кэ
О5 00
со
CD
Изобретение относится к способам из|-о- тоБления заготовок деталей покрышек, в частности слоев каркаса и брекера из обре- зиненных кордов, тканей и металлокорда.
Цель изобретения - улучшение качества заготовок за счет ликвидации деформаций при прикатке зоны стыка.
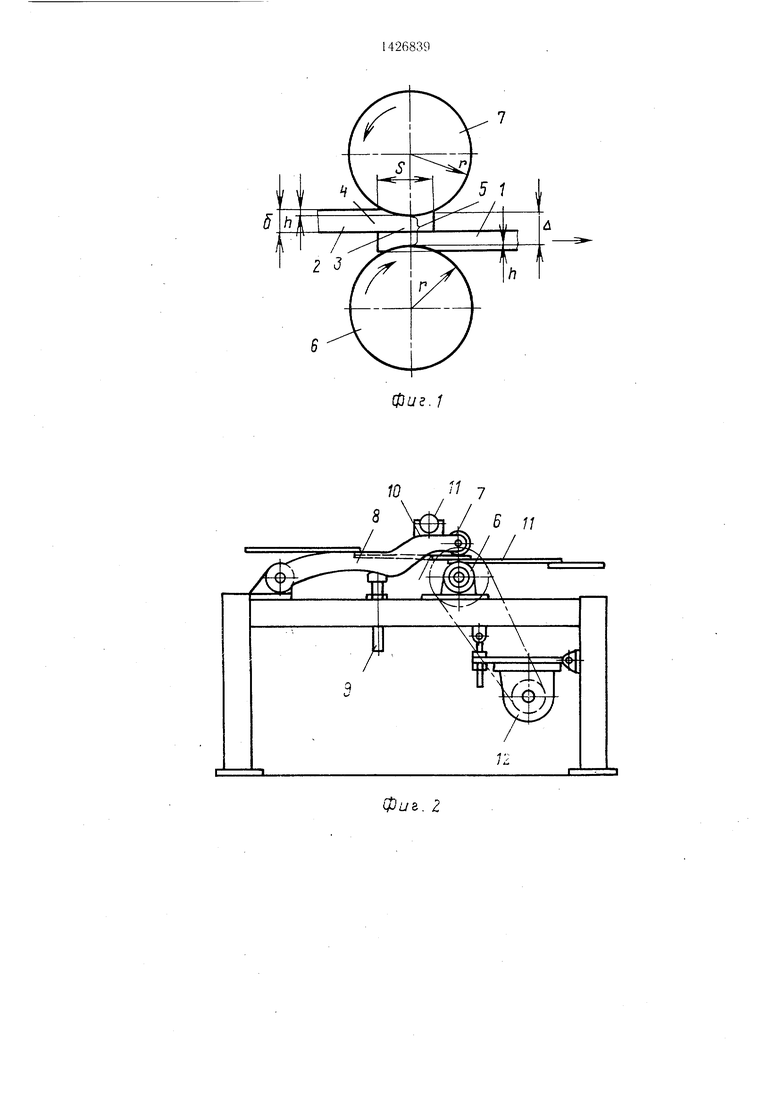
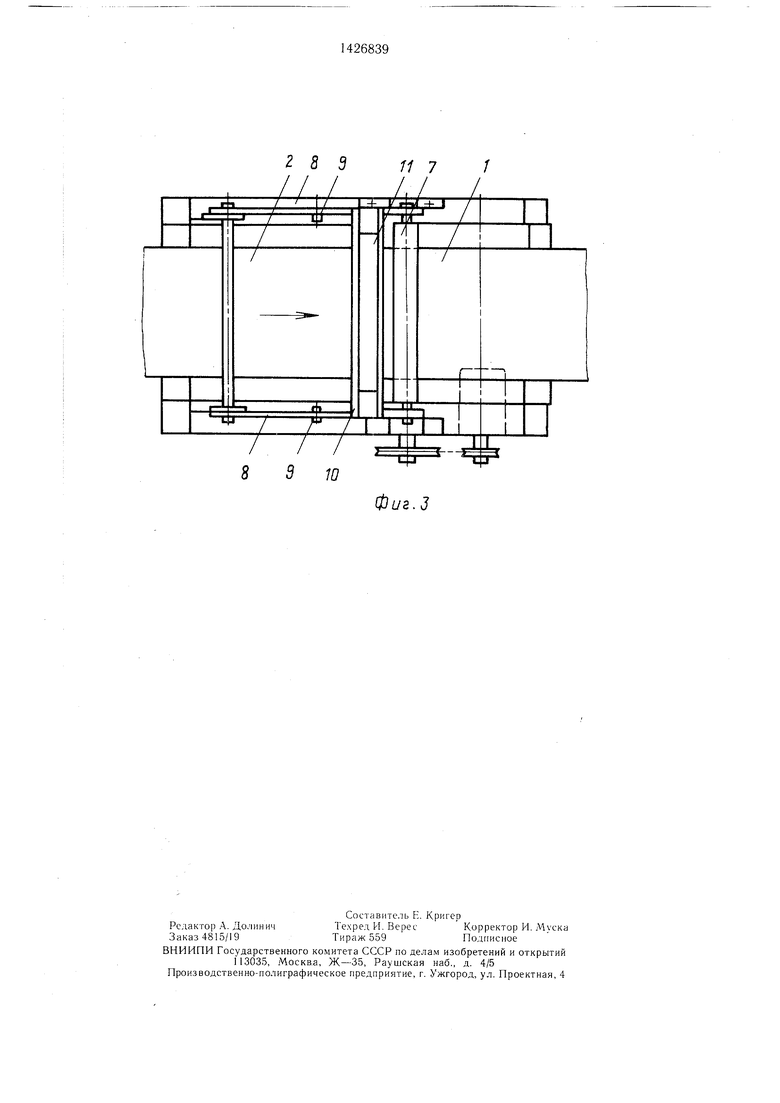
Ма фиг. 1 показана с.хема прикатки стыка полос к расчету зазора между ирика- точными роликами; на фиг. 2-3 устройство, общий вид и вид в нлане соответственно.
На диагонально-резательной машине (ЛРМ) раскраивают обрезинениое кордное полотно на нолосы 1, 2. Кромки 3 и 4 по- .юс 1 и 2 накладывают одна на другую и пропускают в зазоре 5 между прикаточ- нымн роликами 6, 7 (фнг. ). При про хождении в зазоре 5 полосы 1 или 2 (i.r.i- парной толшины нрикаточпый ро;1ик 7 не 1фа- шается. При нопадании в зазор 5 стыка ио- .IOC, когда нахлест увеличивает толщину ле- талей в этом месте, ролик 7 начинает И1аться от фрикции с обрезиненным ма:е- риа. юм и прижимает зону стыка к ролику G, нрикатывая эту зону. После нрохо/кдения зоны стыка ролик 7 вновь прекращает контакт с материалом до тех пор, нока не подойдет очередной стык и затем процесс заготовки деталей повторяется.
Д.-щ установки зазора 5 ролик 7 закрен- лен на рычагах 8, онираюни1хся на регулировочные винты 9 (фиг. 2, 3). Па рычагах 8 смонтирован ложемент 10 с 1 рузом И. олик 6 связан с нриводом 12. Внача.ле с HOMonibK) регу. шровочных винтов 9 устанавливают требуемый зазор 5 между ролнка- ми 6 и 7, ноднимая или опуская р1лчаги 8. Затем включают пршюд 12 ро.мика б и подают в между роликами fi и 7 ио. ю- сь1 1 и 2.
Массу груза 1 1 рассчитываю исходя из иавестпого значения удел1)Ного давления нрикатки но форму.1е
Q P- S- L, кг.
где Р - удел1 пое давление прнкаткя, HJMHIII- маемое для кордов обрезнненн|,1 смесью па 101)% (.К,. |)авп1Л - Р ---- 2- ()
S ширин,. с1-ьп а, см;
1, - длина стыка, см;
Глубину В1:едре1шя роликов 6 и 7 рас- счнт.1ваю г но (mpMy. ie
ь-1
где г - радиус ролика (ноз. 6, 7).
Величину зазора Л между роликами определяют из cooTHonjennH.
Л (б| + бз)-2h,
где 6i и Й2 - толнхииы црикатываемых деталей; это выражение унрои1а- ется нри
Л 2(iV-h).
Пример. Требуется рассчитать массу груза и значение зазора S между ро.шкамн 6 и 7Л в случае, если Р 2 кг/см HUI- рипа сть1ка S ----- П,5 см. стыка L 100 см, 6 1,1 г, мм, г 60 мм Q р. S. L 100 кг;
So
0,05
Л 2((V-h) 2,2 мм.
Крепление 1 руза 1 и ирикаточного ро- . шка 7 на ыча1 ах 8, опираюп1ихся на регулировочные винты 9, позволяет упростить конструкц1 ;ю прикаточного устройства ч отказат1к я от нпеьмонривода и командной системы. При этом прикатываемые детали 1 и 2 можно подавать непрерывно.
Формует изобретения
Способ заготовки деталей покрышек, при котором раскраивают обрезипенный корд, накладывают кромки раскроенных но- ;|ос друг на друга и прикатывают зопу стыка, отличиющиисч тем. что, с це, 1ью улучшения качества заготовок за счет ликвидации деформаций |;ри прикатке зоны стыка, нрикатку осуществляют в зазоре между роликами, который 011|)еде, но следующему cooTiiciinenHK):
Л ((S, -+- ft.) -2h,
r;ie Л; и - 1 о. 1шины стыкуемьгх полос, м; h величина деформации материала в зазоре, определяемая tio . соотпоп1ению
45
h 8де S Hiiipiuia нахлеста кромок полос. i радлус ролпка. м.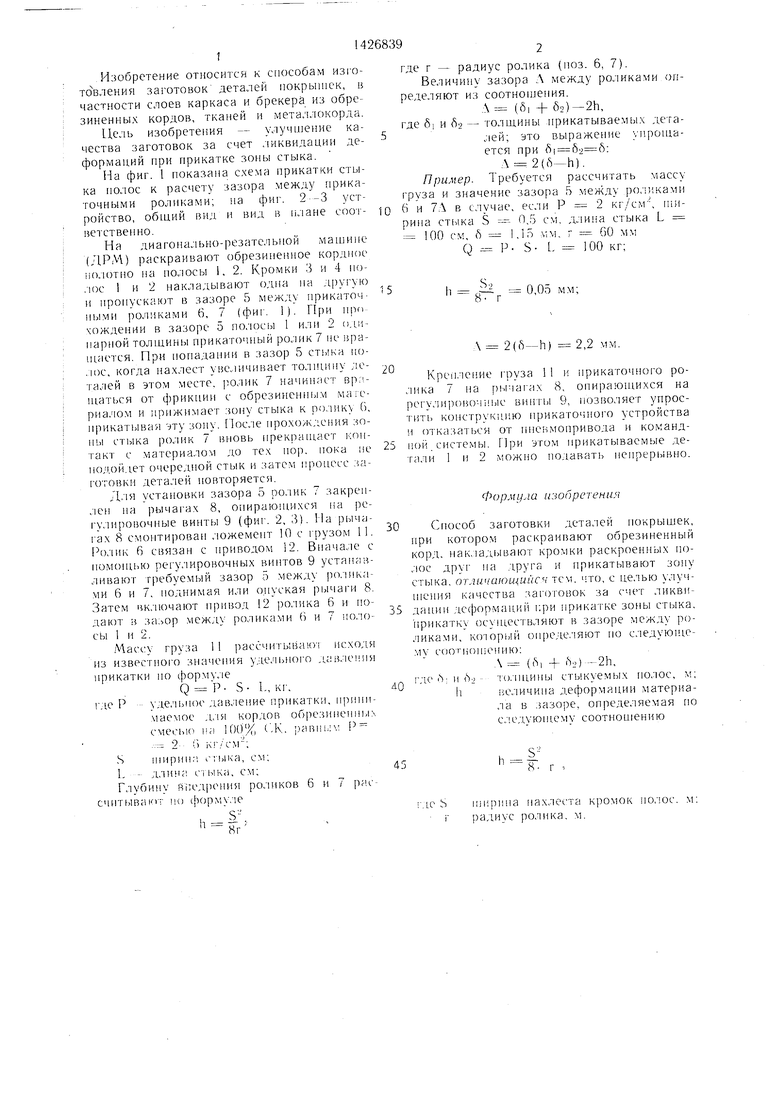
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки покрышек пневматических шин | 1982 |
|
SU1098822A1 |
| УСТАНОВКА ДЛЯ СБОРКИ ПОКРЫШЕК | 1963 |
|
SU216245A1 |
| ПРИКАТОЧНОЕ УСТРОЙСТВО К СТАНКУ ДЛЯ СБОРКИ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1971 |
|
SU321411A1 |
| Способ заготовки слоев покрышек пневматических шин | 1988 |
|
SU1720893A1 |
| ПРИКАТОЧНОЕ УСТРОЙСТВО К СТАНКАМ ДЛЯ СБОРКИ АВТОПОКРЫШЕК | 1971 |
|
SU314662A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫШКИ ПНЕВМАТИЧЕСКОЙ ШИНЫ | 2004 |
|
RU2269419C2 |
| Способ сборки покрышек пневматическихшиН | 1979 |
|
SU821195A1 |
| Устройство для прикатки к станку для сборки покрышек пневматических шин | 1986 |
|
SU1353659A1 |
| Устройство для прикатки к станку для сборки покрышек пневматических шин | 1980 |
|
SU929456A1 |
| СПОСОБ НАЛОЖЕНИЯ ЛЕНТОЧНОГО ЭЛАСТИЧНОГО МАТЕРИАЛА НА ВРАЩАЮЩИЙСЯ ОБЪЕКТ | 1990 |
|
SU1725516A1 |
Изобретение относится к способам изготовления заготовок деталей покрышек, в частности слоев каркаса и брекера из об- резиненных кордов, тканей и металлокорда. Цель изобретения - улучшение качества заготовок за счет ликвидации деформаций при прикатке зоны стыка. Для этого прикатку зоны стыка осуш.ествляют в зазоре между роликами, который определяют по соотношению А (61+63)-2h, где 6i и бз - толщины стыкуемых полос; h - величина деформации материала в зазоре, определяемая по соотношению h g-, где S - ширина на- хлеста кромок полос иг - радиус ролика. 3 ил. €
фи. 1
Фи&. г
2 S 5л 7 1
/I.I1,1 /.
Фиг.З
| Рагулин В | |||
| В | |||
| Производство пневматических шин | |||
| М | |||
| Хи.мия, 1965, с | |||
| Приспособление для нагрузки тендеров дровами | 1920 |
|
SU228A1 |
| Прикаточное устройство | 1978 |
|
SU716864A1 |
| Солесос | 1922 |
|
SU29A1 |
