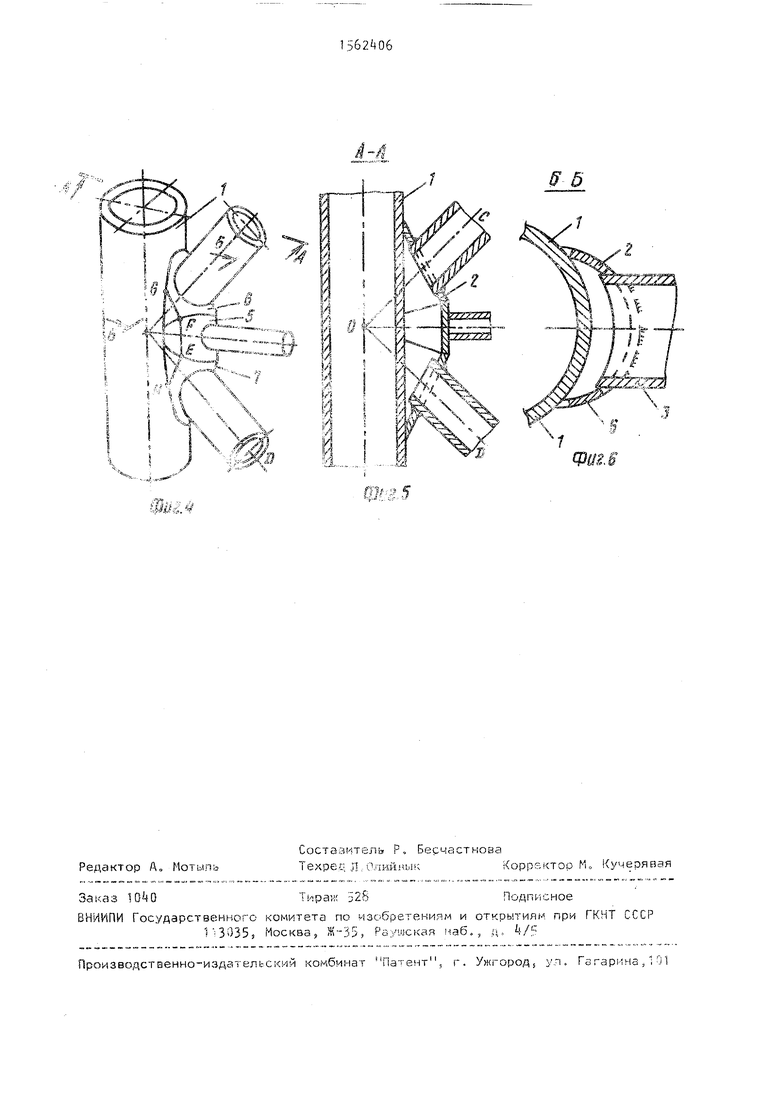
На фиг. А показан сварной узел, в котором вставка 2 составлена из трех участков, состоящих из цилиндрических поверхностей одинаковой кри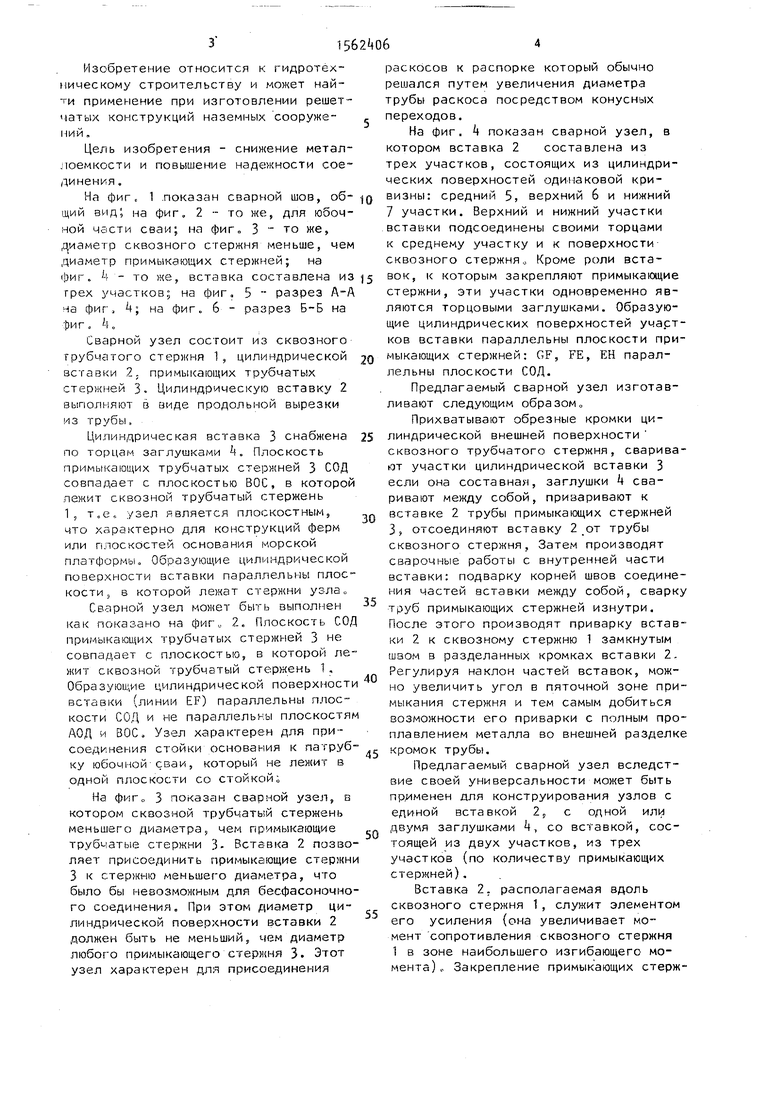
| название | год | авторы | номер документа |
|---|---|---|---|
| Сварной узел трубчатых стержней | 1984 |
|
SU1263777A1 |
| ТВЭЛ РЕАКТОРА НА БЫСТРЫХ НЕЙТРОНАХ, ЭЛЕМЕНТ ДИСТАНЦИОНИРОВАНИЯ ТВЭЛА И СПОСОБ (ВАРИАНТЫ) ИЗГОТОВЛЕНИЯ ЭЛЕМЕНТА | 2015 |
|
RU2598542C1 |
| ГЕРМЕТИЧНЫЙ ПЕНАЛ ХРАНЕНИЯ ОТРАБОТАВШЕГО ЯДЕРНОГО ТОПЛИВА | 2008 |
|
RU2372678C1 |
| СТОЙКА ПОВОРОТНАЯ ОПОРНО-ПОВОРОТНОГО УСТРОЙСТВА КРАНОМАНИПУЛЯТОРНОЙ УСТАНОВКИ | 2001 |
|
RU2213043C2 |
| СВАРНАЯ ШПУНТОВАЯ СВАЯ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1995 |
|
RU2083763C1 |
| Способ ремонта трубопровода | 1989 |
|
SU1680473A1 |
| СПОСОБ И ЛИНИЯ ИЗГОТОВЛЕНИЯ ПЛОСКИХ ОРЕБРЕННЫХ МЕТАЛЛОКОНСТРУКЦИЙ МЕТОДОМ ВЫСОКОЧАСТОТНОЙ СВАРКИ | 2014 |
|
RU2574151C2 |
| Узловое соединение трубчатого стержня с опорной конструкцией | 1989 |
|
SU1716023A1 |
| ОСНОВАНИЕ ОПОРНО-ПОВОРОТНОГО УСТРОЙСТВА КРАНО-МАНИПУЛЯТОРНОЙ УСТАНОВКИ | 2001 |
|
RU2207318C2 |
| ИНЛАЙНЕР | 2017 |
|
RU2739958C1 |
Изобретение относится к гидротехническому строительству. Цель изобретения - снижение металлоемкости и повышение надежности соединения. Цилиндрическая вставка 2 - цельная или состоящая из нескольких участков, отрезными кромками приварена к сквозному стержню. Образующие цилиндрической вставки параллельны плоскости, в которой лежат примыкающие стержни. С торцов вставки снабжены заглушками или присоединены к сквозному стержню. 3 з.п. ф-лы, 6 ил.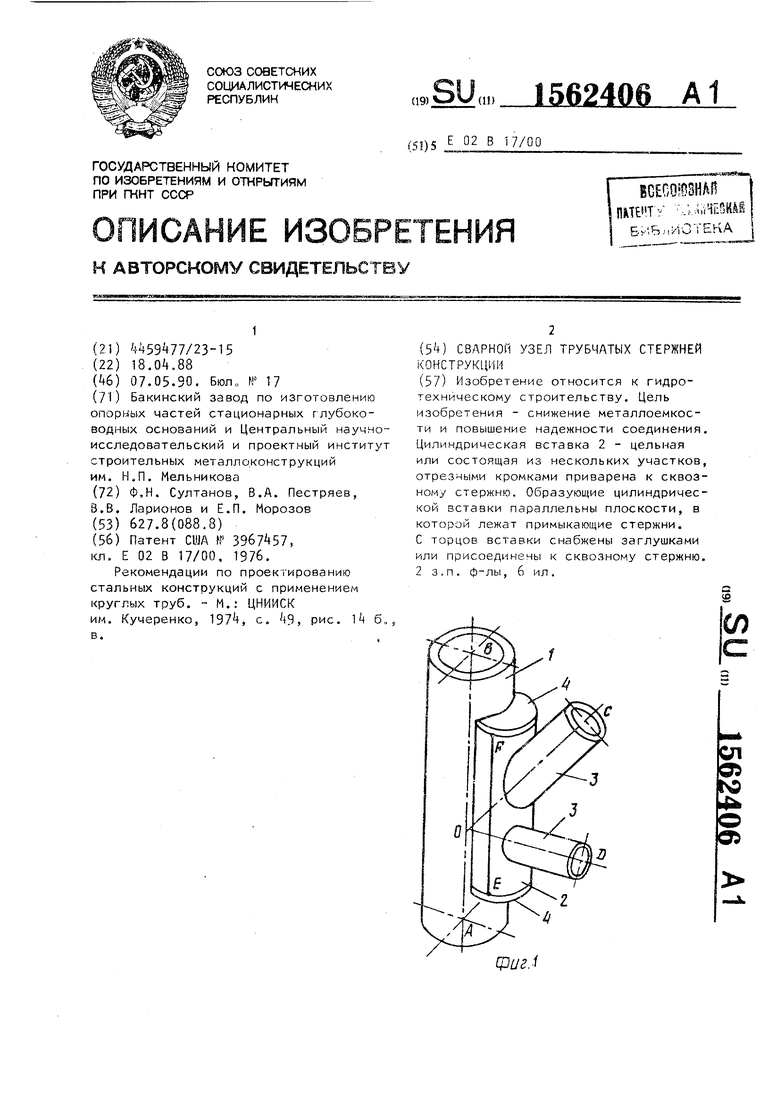
На фиг. 1 показан сварной шов, об- JQ визны: средний 5, верхний 6 и нижний
щий вид; на фиг. 2 - то же, для юбочной части сваи; на фиг. 3 то же, диаметр сквозного стержня меньше, чем диаметр примыкающих стержней; на
7 участки. Верхний и нижний участки вставки подсоединены своими торцами к среднему участку и к поверхности сквозного стержня,, Кроме роли встафиг. k - то же, вставка составлена из 15 вок к которым закрепляют примыкающие
трех участков; на фиг. 5 - разрез А-А на фиг. на фиг. 6 - разрез Б-Б на фиг. k.
Оварной узел состоит из сквозного трубчатого стержня 1, цилиндрической вставки 2. примыкающих трубчатых стержней 3. Цилиндрическую вставку 2 выполняют в виде продольной вырезки из трубы.
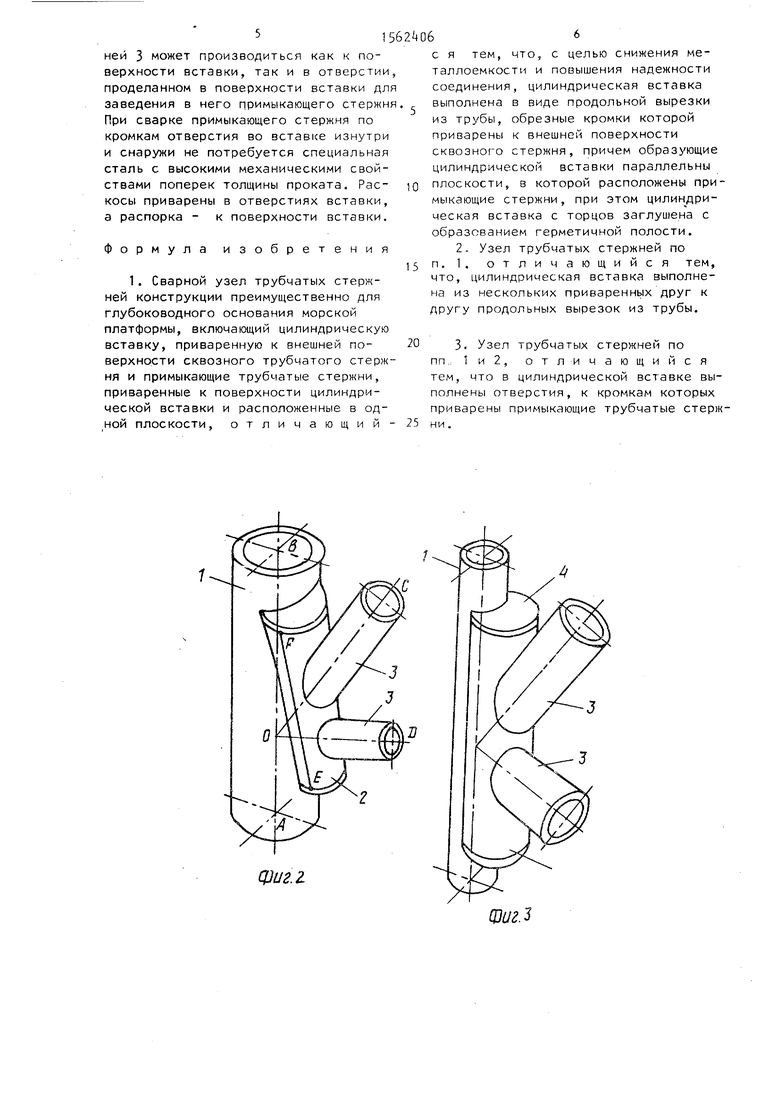
Цилиндрическая вставка 3 снабжена по торцам заглушками 4. Плоскость примыкающих трубчатых стержней 3 СОД совпадает с плоскостью БОС, в которой лежит сквозной трубчатый стержень 1, т.е. узел является плоскостным, что характерно для конструкций ферм или плоскостей основания морской платформы. Образующие цилиндрической поверхности вставки параллельны плоскости, в которой лежат стержни узла
Сварной узел может быть выполнен как показано на фиг„ 2. Плоскость СОД примыкающих трубчатых стержней 3 не совпадает с плоскостью, в которой лежит сквозной трубчатый стержень 1. Образующие цилиндрической поверхности вставки (линии EF) параллельны плоскости СОД и не параллельны плоскостям АОД и ВОС. Узел характерен для при20
25
30
35
40
соединения стойки основания к патруб- кромок трубы.
стержни, эти участки одновременно являются торцовыми заглушками. Образующие цилиндрических поверхностей учарт- ков вставки параллельны плоскости примыкающих стержней: GF, FE, ЕН параллельны плоскости СОД.
Предлагаемый сварной узел изготавливают следующим образом о
Прихватывают обрезные кромки цилиндрической внешней поверхности сквозного трубчатого стержня, сваривают участки цилиндрической вставки 3 если она составная, заглушки Ц сваривают между собой, приваривают к вставке 2 трубы примыкающих стержней 3, отсоединяют вставку 2 от трубы сквозного стержня, Затем производят сварочные работы с внутренней части вставки: подварку корней швов соединения частей вставки между собой, сварку труб примыкающих стержней изнутри. После этого производят приварку вставки 2 к сквозному стержню 1 замкнутым швом в разделанных кромках вставки 2. Регулируя наклон частей вставок, можно увеличить угол в пяточной зоне примыкания стержня и тем самым добиться возможности его приварки с полным про- плавлением металла во внешней разделке
ку юбочной сваи, который не лежит в одной плоскости со стойкой
На фиг„ 3 показан сварной узеп, в котором сквозной трубчатый стержень меньшего диаметра, чем примыкающие трубчатые стержни 3- Вставка 2 позволяет присоединить примыкающие стержни 3 к стержню меньшего диаметра, что было бы невозможным для бесфасоночно- го соединения. При этом диаметр цилиндрической поверхности вставки 2 должен быть не меньший, чем диаметр любого примыкающего стержня 3 Этот узел характерен для присоединения
50
55
Предлагаемый сварной узел вследствие своей универсальности может быть применен для конструирования узлов с единой вставкой 2, с одной илу двумя заглушками k со вставкой, состоящей из двух участков, из трех участков (по количеству примыкающих стержней).
Вставка 2. располагаемая вдоль сквозного стержня 1, служит элементом его усиления (она увеличивает момент сопротивления сквозного стержня 1 в зоне наибольшего изгибающего момента) Закрепление примыкающих стерж7 участки. Верхний и нижний участки вставки подсоединены своими торцами к среднему участку и к поверхности сквозного стержня,, Кроме роли вста0
5
0
5
0
кромок трубы.
стержни, эти участки одновременно являются торцовыми заглушками. Образующие цилиндрических поверхностей учарт- ков вставки параллельны плоскости примыкающих стержней: GF, FE, ЕН параллельны плоскости СОД.
Предлагаемый сварной узел изготавливают следующим образом о
Прихватывают обрезные кромки цилиндрической внешней поверхности сквозного трубчатого стержня, сваривают участки цилиндрической вставки 3 если она составная, заглушки Ц сваривают между собой, приваривают к вставке 2 трубы примыкающих стержней 3, отсоединяют вставку 2 от трубы сквозного стержня, Затем производят сварочные работы с внутренней части вставки: подварку корней швов соединения частей вставки между собой, сварку труб примыкающих стержней изнутри. После этого производят приварку вставки 2 к сквозному стержню 1 замкнутым швом в разделанных кромках вставки 2. Регулируя наклон частей вставок, можно увеличить угол в пяточной зоне примыкания стержня и тем самым добиться возможности его приварки с полным про- плавлением металла во внешней разделке
0
5
Предлагаемый сварной узел вследствие своей универсальности может быть применен для конструирования узлов с единой вставкой 2, с одной илу двумя заглушками k со вставкой, состоящей из двух участков, из трех участков (по количеству примыкающих стержней).
Вставка 2. располагаемая вдоль сквозного стержня 1, служит элементом его усиления (она увеличивает момент сопротивления сквозного стержня 1 в зоне наибольшего изгибающего момента) Закрепление примыкающих стержней 3 может производиться как к поверхности вставки, так и в отверстии, проделанном в поверхности вставки для заведения в него примыкающего стержня При сварке примыкающего стержня по кромкам отверстия во вставке изнутри и снаружи не потребуется специальная сталь с высокими механическими свойствами поперек толщины проката. Рас- косы приварены в отверстиях вставки, а распорка - к поверхности вставки.
Формула изобретения
фиг.1
с я тем, что, с целью снижения металлоемкости и повышения надежности соединения, цилиндрическая вставка выполнена в виде продольной вырезки из трубы, обрезные кромки которой приварены к внешней поверхности сквозного стержня, причем образующие цилиндрической вставки параллельны плоскости, в которой расположены примыкающие стержни, при этом цилиндрическая вставка с торцов заглушена с образованием герметичной полости.
п. 1. отличающийся тем, что, цилиндрическая вставка выполнена из нескольких приваренных друг к другу продольных вырезок из трубы.
i
пп о 1 и 2, отличающийся тем, что в цилиндрической вставке выполнены отверстия, к кромкам которых приварены примыкающие трубчатые стержни.
Ш.з
| Патент США 3967457, кл | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Рекомендации по проектированию стальных конструкций с применением круглых труб | |||
| - М.: ЦНИИСК им | |||
| Кучеренко, 1974, с | |||
| Способ смешанной растительной и животной проклейки бумаги | 1922 |
|
SU49A1 |
| Паровоз для отопления неспекающейся каменноугольной мелочью | 1916 |
|
SU14A1 |
