Изобретение относится к оборудованию шинной и резинотехнической промышленности и предназначено для нивелировки и прогрева кромок обрези- ненного корда перед стыковкой внахлест способом спиральной навивки.
Целью изобретения является повышение качества обработки кромок.
На чертеже изображено устройство, фбщий вид.
Устройство содержит средство для перемещения полосового материала (не показано) и механизм для обработки кромок в виде формующих элементов Формующие элементы выполнены в виде скрученных на 180° пластин 1 и 2 из электропроводного материала с высоким оммическим сопротивлением и источников 3 и 4 тока для нагрева Пластин 1 и 2.
Пластины 1 и 2 установлены на Головках 5 и подключены к источникам 3 и 4 тока через изоляторы 6, I Пластины 1 и 2 помещены в термостаты (не показаны)„ Формующие элементы смонтированы на рычагах 7 и 8.
Рычаги 7 и 8 одними концами шарни но закреплены на головках 5 а вторыми концами шарнирно закреплены на башмаках 9, жестко установленных на раме 10. Рычаги 7 и 8 выполнены в форме шарнирных, параллелограммов. На последних посредством осей 11 смонтированы прикатывающие ролики 12. Каждый прикатывающий ролик 12 снабже приспособлением для изменения угла 2 своего положения в горизонтальной плоскости в виде резьбового соединения. Головки 5 между собой при рабо те устройства не согласованы.
Устройство установлено перед средством 13 для измерения ширины полосового материала, который подается на агрегат 14 для образования спиральновитого рукава со стыком внахлест.
Устройство работает следующим образом.
Включают агрегат 14, источники 3 4 тока и начинают перемещать полосовой материал, например обрезиненный корд 15. Бахрома кромок корда 15 соприкасается с нагретой винтовой поверхностью пластин 1, 2 и делается более пластичной. За счет срученнос- ти пластин 1 и 2 на 180 кромки корда начинают подворачиваться на 180° и приглаживаться на основные нити
0
5
0
5
лп
д5
SQ
0
55
корда 15. При приложении незначительных усилий к головкам 5 они получают перемещение под действием этого усилия. Окончательное приглаживание кромок корда 15 осуществляется прика- точными роликами 12. Поскольку ролики 12 установлены под углом d к движущемуся корду, то в местах контакта роликов 12 с кордом 15 возникает усилие, которое стремится ролики 12 с рычагами 7 и 8 и головками 5 повернуть по направлению силы Р и прижать головки 5 к кромкам.обрези- ненного корда. Реакция силы Р, воздействующей в свою очередь на движущийся корд, значительно меньше усилия, необходимого для изменения структуры полотна обрезиненного корда 15. Корд с подвернутыми кромками проходит через средство 13 и далее на агрегат 14 для образования спираль- новитого рукава Ib.i
Без наличия бахромы средство 13 измеряет действительное расстояние между основными нитями корда 15 и выдает соответствующий сигнал в систему управления скоростью V агрегата 14 для согласования ее с действительным шагом навивки t для получения постоянной величины стыка. Кроме того, нагретые кромки обладают повышенной адгезией и дают более прочный стык, за счет чего можно уменьшить величину стыка.
Величина стыка корда 15 внахлест определяется величиной расстояния между крайними основными нитями корда. Ввиду наличия на кромках корда после обрезинивания бахромы неопределенной формы невозможно измерить действительное расстояние между осм новными нитями корда, так как средство 13 показывает расстояние между кромками бахромы. При загибе ее на основные нити корда 15 средство 13 показывает расстояние между нитями, так как кромка корда выравнивается и устраняется разброс по ширине корда, в результате чего повышается точность измерения ширины обрезиненного корда.
Прикаточные ролики 12 могут изменять свое положение в горизонтальной плоскости посредством резьбового соединения. Формула изобретения
1. Устройство для обработки кромок полосового материала, содержащее
5156 0016
средство для перемещения полосовогоникам тока дня нагрева пластины, а
материала и механизм для обработкирычаги выполнены в форме шарнирных
кромок в виде формующих элементов,параллелограммов, причем каждый присмонтированных на рычагах, и прикаты-катывающий ролик смонтирован на совающих роликов, отличающе-ответствующем шарнирном параллелограме с я тем, что, с целью повышенияме.
качества обработки кромок, каждый 2. Устройство по п. 1, о т л и формующий элемент выполнен в видечающееся тем, что прикатыскрученной на 180е пластины из эле- ювающий ролик снабжен приспособлением
ктропроводного материала с высокимдля изменения угла своего положения
оммическим сопротивлением и источ-в горизонтальной плоскости.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки покрышек пневматических шин | 1982 |
|
SU1098822A1 |
| Способ изготовления обрезиненного кордного полотна и устройство для его осуществления | 1977 |
|
SU736866A3 |
| Способ заготовки слоев покрышек пневматических шин | 1988 |
|
SU1720893A1 |
| Устройство для стыковки ленточного материала | 1990 |
|
SU1729790A1 |
| АГРЕГАТ ДЛЯ РАСКРОЯ И СТЫКОВКИ ПОЛОСОВОГО МАТЕРИАЛА | 1988 |
|
SU1621316A2 |
| Способ сборки браслетов для покрышек пневматических шин и устройство для его осуществления | 1982 |
|
SU1030199A1 |
| Устройство для стыковки обрезиненного полотна | 1983 |
|
SU1098825A1 |
| Устройство для перекладки полосового материала | 1983 |
|
SU1085851A1 |
| Способ заготовки деталей покрышек | 1986 |
|
SU1426839A1 |
| Устройство для сборки велосипедных покрышек | 1990 |
|
SU1745563A1 |
Изобретение относится к оборудованию шинной и резинотехнической промышленности и предназначено для нивелировки и прогрева кромок обрезиненного корда перед стыковкой внахлест способом спиральной навивки. Целью изобретения является повышение качества обработки кромок. Для этого каждый формующий элемент выполнен в виде скрученной на 180°С пластины 1 из электропроводного материала с высоким омическим сопротивлением и источника тока 3 для ее нагрева. Рычаги 7,8 выполнены в форме шарнирных параллелограммов. Каждый прикатывающий ролик 12 смонтирован на соответствующем шарнирном параллелограмме и снабжен приспособлением для изменения угла своего положения в горизонтальной плоскости. 1 з.п. ф-лы, 1 ил.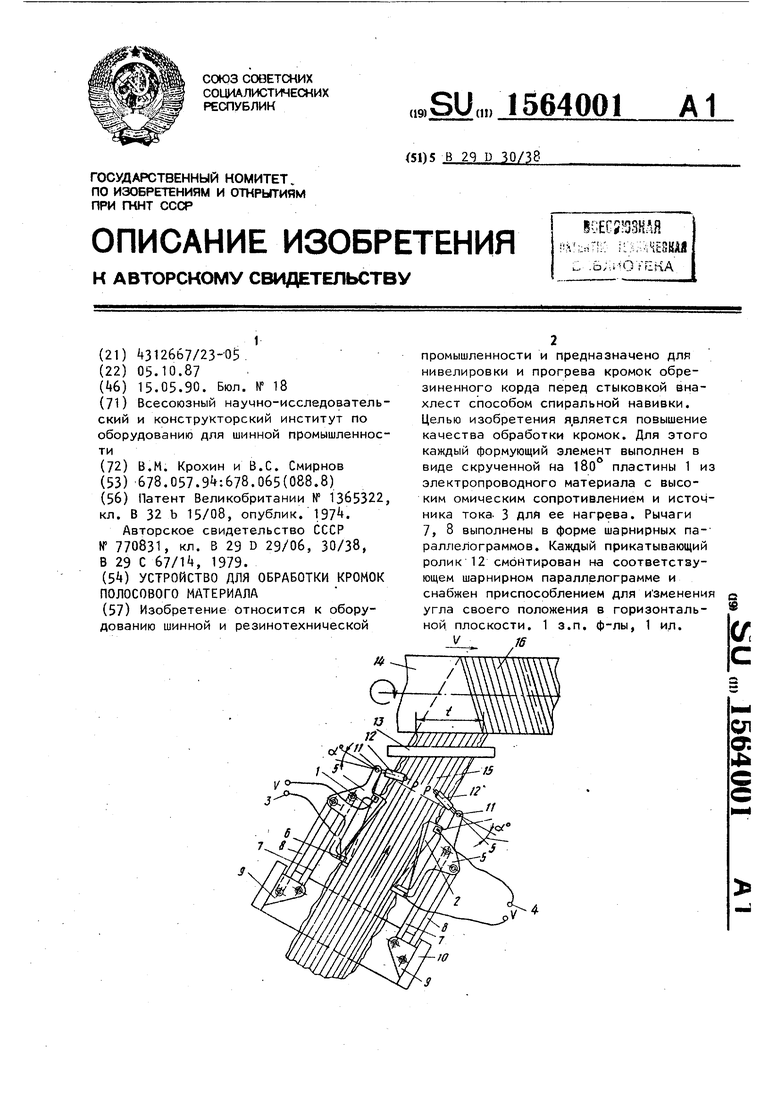
| Силовой следящий электропривод | 1986 |
|
SU1365322A1 |
| Способ образования коричневых окрасок на волокне из кашу кубической и подобных производных кашевого ряда | 1922 |
|
SU32A1 |
| ПРИБОР ДЛЯ ЗАПИСИ И ВОСПРОИЗВЕДЕНИЯ ЗВУКОВ | 1923 |
|
SU1974A1 |
| Устройство для окантовки кромки полосы эластичной лентой | 1979 |
|
SU770831A1 |
| Солесос | 1922 |
|
SU29A1 |
