(Л
С
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки торцов пластмассовых труб | 1981 |
|
SU939237A1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ, ПРЕИМУЩЕСТВЕННО ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК И ТРУБ | 1998 |
|
RU2207227C2 |
| Станок для шлифования торцевых поверхностей деталей | 1981 |
|
SU1116976A3 |
| СПОСОБ ФРЕЗЕРОВАНИЯ КОЛЬЦЕВЫХ КАНАВОК ПЕРЕМЕННОГО ПРОФИЛЯ | 2001 |
|
RU2210467C2 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ КОЛЬЦЕВЫХ КАНАВОК ПЕРЕМЕННОГО ПРОФИЛЯ | 2001 |
|
RU2207224C2 |
| Самодвижущееся устройство | 1979 |
|
SU780985A1 |
| Устройство для сварки трениемТРуб из пОлиМЕРНыХ МАТЕРиАлОВ | 1979 |
|
SU804481A1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ТРУБ | 2005 |
|
RU2301724C2 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ КОЛЬЦЕВЫХ КАНАВОК ПЕРЕМЕННОГО ПРОФИЛЯ | 2001 |
|
RU2202460C2 |
| Фреза для зачистки торцов пластмассовыхТРуб | 1978 |
|
SU804474A1 |
Изобретение относится к обработке материалов резанием и может найти применение преимущественно при обработке торцов пластмассовых труб при подготовке их к сварке встык. Цель изобретения - повышение эффективности и производительности при обработке торцов труб. Для этого фреза выполнена в виде цилиндра с роликами на оси. Привод вращения ее выполнен в виде двух дисков, один из которых жестко закреплен на корпусе, а другой установлен с возможностью принудительного вращения. На торцовых поверхностях дисков, обращенных друг к другу, выполнены по две кольцевые концентрические канавки. В них расположены соответствующие ролики фрезы. Один из роликов фрезы установлен на ее оси свободно. 3 ил.
Изобретение относится к обработке материалов резанием и может найти применение преимущественно при обработке торцов пластмассовых труб при подготовке их к сварке встык.
Цель изобретения - повышение эффективности и производительности при обработке торцов труб.
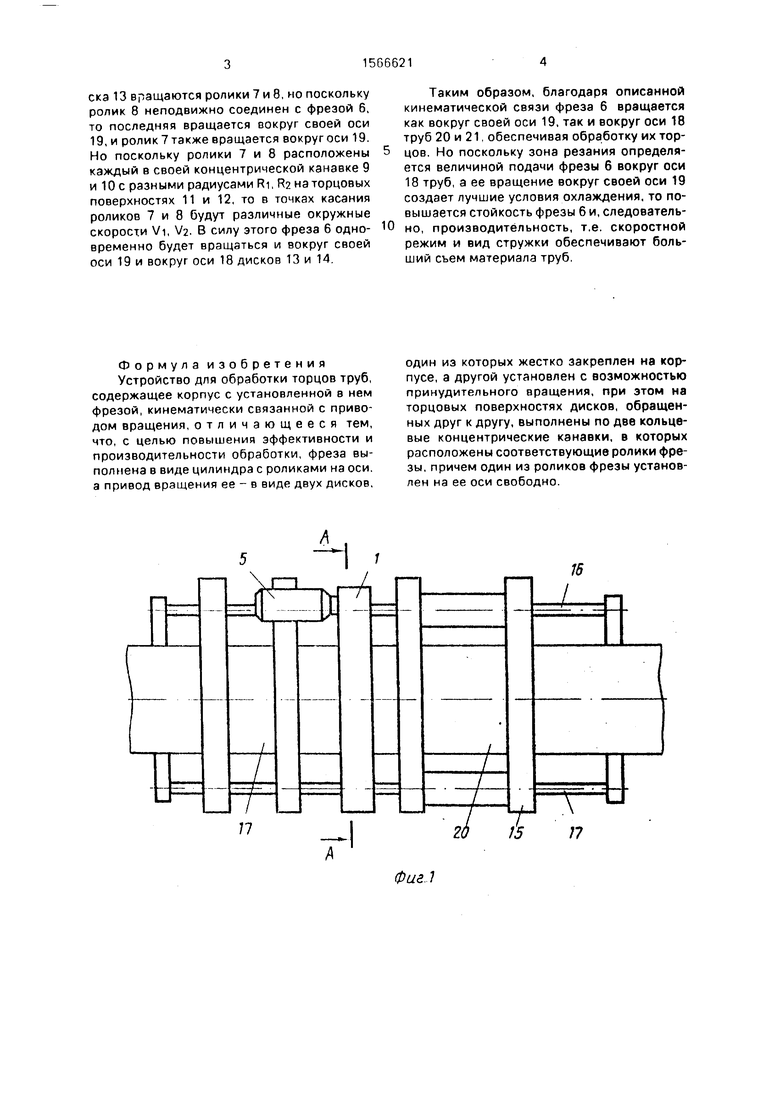
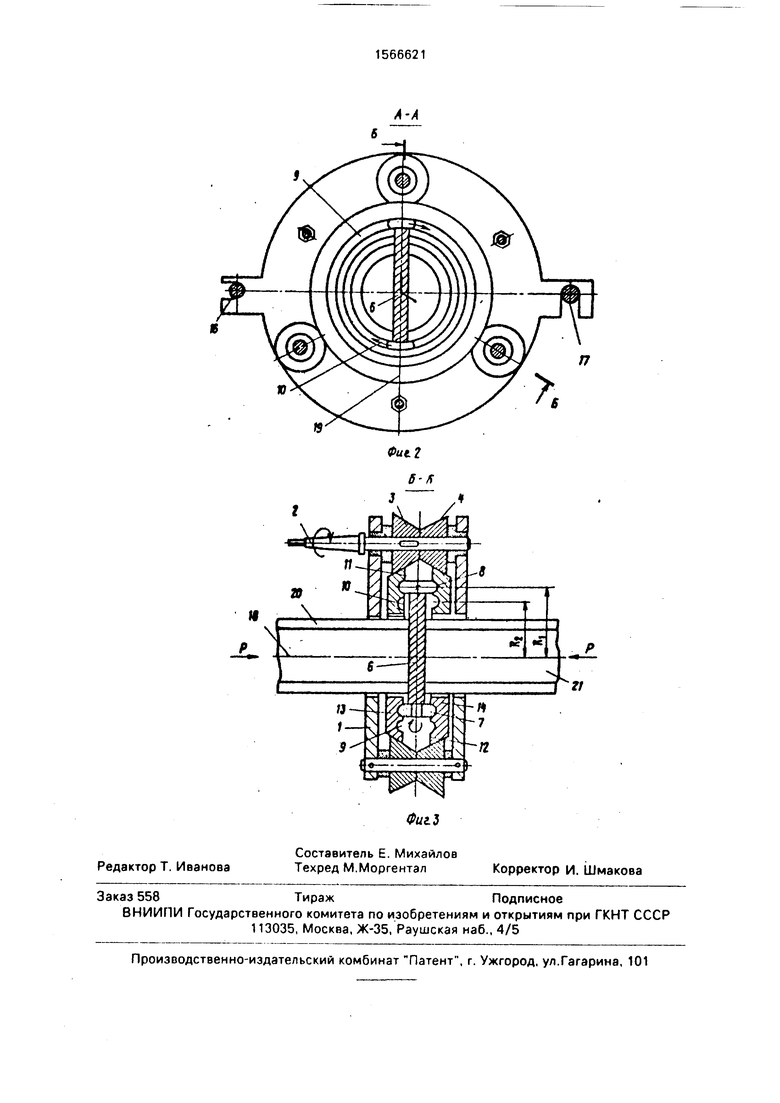
На фиг. 1 представлен общий вид устройства; на фиг.2 - сечение А-А на фиг. 1; на фиг.З - сечение Б-Б на фиг.2.
Устройство содержит корпус 1, приводной вал 2, приводной ролик 3, холостой ролик 4, привод 5, цилиндрическую фрезу 6, снабженную на одном конце свободно установленным роликом 7, на другом конце неподвижно соединенным с ней роликом 8, взаимодействующими соответственно каждый со своей одной из двух концентрических канавок 9 и 10, выполненных на торцооы поверхностях 11 и 12 дисков 13 и
14, что представляет собой привод вращения фрезы.
Корпус 1 установлен на центраторе 15, удерживающем изделия (трубы), и перемещается по направляющим 16 и 17.
Диски 13 и 14 обращены канавками 9 и 10 друг к другу. Канавки 9 и 10 выполнены концентрично оси 18 дисков 13 и 14. Ролик 8 жестко связан с осью 19 фрезы 6.
Устройство работает следующим образом.
Трубы 20 и 21 устанавливают в центратор 15 и подают по его направляющим 16 и 17. Устанавливают на направляющие 16 и 17 корпус 1 фрезы 6. Затем включают привод 5, который вращает приводной вал 2 и приводной ролик 3; холостой ролик 4 свободно установлен на приводном валу 2 и кинематически соединен с диском 14. Вращение приводного ролика 3 передается свободно установленному диску 13. При вращении ди(Л
( о
го
ска 13 вращаются ролики 7 и 8, но поскольку ролик 8 неподвижно соединен с фрезой 6, то последняя вращается вокруг своей оси 19, и ролик 7 также вращается вокруг оси 19. Но поскольку ролики 7 и 8 расположены каждый в своей концентрической канавке 9 и 10с разными радиусами Ri, R2 на торцовых поверхностях 11 и 12, то в точках касания роликов 7 и 8 будут различные окружные скорости Vi, V2. В силу этого фреза 6 одновременно будет вращаться и вокруг своей оси 19 и вокруг оси 18 дисков 13 и 14.
Формула изобретения Устройство для обработки торцов труб, содержащее корпус с установленной в нем фрезой, кинематически связанной с приводом вращения, отличающееся тем, что, с целью повышения эффективности и производительности обработки, фреза выполнена в виде цилиндра с роликами на оси. а привод вращения ее - в виде двух дисков,
Таким образом, благодаря описанной кинематической связи фреза 6 вращается как вокруг своей оси 19, так и вокруг оси 18 труб 20 и 21, обеспечивая обработку их торцов. Но поскольку зона резания определяется величиной подачи фрезы 6 вокруг оси 18 труб, а ее вращение вокруг своей оси 19 создает лучшие условия охлаждения, то повышается стойкость фрезы 6 и, следовательно, производительность, т.е. скоростной режим и вид стружки обеспечивают больший съем материала труб.
один из которых жестко закреплен на корпусе, а другой установлен с возможностью принудительного вращения, при этом на торцовых поверхностях дисков, обращенных друг к другу, выполнены по две кольцевые концентрические канавки, в которых расположены соответствующие ролики фрезы, причем один из роликов фрезы установлен на ее оси свободно.
ft
| Устройство для торцовки пластмассовых труб | 1980 |
|
SU887222A1 |
| Солесос | 1922 |
|
SU29A1 |
| Способ получения фтористых солей | 1914 |
|
SU1980A1 |
| Фреза для зачистки торцов пластмассовыхТРуб | 1978 |
|
SU804474A1 |
| кл | |||
| Солесос | 1922 |
|
SU29A1 |
| Чугунный экономайзер с вертикально-расположенными трубами с поперечными ребрами | 1911 |
|
SU1978A1 |
