20
С.Д. Анциферов,
(21)4325137/25-12
(22)06.10.87
(46) 30.05.90. Бюл,
(72) К.Х. Мухтаров,
М.Ф. Кузнецов, В.М. Савельев,
В. Б. Петров и Р.Е. Цейтлин
(53)621.778.28 (088.8)
(56)Авторское свидетельство СССР № 895579, кл. В 21 F 27/02, 1980.
(54)АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛЕТЕНОЙ МЕТАЛЛИЧЕСКОЙ СЕТКИ
(57)Изобретение относится к производству металлической сетки преимущественно двойного перекрестного плетения из круглых спирален и позволяет расширить технические возможности и повысить производительность. Автомат содержит станину, два механизма 2 формирования спирали, размещенных под углом 45 к линии перемещения сетки, два механизма 3 отсчета витков спирали и два механизма 4 резки спирали. Матовый механизм перемещения сетки выполнен Р виде двух приводных от распределительного вала крестовин 8 и 9 с рейками и фиксирующими штырями, поддерживающими и перемещающими по поверхности станины сетку. 5 ил.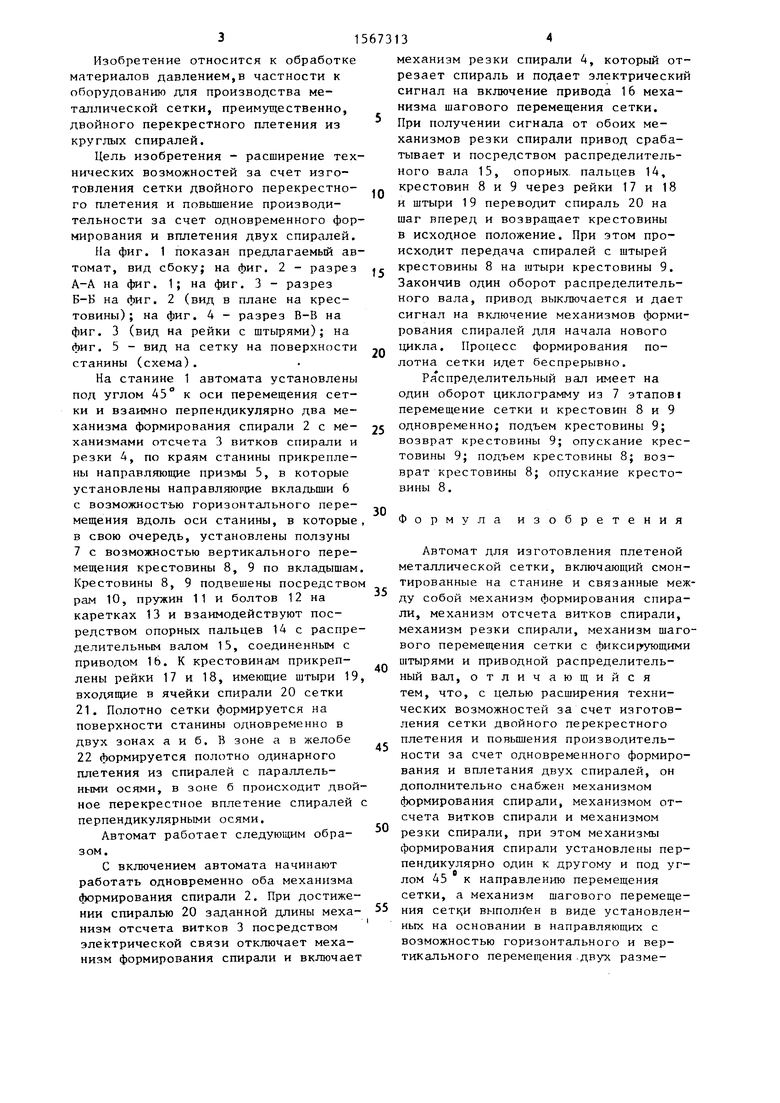
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для изготовления плетеной металлической сетки | 1980 |
|
SU895579A1 |
| Автомат для изготовления плетеной металлической сетки | 1971 |
|
SU444593A1 |
| Способ изготовления проволочной плетеной сетки | 1987 |
|
SU1537345A1 |
| Станок-автомат для изготовления плетеной металлической сетки | 1957 |
|
SU118800A1 |
| УСТРОЙСТВО ДЛЯ ПЛЕТЕНИЯ СЕТОК | 1991 |
|
RU2020016C1 |
| Автомат для изготовления плетеной сетки | 1983 |
|
SU1117111A1 |
| Устройство для загибки концов металлической плетеной сетки и последующей смотки ее в рулон | 1971 |
|
SU436692A1 |
| Устройство для плетения сеток | 1987 |
|
SU1463374A1 |
| Устройство для плетения сеток | 1991 |
|
SU1821275A1 |
| СПОСОБ ПЛЕТЕНИЯ СЕТОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2037356C1 |
Изобретение относится к производству металлической сетки преимущественно двойного перекрестного плетения из круглых спиралей и позволяет расширить технические возможности и повысить производительность. Автомат содержит станину, два механизма 2 формирования спирали, размещенных под углом 45° к линии перемещения сетки, два механизма 3 отсчета витков спирали и два механизма 4 резки спирали. Шаговый механизм перемещения сетки выполнен в виде двух приводных от распределительного вала крестовин 8 и 9 с рейками и фиксирующими штырями, поддерживающими и перемещающими по поверхности станины сетку. 5 ил.
6-6
(Л
СЛ
05
TOO
ICO
31
Изобретение относится к обработке материалов давлением,в частности к оборудованию для производства металлической сетки, преимущественно, двойного перекрестного плетения из круглых спиралей.
Цель изобретения - расширение технических возможностей за счет изготовления сетки двойного перекрестно- го плетения и повышение производительности за счет одновременного формирования и вплетения двух спиралей.
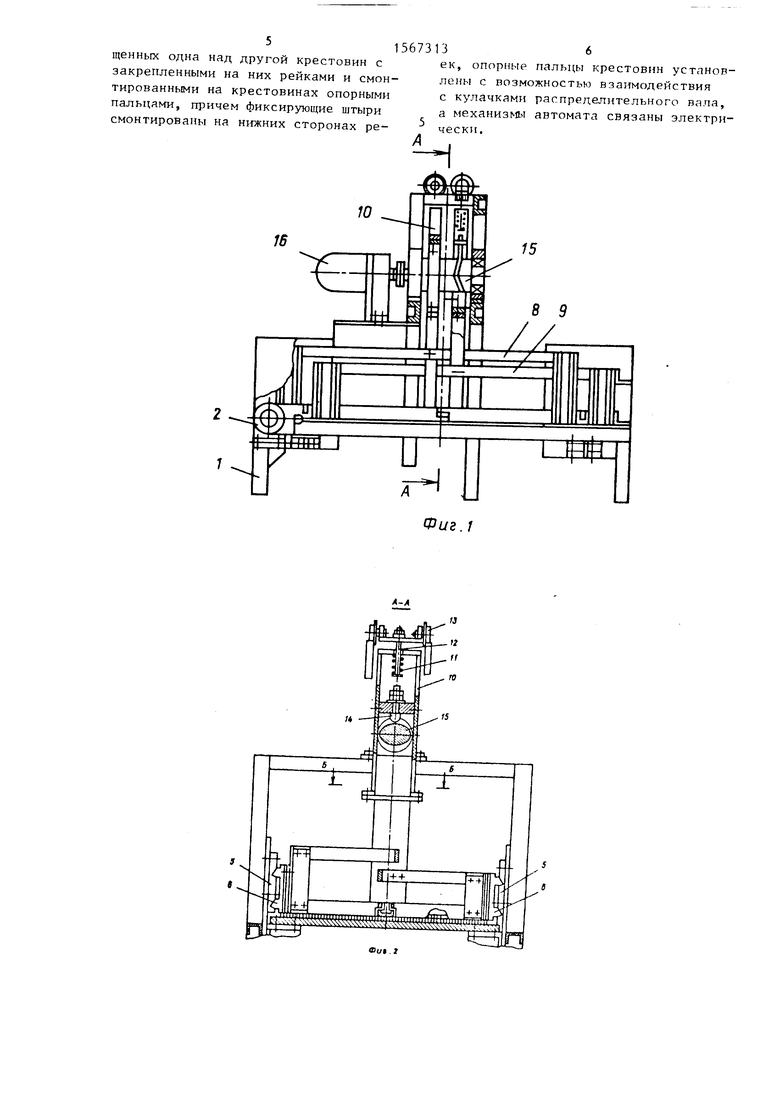
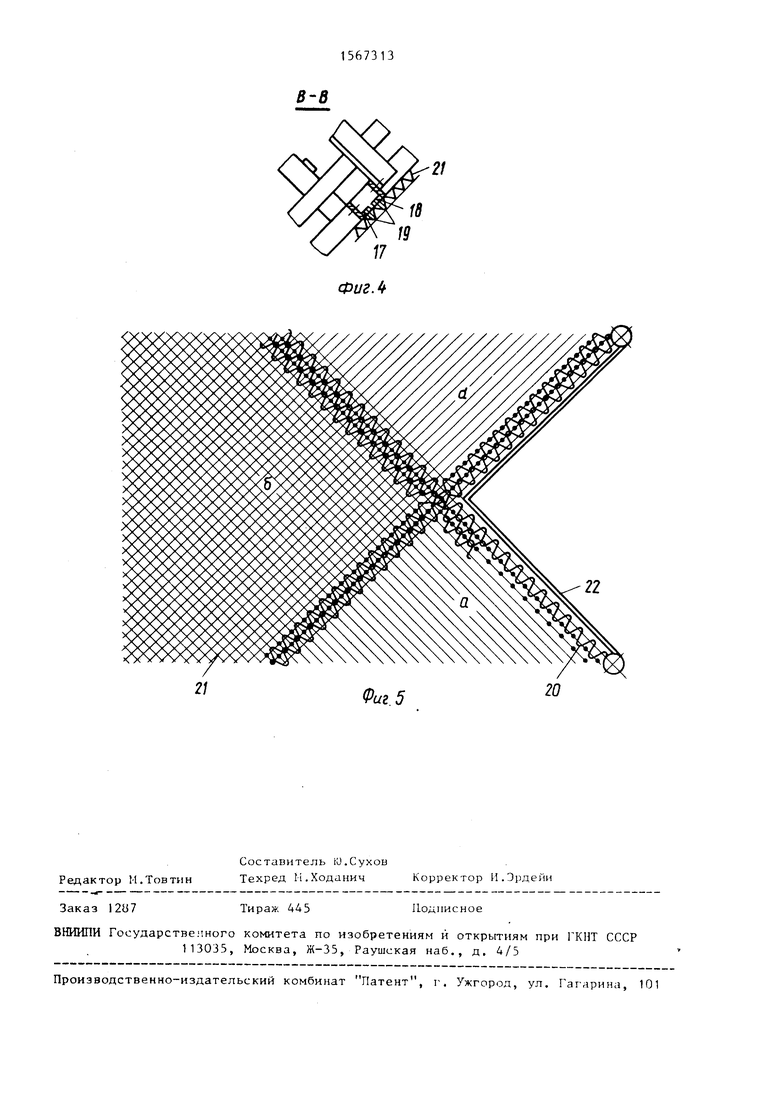
На фиг. 1 показан предлагаемый автомат, вид сбоку; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Н на фиг. 2 (вид в плане на крестовины); на фиг. 4 - разрез В-В на фиг. 3 (вид на рейки с штырями); на фиг. 5 - вид на сетку на поверхности станины (схема).
На станине 1 автомата установлены под углом 45° к оси перемещения сетки и взаимно перпендикулярно два механизма формирования спирали 2 с ме- ханизмами отсчета 3 витков спирали и резки 4, по краям станины прикреплены направляющие призмы 5, в которые установлены направляющие вкладыши 6 с возможностью горизонтального перемещения вдоль оси станины, в которые в свою очередь, установлены ползуны 7 с возможностью вертикального перемещения крестовины 8, 9 по вкладышам Крестовины 8, 9 подвешены посредство рам 10, пружин 11 и болтов 12 на каретках 13 и взаимодействуют посредством опорных пальцев 14 с распределительным валом 15, соединенным с приводом 1Ь. К крестовинам прикреп- лены рейки 17 и 18, имеющие штыри 19 входящие в ячейки спирали 20 сетки 21. Полотно сетки формируется на поверхности станины одновременно в двух зонах а и б. В зоне а в желобе 22 формируется полотно одинарного плетения из спиралей с параллельными осями, в зоне б происходит двойное перекрестное вплетение спиралей перпендикулярными осями.
Автомат работает следующим образом.
С включением автомата начинают работать одновременно оба механизма формирования спирали 2. При достижении спиралью 20 заданной длины меха- низм отсчета витков 3 посредством электрической связи отключает механизм формирования спирали и включает
0
73
Q
c
5
5
0
5
50
134
механизм резки спирали 4, который отрезает спираль и подает электрический сигнал на включение привода 16 механизма шагового перемещения сетки. При получении сигнала от обоих механизмов резки спирали привод срабатывает и посредством распределительного вала 15, опорных пальцев 14, крестовин 8 и 9 через рейки 17 и 18 и штыри 19 переводит спираль 20 на шаг вперед и возвращает крестовины в исходное положение. При этом происходит передача спиралей с штырей крестовины 8 на штыри крестовины 9. Закончив один оборот распределительного вала, привод выключается и дает сигнал на включение механизмов формирования спиралей для начала нового цикла. Процесс формирования полотна сетки идет беспрерывно.
Распределительный вал имеет на один оборот циклограмму из 7 этапов перемещение сетки и крестовин 8 и 9 одновременно; подъем крестовины 9; возврат крестовины 9; опускание крестовины 9; подъем крестовины 8; возврат крестовины 8; опускание крестовины 8.
Формула изобретения
Автомат для изготовления плетеной металлической сетки, включающий смонтированные на станине и связанные между собой механизм формирования спирали, механизм отсчета витков спирали, механизм резки спирали, механизм шагового перемещения сетки с фиксирующими штырями и приводной распределительный вал, отличающийся тем, что, с целью расширения технических возможностей за счет изготовления сетки двойного перекрестного плетения и повышения производительности за счет одновременного формирования и вплетания двух спиралей, он дополнительно снабжен механизмом формирования спирали, механизмом отсчета витков спирали и механизмом резки спирали, при этом механизмы формирования спирали установлены перпендикулярно один к другому и под углом 45 к направлению перемещения сетки, а механизм шагового перемещения сетк.и выполнен в виде установленных на основании в направляющих с возможностью горизонтального и вертикального перемещения двух размещенных одна над другой крестовин с закрепленными на них рейками и смонтированными на крестовинах опорными пальцами, причем фиксирующие штыри смонтированы на нижних сторонах ре16
ек, опорные пальцы крестовин устлноя- лены с возможностью взаимодействия с кулачками распределительного вала, а механизмы автомата связаны электрически.
Фиг.}
en/i г
Фиг. 5
