Изобретение относится к электрохимической обработке профильных поверхностей вращающимся электродоминстрзтментом, в частности к способу обработки щелевидных пазов-концентра торов напряжений и может бьггь исполь зовано в машиностроении при исследовании моделей, натурных изделий на . надежность, долговечность и разрыв-, НУЮ ПРОЧНОСТЬ. Известен способ электрохимической обработки профильных поверхностей типа щели вращающимся электродоминструментом в среде проточного электролита Л . Однако известный способ характери зуется Тем, что при подводе электро|ца-инструмента к детали в зоне межэлектродного зазора возникают искровые разряды. А Taik как для полз чения концентратора напряжений типа трещины кромка электрода инструмента имеет заостренный профиль на ус (с углом 15-30 ), то это искрениё еще до начала процесса обработки приводит к эрозии рабочей кромки электрода-инструмента и, следователь но, к. ее притуплению. Первоначальньй радиус кромки 10-15 мкм увеличивается в 4-6 раз, что не позволяет решить задачу получения концентратора напряжений, аналогично естественному дефекту (трещине). Цель изобретения - повышение точности обработки за счет уменьшения электроэрозионного износа инстру- мента. Указанная цель достигается тем, ,что согласно способу электрохимической обработки профильных поверхностей типа щели вращающимся электродом инструментом в среде проточного элек ролита, врезание электрода-инструмен та в обрабатьгоаемую поверхность осуществляют через токопроводящий- материал, который предварительно наносят на обрабатываемую поверхность, причем на время заглубления инструмента на 0,5-0,8 толщины этого материала ток отключают. : На чертеже изображена схема предi лагаемого способа обработки концентраторов нагфяжений вращающимся элект родом-инструментом. Способ осуществляют следующим i образом. На обрабатываемую поверхность 1 накладывают упругий токопроврдящй элемент 2, закрепляют его механическими прижимами (не указаны) или при-. клейвают. Вращающимся электродоминструментом 3 без наложения технологического тока (источник 4 технологического тока отключен) надрезают токопроводящий элемент на глубину 0,5-0,8 его толщины. Глубина надреза 0,5-0,8 толщины упругого элемент выбирается из условия гарантированного обеспечения безискрового токопроводящего контакта меаяу рабочей поверхностью вращающегося инструмента и обрабатываемым металлом. Превышение глубины надреза свыше 0,8 толщины упругого элемента приводит к износу острой кромки инструмента от механического контактирования ее с материалом заготовки. Глубина надреза менее 0,5 толщины упругого элемента приводит к эрозионному износу кромки катода. Надрезку можно осуществлять с использованием электролита 5 в качестве смазочно-охлаждающей жччкости. После этого включают технологический ток и совместно обрабатывают токопроводяирй упругий элемент и профиль концентратора. Токопроводяпрй ущ угий элемент, разрезанный вращакнцимся кругом, шунтирует контактные пер мычки, возникающие в процессе элект-рообработки в межэлектродном промежутке, и тем самым устраняет появление дуговых разрядов. В качестве упругого токопроводящего элемента можно использовать резину, спеченную совместно с мелкодисперсным графитным или металлическим наполнителем. Толщина упругого токопроводящего элемента выбирается в зависимости от электрических режимов обработки (напряжения, плотности тока), геометрических размеров электродат-инструмента (радиуса и угла рабочей кромки диаметра инструмента) и обеспечения удовлетворительной прокачки электролита в зоне межэлектродного зазора. Рациональная толщина элемента при нарезании профиля концентратора с углом 15, V 0,005 - 0,02 мм , диаметром катода 50 - 200 мм - 5 мм. Применение предлагаемого способа позволяет стабильно получать качест-
J 1134323«
венную щель на дне паза концентрате - исследовании моделей, натурных образра напряжений, что пошшает досто- цов на их циклическую и разрывную верность полученных результатов при прочность.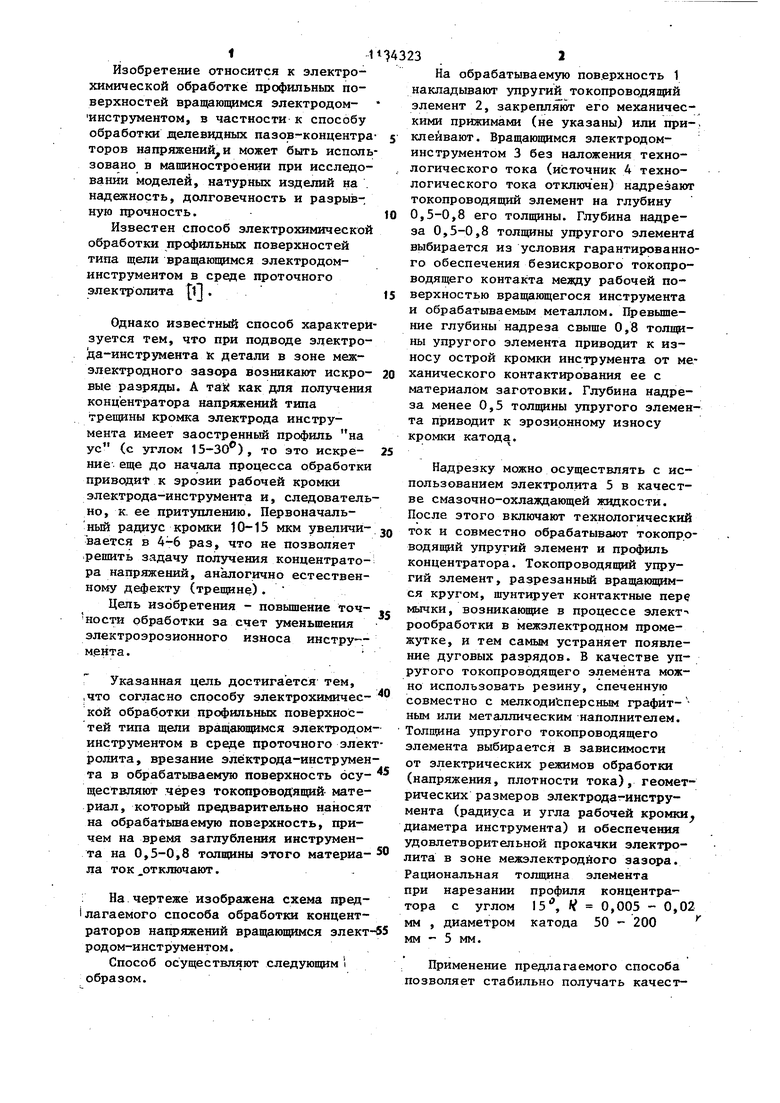
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДВУХСТАДИЙНОЙ ЭЛЕКТРОЭРОЗИОННО-ХИМИЧЕСКОЙ ПРОШИВКИ ОТВЕРСТИЙ МАЛОГО ДИАМЕТРА | 2023 |
|
RU2809818C1 |
| Способ электроэрозионнохимической обработки | 1982 |
|
SU1148737A1 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННО-ХИМИЧЕСКОЙ ПРОШИВКИ ОТВЕРСТИЙ МАЛОГО ДИАМЕТРА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2018 |
|
RU2707672C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЩЕТОЧНОГО УПЛОТНЕНИЯ | 2008 |
|
RU2389927C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ТОРЦА ПЕРА ЛОПАТКИ ТУРБОМАШИНЫ С ФОРМИРОВАНИЕМ ЩЕТОЧНОГО УПЛОТНЕНИЯ | 2010 |
|
RU2479400C2 |
| Способ изготовления электрода-инструмента для электроэрозионного профилирования алмазно-абразивных кругов | 1980 |
|
SU889367A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ МАЛОЙ КРИВИЗНЫ СЕКЦИОННЫМ ЭЛЕКТРОДОМ-ИНСТРУМЕНТОМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2389588C2 |
| Устройство для размерной электрохимической обработки | 1974 |
|
SU549305A1 |
| Способ электрохимической абразивной обработки детали шлифовальным кругом на токопроводящей связке | 2024 |
|
RU2822156C1 |
| Способ абразивного электрохимического шлифования деталей из жаропрочных сплавов с управляемой периодической очисткой токопроводящего шлифовального круга | 2024 |
|
RU2833201C1 |
.СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ПРОФИЛЫйК ПОВЕРХНОСТЕЙ ТИПА ЩЁХМ ВРАЩАЩШСЯ ЭЛЕКТРОДОМ-ИНСТРУМЕНТОМ В СРЕДЕ ПРОТОЧНОГО ЭЖКТРОЛИТА, отличающийся тем, что, с целью повьппения точности обработки за счет уменьшения электроэрозионного износа инструмента, врезание электрода-инструмента в обрабатьшаемую поверхность осуществляют через токопроводящий материал, который предварительно наносят на обрабатьшаемую поверхность, причем на заглубления инструмента на 0,5-0,8 толщины этого материала ток отключают. 
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Головачев Ю.В | |||
| и др | |||
| О влиянии методов обработки на показатели механической прочности материалов.В кн..: Размерная электрохимическая обработка деталей машин, 4.1, Тула, 1975, с | |||
| Катодное реле | 1921 |
|
SU250A1 |
