Изобретение относится к транспортному машиностроению и может быть использовано в различных отраслях народного хозяйства.
Цель изобретения - обеспечение непрерывной навивки спиралей с внутренним ребром из Г-образного профиля.
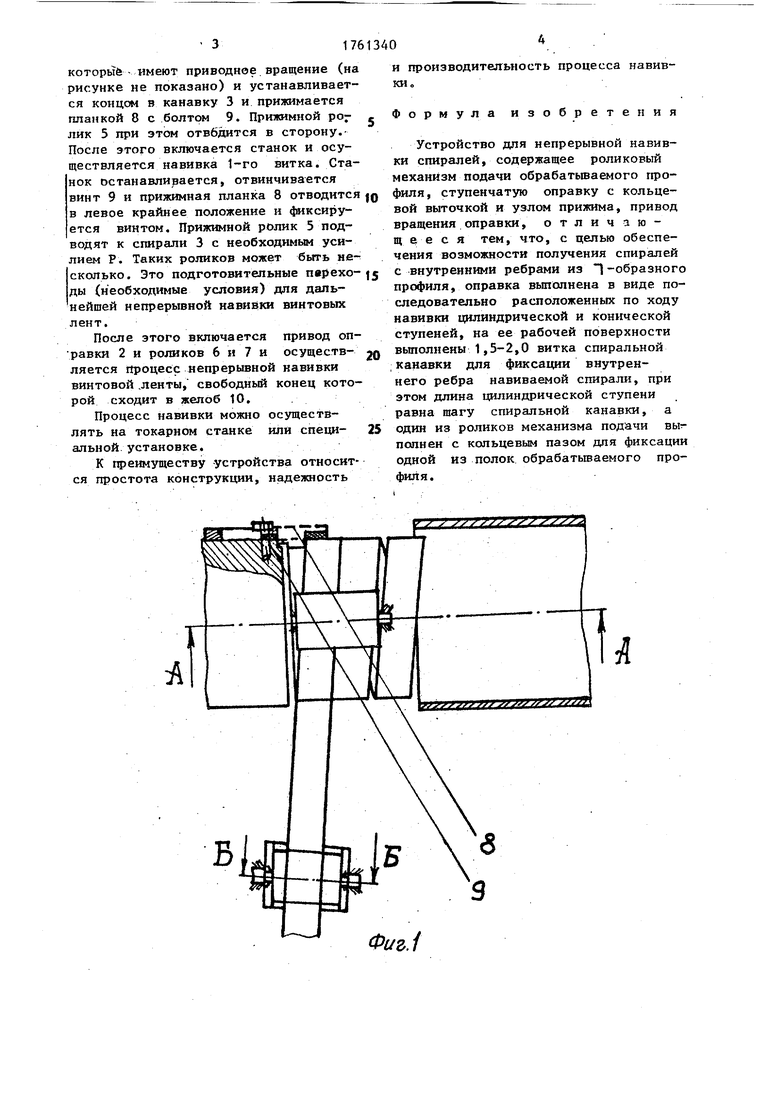
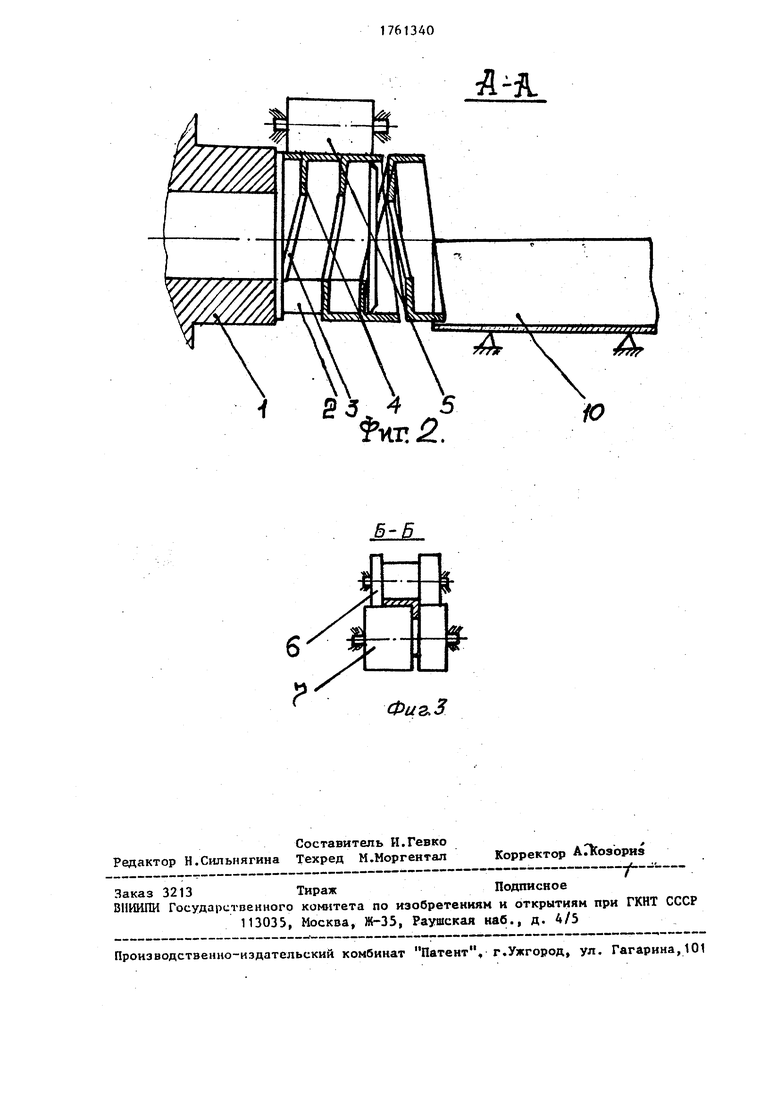
На фигИ показано устройство для непрерывной навивки спиралей , на фиг.2 - сечение А-А на фиг.1Ј на фиг. 3 - сечение Б-Б на фиг.1.
Оно содержит ступенчатую оправку К на меньшем диаметре 2 которой нарезана винтовая канавка 3 с возможностью свободного входа ребра спирали 4 с шагом, равным высоте второй полки. Диаметр оправки 2 со 2-го витка от ее торца выполнены на конус для лучшего схода спирали в процессе изготовления.
На цилиндрической поверхности диаметра 2 выполнены 1,5...2 витка спиралей канавки для фиксации внутренне- го ребра навиваемой спирали, при этом длина цилиндрической ступени равна „шагу спиральной канавки. Для прижима и формообразования спирали служит прижимной профильный ролик 5, а для гнаправления и подачи ролики б и. 7, ко- торые работают спаренно. Ролик 6 механизма подачи выполнен с кольцевым пазом для фиксации одной из полок обрабатываемого профиля. Крепление конца полосы осуществляется-с помощью прижимной ппанки .8 с осевым па- . .зон и болтом 9. Поддержка спирали сошедшей с оправки 2 осуществляется / iC помощью корыта которой, -гсовпадает с осью оправки, а его внутренний диаметр больше диаметра спирали 3.
Работа устройства осуществляется следующим образом. Профильная полоса 4 подается между профильные ролики,
Ч О
шюА
СО
fe
который - имеют приводное вращение (на рисунке не показано) и устанавливается концом в канавку 3 и прижимается планкой 8 с болтом 9. Прижимной ро- лик 5 при этом отвбдится в сторону.- После этого включается станок и осуществляется навивка 1-го витка. Станок останавливается, отвинчивается винт 9 и прижимная планка 8 отводится в левое крайнее положение и фиксируется винтом. Прижимной ролик 5 подводят к спирали 3 с необходимым усилием Р. Таких роликов может быть несколько. Это подготовительные пвреходы (необходимые условия) для дальнейшей непрерывной навивки винтовых лент.
После этого включается привод оправки 2 и роликов 6 и 7 и осуществляется процесс непрерывной навивки винтовой .ленты, свободный конец которой сходит в желоб 10.
Процесс навивки можно осуществлять на токарном станке или специ- альной установке.
К преимуществу устройства относится простота конструкции, надежность
5
0
и производительность процесса навивки,,
Формула изобретения
Устройство для непрерывной навивки спиралей, содержащее роликовый механизм подачи обрабатываемого профиля, ступенчатую оправку с кольцевой выточкой и узлом прижима, привод вращения оправки, отличающееся тем, что, с целью обеспечения возможности получения спиралей с внутренними ребрами из 1 -образного профиля, оправка выполнена в виде последовательно расположенных по ходу навивки цилиндрической и конической ступеней, на ее рабочей поверхности выполнены 1,5-2,0 витка спиральной канавки для фиксации внутреннего ребра навиваемой спирали, при этом длина цилиндрической ступени равна шагу спиральной канавки, а один из роликов механизма подачи выполнен с кольцевым пазом для фиксации одной из полок обрабатываемого профиля.
| название | год | авторы | номер документа |
|---|---|---|---|
| Приспособление для навивки спиралей | 1986 |
|
SU1388144A1 |
| Приспособление к токарному станку для непрерывной навивки спиралей | 1984 |
|
SU1299653A1 |
| Способ изготовления спиралей шнеков и устройство для его осуществления | 1988 |
|
SU1611505A1 |
| Устройство для непрерывной навивки спиралей шнеков | 1988 |
|
SU1563807A1 |
| Устройство для навивки широкополосных спиралей шнеков | 1988 |
|
SU1532128A1 |
| Устройство для навивки полосы в спираль на ребро | 1983 |
|
SU1225642A1 |
| СПОСОБ И ИНСТРУМЕНТ ДЛЯ ИЗГОТОВЛЕНИЯ САМОЗАТЯГИВАЮЩИХСЯ СТРОПОВ ИЗ КОЛЬЦЕВОГО ЖГУТА | 1994 |
|
RU2101118C1 |
| УСТРОЙСТВО ФОРМИРОВАНИЯ СПИРАЛИ | 2004 |
|
RU2257976C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТАНГЕНЦИАЛЬНЫХ РАСШИРИТЕЛЕЙ И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2185268C2 |
| УСТРОЙСТВО ФОРМИРОВАНИЯ СПИРАЛИ | 2004 |
|
RU2257977C1 |
Использование: обработка металлов давлением, изготовление спиралей из Г-образного профиля. Устройство содержит ступенчатую оправку с приводом ееввращения, прижимной меха-- низм и механизм подачи. Для формовки спиралей с внутренними ребрами на рабочей поверхности оправки выполнены 1,5...2 витка спиральной канавки для фиксации ребер. Оправка выполнена с последовательно расположенными цилиндрической и конической ступенями. Длина цилиндрической ступени равна шагу канавки. Один из роликов механизма подачи выполнен с кольцевым пазом для фиксации полки навиваемого профиля. 3 ил.
Фиг.1
f S3 4 5 Ю.2..
6/1Л
iФи&З
| Приспособление к токарному станку для непрерывной навивки спиралей | 1984 |
|
SU1299653A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
