Изобретение относится к машиностроению, в частности к электроэрозионной обработке, и может быть использовано для электроэрозионного профилирования в катодах электровакуумных приборов пазов эллилсного профиля.
Целью изобретения является повышение точности изготовления эллипсного профиля детали за счет использования износа электрода для Формирования профиля паза.
Способ осуществляют следующим образом.
Для получения канавки с профилем, соответствующим половине эллипса, заготовку выбирают с плоской поверхностью, а электрод-инструмент (ЭЙ) в виде цилиндра с радиусом, равным
большой полуоси эллипса,из материала с заданной относительной скоростью износа, определяемой параметрами образуемой эллипсной поверхности как
а I
Г ь
где а - размер большой полуоси эллипса;
b - размер малой полуоси эллипса, при этом электрод погружают в заготовку на величину его радиуса .
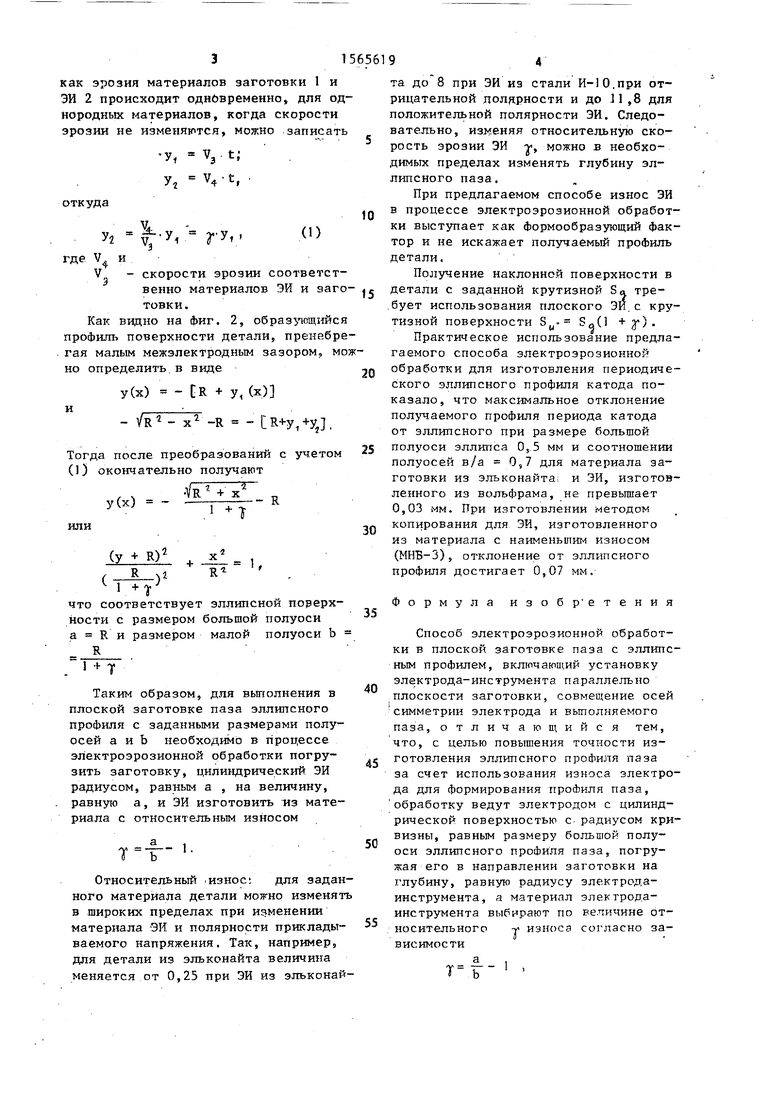
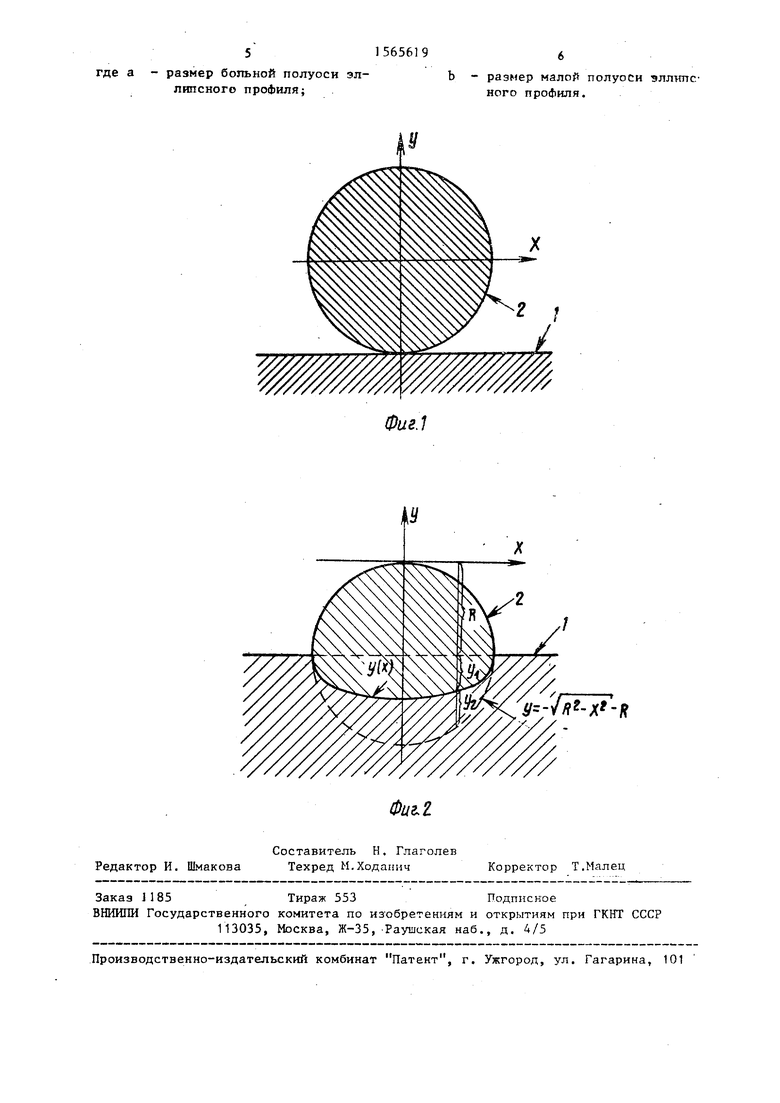
На фиг. 1 показаны плоская заготовка и цилиндрический ЭЙ в начале обработки; на фиг. 2 - то ке, в конце обработки.
В процессе электроэрозионной обр - ботки ЭЙ 2 срабатывается на величину v а заготовка 1 - на величину у1. Так
1 t
3156561
как эрозия материалов заготовки 1 и ЭЙ 2 происходит одновременно, для однородных материалов, когда скорости эрозии не изменяется, можно записать
у
t; t.
откуда
У V. и
..
ryt
(О
V, - скорости эрозии соответственно материалов ЭЙ и заго- ., товки.
Как видно на фиг. 2, образующийся профиль поверхности детали, пренебрегая малым межэлектродным зазором, можно определить в виде
у(х) - - R + у, (х)
и
- /R1- х1 -R - - R+y.+y,.
Тогда после преобразований с учетом (1) окончательно получают
у(х)
.1/R + x2
1 + Т
т)
или
(у + R)2 j. х
(
-)1
R
1,
1 +г
что соответствует эллипсной поверхности с размером большой полуоси а R и размером малой полуоси b
R 1 + Т
Таким образом, для выполнения в плоской заготовке паза эллипсного профиля с заданными размерами полуосей а и Ъ необходимо в процессе электроэрозионной обработки погрузить заготовку, цилиндрический ЭЙ радиусом, равным а , на величину, равную а, и ЭЙ изготовить из материала с относительным износом
Т
Относительный .износ: для заданного материала детали можно изменять в широких пределах при изменении
,-
материала ЭЙ и полярности приклады ваемого напряжения. Так, например, для детали из эльконайта величина меняется от 0,25 при ЭЙ из эльконай
0
,
0
5
30
35
40
45
50
55
94
та до 8 при ЭЙ из стали И-10.при отрицательной полярности и до J1,8 для положительной полярности ЭЙ. Следовательно, изменяя относительную скорость эрозии ЭЙ -у, можно в необходимых пределах изменять глубину эллипсного паза.
При предлагаемом способе износ ЭЙ в процессе электроэрозионной обработки выступает как формообразующий фактор и не искажает получаемый профиль детали.
Получение наклонной поверхности в детали с заданной крутизной So требует использования плоского ЭЙ с крутизной поверхности S Sq(l + у).
Практическое использование предлагаемого способа электроэрозионной обработки для изготовления периодического эллипсного профиля катода показало, что максимальное отклонение получаемого профиля периода катода от эллипсного при размере большой полуоси эллипса 0,5 мм и соотношении полуосей в/а 0,7 для материала заготовки из эльконайта, и ЭЙ, изготовленного из вольфрама, не превышает 0,03 мм. При изготовлении методом копирования для ЭЙ, изготовленного из материала с наименьшим износом (МНБ-3), отклонение от эллипсного профиля достигает 0,07 мм.
Формула изобр етения
Способ электроэрозионной обработки в плоской заготовке паза с эллипс- ным профилем, включающий установку электрода-инструмента параллельно плоскости заготовки, совмещение осей
.симметрии электрода и выполняемого паза, отличающийся тем, что, с целью повышения точности изготовления эллипсного профиля паза за счет использования износа электрода для формирования профиля паза,
обработку ведут электродом с цилиндрической поверхностью с радиусом кривизны, равным размеру большой полуоси эллипсного профиля паза, погружая его в направлении заготовки на глубину, равную радиусу электрода- инструмента, а материал электрода- инструмента выбирают по величине от/ носительного -у износа согласно зависимости
а .
Т- F-
51565619
где а - размер больной полуоси эл- липсного профиля;
- размер малой полуоси эллипс- него профиля.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления кулачков генераторов волновых передач Абрамова В.А. | 2015 |
|
RU2625221C2 |
| Способ электрохимической обработки профильных поверхностей типа щели вращающимся электродом-инструментом в среде проточного электролита | 1978 |
|
SU1134323A1 |
| Способ изготовления кулачков генераторов волновых передач Абрамова В.А. | 2015 |
|
RU2618354C9 |
| СПОСОБ СОВМЕСТНОЙ ПРОШИВКИ ДВОЙНЫХ СЕТОЧНЫХ СТРУКТУР МЕТОДОМ ЛАЗЕРНОЙ АБЛЯЦИИ | 2024 |
|
RU2831606C1 |
| Способ обработки резанием циклоидальных поверхностей | 1985 |
|
SU1337202A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЩЕТОЧНОГО УПЛОТНЕНИЯ | 2008 |
|
RU2389927C1 |
| Способ электрохимической обработки лопаток газотурбинных двигателей | 2016 |
|
RU2635209C1 |
| СПОСОБ ДВУХСТАДИЙНОЙ ЭЛЕКТРОЭРОЗИОННО-ХИМИЧЕСКОЙ ПРОШИВКИ ОТВЕРСТИЙ МАЛОГО ДИАМЕТРА | 2023 |
|
RU2809818C1 |
| Способ обработки эллипсных поверхностей и устройство для его осуществления | 1991 |
|
SU1816533A1 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННО-ХИМИЧЕСКОЙ ПРОШИВКИ ОТВЕРСТИЙ МАЛОГО ДИАМЕТРА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2018 |
|
RU2707672C2 |
Изобретение относится к машиностроению, в частности к электроэрозионной обработке, и может быть использовано для электроэрозионного профилирования в катодах электровакуумных приборов пазов эллипсного профиля. Целью изобретения является повышение точности изготовления заданного профиля детали за счет использования износа электрода-инструмента для формирования профиля паза. Для изготовления требуемого профиля детали используется электрод-инструмент (ЭИ) с цилиндрической поверхностью с радиусом равным большой полуоси эллипсного профиля паза. Обработку ведут на глубину равную радиусу ЭИ, а материал ЭИ выбирают по относительному износу, определяемому следующей зависимостью: γ = A:B - 1
где γ - относительный износ ЭИ, а - размер большой полуоси, B - размер малой полуоси. 2 ил.
2 1
Фиг.1
| Артамонов Б.А | |||
| и др | |||
| Размерная электрическая обработка металлов.- М.: Высшая школа, 1978, с | |||
| Ударно-вращательная врубовая машина | 1922 |
|
SU126A1 |
