Фиг.1
Изобретение относится к обработке металлов давлением, а именно к штампам для обрезки листовых деталей по радиусу.
Целью изобретения является увеличение производительности штампа.
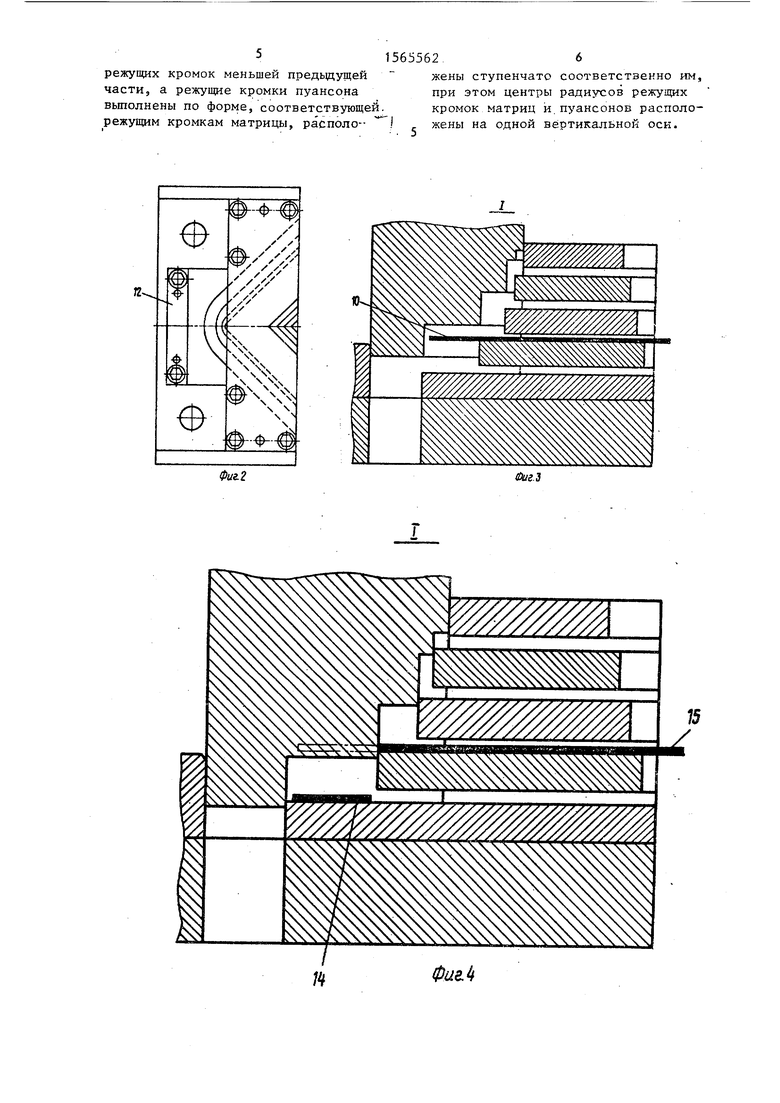
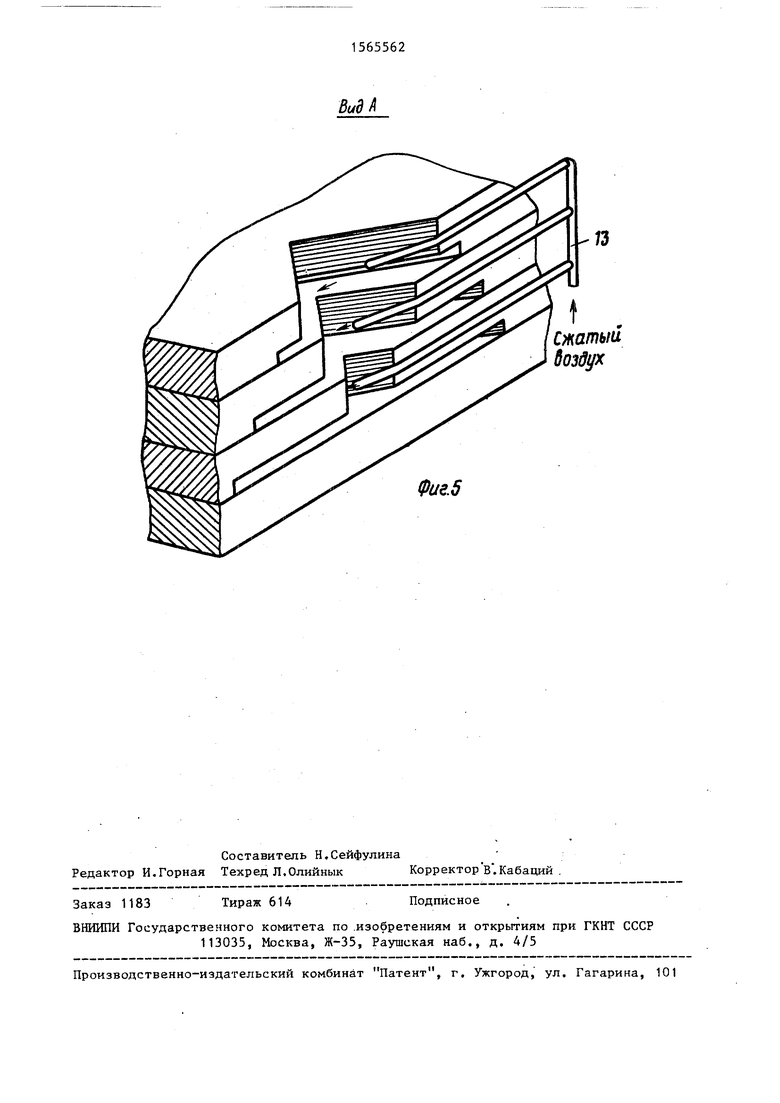
На фиг.1 представлен предлагаемый штамп (заготовка отсутствует), продольный разрез, на фиг.2 - то же, со снятой верхней плитой и пуансоном, вид сверху; на фиг.З - узел I на фиг. 1 (до обрезки заготовки); на фиг.4 - то же, после обрезки заготовки; на фиг.З - вид А на фиг Л.
Штамп содержит снабженную провальным окном нижнюю плиту 1 с жестко установленными в ней двумя направ- ляющими колонками 2 и верхнюю плиту 3 с втулками 4, соединенными с направляющими колонками 2. На нижней плите 1 неподвижно установлены одна на другой матрицы 5-9, режущая кромка каждой из которых, установленной под предыдущей, расположена с выступом. Профили режущих кромок матриц, соответствующие радиусам обрезки, содержат прямой участок в контуре режущей кромки, что обеспечивает выполнение обрезки по радиусу без образования заусенцев и уступов на заготовке 10 в месте перехода радиуса
ч
в прямой участок.
Матрицы 6-9 снабжены пазами расположенными в нижней части каждой из матриц и выполненными по высоте достаточными для установки обрабатываемой заготовки 10. Каждый паз выполнен на длину, достаточную для удержания заготовки в пазу от выпадания при взаимодействии пуансона 11 с заготовкой 10. Пуансон 11 жестко закреплен на верхней плите 3. Режущие кромки пуансона 11 расположены на разных уровнях ступенями и выполнены соответствующими профилям режущих кромок матриц.
На нижней плите 1, на противоположной от матриц 5-9 стороне жестко установлен противоотжим 12 для пуансона 11. Штамп снабжен пневмосдува- телем 13 для удаления отхода 14 детали 15. Пневмосдуватель 13 установлен на нижней плите 1 на уровне угловых пазов матриц 6-8.
Штамп работает следующим образом Обрабатываемую заготовку 10 устанавливают в зависимости от радиус
0
5
0
5
0
5
0
5
0
5
обрезки в угловой паз соответствующей матрицы, одной из 6-9 до упора. При перемещении верхней плиты 3 с пуансоном 11 вниз соответствующая режущая кромка пуансона 11, дойдя до заготовки 10 и продолжая перемещаться под воздействием привода (не показан), обрезает заготовку 10 по радиусу. Противоотжим 12 компенсирует усилия, возникающие в пуансоне 11 при обрезке.
После того, как верхняя плита 3 с пуансоном 11 возвращается под воздействием привода в исходное верхнее положение, из штампа вручную удаляют деталь 15, а отход 14 удаляется пневмосдувателем 13 через провальное окно в нижней плите 1.
Таким образом, использование предлагаемого штампа позволит повысить производительность за счет того, что при изменении радиуса обрезки, особенно у одной и той же детали, не требуется время на переналадку штампа, и кроме того, уменьшить его габаритные размеры и повысить уровень безопасности при работе со штампом, так как конструкция обеспечивает полное перекрытие доступа для рук в рабочее пространство штампа.
Формула изобретения
Универсальный штамп для обрезки листовых деталей по радиусу, содержащий матрицу, многоручьевой пуансон, режущие кромки которого выполнены на разных уровнях, направляю- щие колонки, связывающие верхнюю и нижнюю части штампа, узел фиксации з аготовок, отличающийся тем, что, с целью повышения производительности-, матрица выполнена из набора установленных последовательно по вертикали составных частей, каждая из которых имеет радиусную режущую кромку, сопряженную на концах с прямолинейными режущими кромками, узел фиксации заготовок выполнен в виде паза на верхней плоскости каждой части, вертикальные боковые стенки этого паза являются продолжением прямолинейных режущих кромок, нижняя его плоскость совпадает с зеркалом матрчцы, при этом каждая следующая часть в направлении от нижней плиты имеет радиус
режущих кромок меньшей предыдущей части, а режущие кромки пуансона выполнены по форме, соответствующей, режущим кромкам матрицы, располо-
жены ступенчато соответственно им, при этом центры радиусов режущих кромок матриц и пуансонов расположены на одной вертикальной оси.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления П-образных деталей из полосы и штамп последовательного действия для его осуществления | 1991 |
|
SU1819712A1 |
| УНИВЕРСАЛЬНЫЙ ШТАМП ДЛЯ ОБРЕЗКИ ЛИСТОВЫХ ДЕТАЛЕЙ ПО РАДИУСУ | 1973 |
|
SU397253A1 |
| ПОСЛЕДОВАТЕЛЬНЫЙ ШТАМП ДЛЯ ПРОБИВКИ, ОБРЕЗКИ И ПРАВКИ ПОКОВОК ТОРЦОВЫХ ГАЕЧНЫХ КЛЮЧЕЙ | 2002 |
|
RU2251466C2 |
| Совмещенный штамп | 1989 |
|
SU1703240A1 |
| Штамп для обрезки кромок полых деталей | 1982 |
|
SU1050781A1 |
| Штамп для обрезки | 1987 |
|
SU1505635A1 |
| Штамп для обрезки кромок пустотелых деталей | 1986 |
|
SU1368069A1 |
| ШТАМП ДЛЯ ОБРЕЗКИ ТОРЦЕВ ТРУБНЫХ ЗАГОТОВОК | 1997 |
|
RU2119412C1 |
| Штамп для вырубки и многопереходной вытяжки | 1987 |
|
SU1459768A1 |
| Штамп для обрезки полых деталей без фланца | 1979 |
|
SU893329A1 |
Изобретение относится к обработке металлов давлением, а именно к штампам для отрезки листовых деталей по радиусу. Цель изобретения - повышение производительности. Штамп содержит снабженную провальным окном нижнюю плиту 1 штампа и соединенную с ней посредством направляющих колонок 2 и втулок 4 верхнюю плиту 3. На нижней плите 1 установлены одна над другой матрицы 5 - 9. Режущая кромка каждой из матриц, установленной под предыдущей, расположена с выступом. Матрицы 6, 7, 8 и 9 снабжены угловыми пазами, выполненными в нижней части матриц, для установки в них обрабатываемой заготовки. При перемещении верхней плиты 3 с жестко установленным в ней пуансоном 11, режущие кромки которого выполнены ступенчато на разных уровнях соответственно режущим кромкам матриц 5, 6, 7 и 8, режущая кромка пуансона 11, дойдя до заготовки и продолжая перемещаться под действием привода, обрезает ее по радиусу. Деталь извлекается из штампа, а отход удаляется через провальное окно нижней плиты 1. 5 ил.
Фиг. 2
йигЗ
Фив. 4
Составитель Н.Сейфулина Редактор И.Горная Техред Л.Олийнык Корректор В .Кабаций
Заказ 1183
Тираж 614
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-издательский комбинат Патент, г. Ужгород, ул. Гагарина, 101
73
t Сжатый
йозбух
Фие.5
Подписное
| УНИВЕРСАЛЬНЫЙ ШТАМП ДЛЯ ОБРЕЗКИ ЛИСТОВЫХ ДЕТАЛЕЙ ПО РАДИУСУ | 0 |
|
SU397253A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
