Изобретение относится к станкостроению и касается станков для заточки режущего инструмента, преимущественно концевых фраз.
Цель изобретения - повышение производительности обработки путем автоматизации движения деления.
На фиг. 1 изображен станок, общий вид; на фиг. 2 - сечение А-А на фиг. 1.
Станок содержит станину (не показана) на которой размещены корпус 1, бабка 2 изделия, шпиндель 3, кольцо 4, щуп 5, копир 6, цилиндрическая шестерня 7, зубчатая муфта 8, зубчатые рейки 9 и 10, зубчатое колесо 11, упорный элемент 12, фиксатор 13, дополнительный копир 14, ограничитель 15, рычаг 16, упор 17 и пружина 18.
Корпус 1 крепится на столе 19 станка. Бабка 2 изделия крепится на корпусе 1. В бабке 2 изделия на подшипниках (не показаны) установлен шпиндель 3, в котором производится крепление затачиваемого инструмента. На шпинделе 3 установлено с возможностью поворота вокруг своей оси кольцо 4. С кольцбм 4 соединены одним своим концом щуп, с возможностью поворота вокруг своей оси 5, а другим своим концом щуп 5 взаимодействует с копиром 6, профиль которого задает программу углового поворота инструмента при чаточке его режущих зубьев.
На шпинделе 3 установлена с возможностью вращения вокруг своей оси цилиндрическая шестерня 7.
На шпинделе 3 посредством шлицевого соединения 20 установлена зубчатая муфта 8, которая может перемещаться в осевом на5
5
правлении на шпинделе 3 под действием закрепленного на корпусе 1 рычага 16, при этом рычаг 16 приводится в движение в одном направлении под действием пружины 18, а в другом направлении - под деист0 вием упора 17, установленного на станине станка.
Если рычаг 16 приводится в действие от пружины 18, то кольцо 4 соединяется со шпинделем 3 муфтой 9 посредством зубчатого зацепления 21. Если рычаг 16 приводится в действие от упора 17, то цилиндрическая шестерня 7 соединяется со шпинделем 3 муфтой 8 посредством зубчатого зацепления 22.
Две зубчатые рейки 9 и 10, установ0 ленные на корпусе 1 в направляющих, перпендикулярно друг другу, и зубчатое колесо 11, взаимодействующее с ними, служат для превращения поступательного движения стола 19 станка вместе с корпусом 1 во вращательное движение цилинд5 рической шестерни 7. Зубчатая рейка 10 имеет на конце шток 23 с регулируемым подлине штока упорным элементом 12 и ограничителем 15. Регулирование упорного элемента 12 и ограничителя 15 по длине 0 штока 23 может осуществляться, например, посредством резьбового соединения.
С упорным элементом 12 взаимодействует подпружиненный фиксатор 13, который взаимодействует с дополнительным копиром 14, фиксатор 13 установлен на станине
5 станка, а дополнительный копир 14 - на корпусе 1.
Ограничитель 15, установленный на штоке 23, служит для ограничения продольного перемещения рейки 10 под действием пружины 24. Ограничитель 15 в крайнем левом положении рейки 10 упирается в обойму 25, закрепленную на корпусе 1. На станине также установлен шпиндель абразивного инструмента (не показан).
Станок работает следующим образом.
Устанавливают затачиваемый инструмент, например концевую фрезу, в шпинделе 3 бабки 2 изделия. На станину станВ результате чего абразивный круг скользит вдоль заточенной поверхности.
Фиксатор 13 вступает в контакт с поверхностью 27 упорного элемента 12 и заставляет перемещаться рейку 10 и через 5 зубчатое колесо 11 - рейку 9, при этом происходит сжатие пружины 24, вращение цилиндрической шестерни 7 от рейки 9 и скольжение фиксатора 13 по поверхности 27 под действием на него дополнителька устанавливают копир 6, профиль кото- Ю ного копира 4. Как только абразивный рого соответствует углу подъема затачи- круг выйдет из зацепления с затачивае- ваемого зуба на инструменте.мым инструментом происходит следующее:
рычаг 16 войдет в контакт с упором 17,
По затачиваемой поверхности режущего ПРИ этом мУФта 8 П°Д действием рыча- зуба инструмента устанавливают абразив-.,- га 16 выйдет из зацепления с кольцом 4 ный круг (не показан). Муфту 8 под и войдет в зацепление с цилиндрической действием рычага 16 и пружина 18 вводят шестерней 7.
в зацепление с кольцом 4. ПеремещаютОдновременно со сцеплением муфты 8
стол 19 станка вместе с корпусом 1 в про- с цилиндрической шестерней 7 происходит дольном направлении до тех пор, пока аб- расцепление упорного элемента 12 и фикса- разивный круг не выйдет из зацепления с 20 т°Ра 13 между собой под действием до- затачиваемым инструментом. Перемещают полнительного копира 14, в результате рейку 10 в продольном направлении так чего зубчатая рейка 10 под действием пру- чтобы произошло сжатие пружины 24. ЖИНЬ 24 производит движение в крайнее Устанавливают ограничитель 15 на размер левое положение. Движение зубчатой рейки 26, который должен соответствовать углу 7R 10 передается через зубчатое колесо 11 зуб- поворота (деления) затачиваемого инстру- чатой Рейке 9- Поступательное перемещение мента на следующий затачиваемый зуб Уста- зубчатой рейки 9 переходит во враща- навливают упорный элемент 12 на штоке 23 тельное движение цилиндрической шестерни так, чтобы его опорная поверхность 27 7 которая передает это вращательное дви- контактировала с фиксатором 13. Устройст- жение через муфту 8, шлицевое соедине- во готово к работе. Перемещают стол 19 30 ние 20 шпиндель 3 затачиваемому инстру- вместе с корпусом 1 в продольном на- менту. Вращательное движение затачиваемо- правлении так, чтобы абразивный круг двигателя в сторону затачиваемого инструмента, при этом происходит следующее: щуп 5, отслеживая копир 6, переводит изменение его профиля во вращательное движение коль- 35 КОТОРЫИ войдет в контакт с обоймой 25. ца 4, которое передает это вращательное Затачиваемый инструмент произвел угловой движение через зубчатое зацепление 21, муфту 8, шлицевое соединение 20, шпиндель 3 режущему инструменту. В результате сложения движений режущего инструмента - осевого и углового, абразивный круг произ- водит заточку режущего зуба инструмента.
Рейка 10 под действием пружины 24 находится в крайнем левом положении. Шток 23 перемещается мимо фиксатора 13, при этом упорный элемент 12, перемещаясь 45 мимо фиксатора 13, своим скосом 28 отжимаем фиксатор 13 до тех пор, пока он не окажется со стороны поверхности 27 упорного элемента 12.
го инструмента (деление) будет происходить до тех пор, пока зубчатая рейка 10 при своем продольном перемещении не остановится под действием ограничителя 15,
поворот (деление) относительно абразивного круга, и станок готов к повторению заточки очередного режущего зуба в затачиваемом инструменте.
Станок позволяет автоматизировать процесс поворота режущего инструмента вокруг его оси для заточки очередного режущего зуба и повысить производительность труда при заточке инструмента.
Формула изобретения
Станок для заточки режущего инструмента, выполненный в виде станины с расположенными на ней шпинделем абразив- После того как абразивный круг дои- 50 ного инструмента и корпусом с установ- дет до конца затачиваемого зуба инстру- ленными на нем бабкой изделия со шпин- мента, столу 19 сообщают возвратное дви- делем и кинематически связанным с пос- жение, при этом происходит следующее: ледним копиром, отличающийся тем, что, щуп 5, отслеживая копир 6, переводит с целью повышения производительности об- изменение его профиля во вращательное работки путем обеспечения автоматизации движение кольца 4, которое передает это 55 движения деления, станок снабжен установ- вращательное движение через зубчатое за- ленными на корпусе соосно шпинделю баб- цепление 21, муфту 8, шлицевое соедине- ки изделия зубчатой муфтой и шестер- ние 20, шпиндель 3 режущему инструменту. ней, размещенными на корпусе, обоймой,
В результате чего абразивный круг скользит вдоль заточенной поверхности.
Фиксатор 13 вступает в контакт с поверхностью 27 упорного элемента 12 и заставляет перемещаться рейку 10 и через зубчатое колесо 11 - рейку 9, при этом происходит сжатие пружины 24, вращение цилиндрической шестерни 7 от рейки 9 и скольжение фиксатора 13 по поверхности 27 под действием на него дополнительс цилиндрической шестерней 7 происходит расцепление упорного элемента 12 и фикса- т°Ра 13 между собой под действием до- полнительного копира 14, в результате чего зубчатая рейка 10 под действием пру- ЖИНЬ 24 производит движение в крайнее левое положение. Движение зубчатой рейки 10 передается через зубчатое колесо 11 зуб- чатой Рейке 9- Поступательное перемещение зубчатой рейки 9 переходит во враща- тельное движение цилиндрической шестерни 7 которая передает это вращательное дви- жение через муфту 8, шлицевое соедине- ние 20 шпиндель 3 затачиваемому инстру- менту. Вращательное движение затачиваемо- КОТОРЫИ войдет в контакт с обоймой 25. Затачиваемый инструмент произвел угловой
го инструмента (деление) будет происходить до тех пор, пока зубчатая рейка 10 при своем продольном перемещении не остановится под действием ограничителя 15,
с цилиндрической шестерней 7 происходит расцепление упорного элемента 12 и фикса- т°Ра 13 между собой под действием до- полнительного копира 14, в результате чего зубчатая рейка 10 под действием пру- ЖИНЬ 24 производит движение в крайнее левое положение. Движение зубчатой рейки 10 передается через зубчатое колесо 11 зуб- чатой Рейке 9- Поступательное перемещение зубчатой рейки 9 переходит во враща- тельное движение цилиндрической шестерни 7 которая передает это вращательное дви- жение через муфту 8, шлицевое соедине- ние 20 шпиндель 3 затачиваемому инстру- менту. Вращательное движение затачиваемо- КОТОРЫИ войдет в контакт с обоймой 25. Затачиваемый инструмент произвел угловой
поворот (деление) относительно абразивного круга, и станок готов к повторению заточки очередного режущего зуба в затачиваемом инструменте.
Станок позволяет автоматизировать процесс поворота режущего инструмента вокруг его оси для заточки очередного режущего зуба и повысить производительность труда при заточке инструмента.
Формула изобретения
1565654
7
дополнительным копиром, установленным в упругом взаимодействии с зубчатой муфтой рычагом, двумя взаимно перпендикулярно расположенными зубчатыми рейками, размещенным во взаимодействии с ними зубчатым колесом, установленными на ста- нине фиксатором и упором, размещенными на одной их реек штоком с ограничителем и упорным элементом, при этом
8
зубчатая рейка со штоком установлена в упругом взаимодействии с обоймой, а вторая рейка кинематически связана с шестерней, ограничитель размещен с возможностью взаимодействия с обоймой, фиксатор установлен в контакте с дополнительным копиром, упорный элемент расположен с возможностью взаимодействия с фиксатором, а рычаг - с упором.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОЛУАВТОМАТ ДЛЯ ЗАТОЧКИ МНОГОЛЕЗВИЙНОГО | 1971 |
|
SU309582A1 |
| Полуавтомат для заточки многолезвийного инструмента с прямыми и винтовыми стружечными канавками | 1968 |
|
SU300047A1 |
| Станок для заточки концевого цилиндрического инструмента | 1989 |
|
SU1685688A1 |
| Станок с ЧПУ для заточки инъекционных игл одноразовых шприцов | 1990 |
|
SU1774911A3 |
| Заточной станок | 1980 |
|
SU891348A1 |
| Автомат для вышлифовки винтовых поверхностей и заточки зубьев на цилиндрической поверхности и торце концевого инструмента | 1984 |
|
SU1172678A1 |
| Полуавтомат для заточки мелкомодульного многолезвийного инструмента | 1968 |
|
SU301030A1 |
| СТАНОК ДЛЯ ЗАТОЧКИ НОЖЕЙ | 2003 |
|
RU2240221C1 |
| Заточный станок | 1980 |
|
SU931392A1 |
| ПОЛУАВТОМАТ ДЛЯ ЗАТОЧКИ МНОГОЛЕЗВИЙНОГО ИНСТРУМЕНТА | 1969 |
|
SU241994A1 |
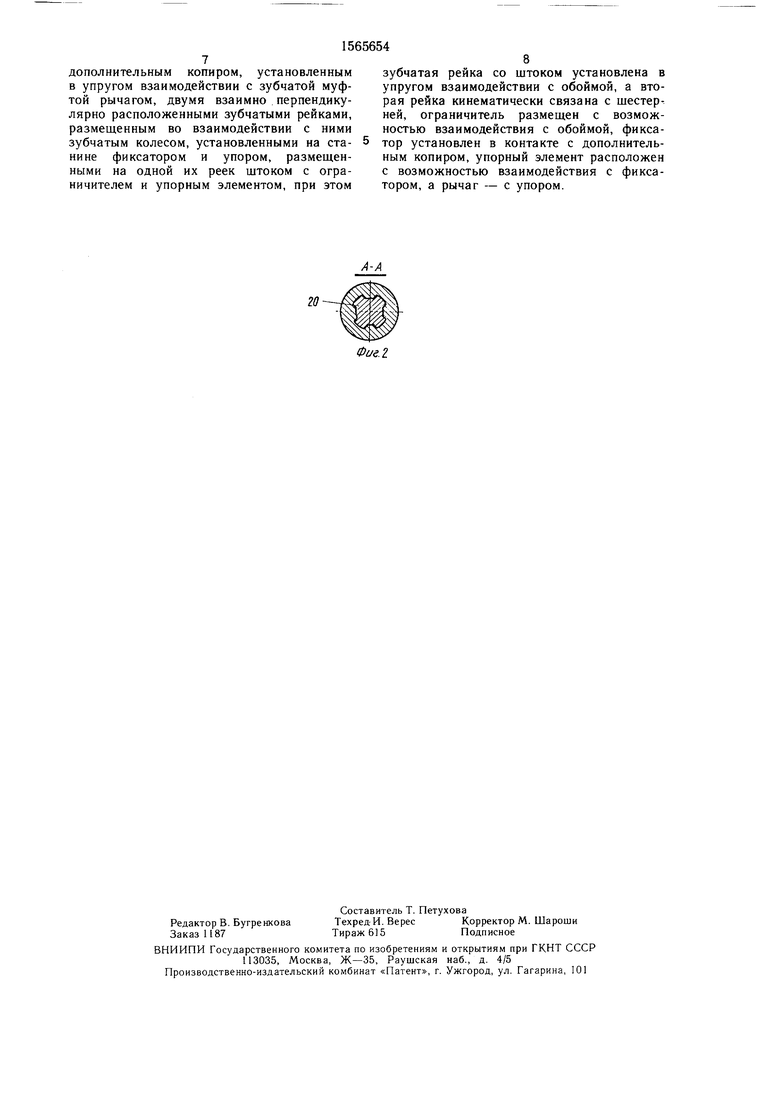
Изобретение относится к станкостроению и касается станков для заточки режущего инструмента, преимущественно концевых фрез. Цель изобретения - повышение производительности обработки путем автоматизации движения деления. На корпусе 1 размещены бабка 2 изделия со шпинделем 3, кольцо 4, щуп 5. На станине станка установлен копир 6. Соосно со шпинделем 3 установлены цилиндрическая шестерня 7 и зубчатая муфта 8. Зубчатые рейки 9 и 10 расположены взаимно перпендикулярно и кинематически связаны посредством зубчатого колеса 11. Станок имеет также упорный элемент 12, фиксатор 13, дополнительный копир 14, ограничитель 15, рычаг 16, упор 17. Корпус 1 установлен на столе 19 станка. Продольное перемещение рейки 10 под действием пружины 24 лимитировано ограничителем 15. Ограничитель 15 в крайнем левом положении рейки 10 упирается в размещенную на корпусе 1 обойму 25. Перед заточкой рейку 10 перемещают, сжимая пружину 24, устанавливают ограничитель 15 на размер 26, соответствующий углу поворота (деления) затачиваемого инструмента. Опорную поверхность 27 упорного элемента 12 вводят в контакт с фиксатором 13, а абразивный круг - в контакт с зубом инструмента. Стол 19 перемещают в сторону абразивного круга. Щуп 5, перемещаясь по копиру 6, через кольцо 4 и зубчатую муфту 8, передает вращательное движение затачиваемому инструменту. Упорный элемент 12, перемещаясь мимо фиксатора 13, скосом 28 отжимает фиксатор 13, пока он не займет положение со стороны поверхности 27. При обратном движении стола 19 рейка 10 перемещается, рычаг 16 контактирует с упором 17, муфта 8 входит в зацепление с цилиндрической шестерней 7. Посредством дополнительного копира 14 упорный элемент 12 и фиксатор 13 расцепляются. Рейка 10 перемещается в крайнее левое положение, перемещая рейку 9 и вращая шестерню 7, муфту 8 и сообщая затачиваемому инструменту движение деления. 2 ил.
| Устройство для фасонной заточки режущего инструмента | 1984 |
|
SU1237385A1 |
