1
(2) 4477476/23-33
(22) 240888
(46) 30.0590 Бюл № 20
(71)Всесоюзный государственный проект- но-конструкторский институт по машинам для промышленности строительных материалов «Гипростроммашина
(72)И. М. Левин и В А. Бельфор
(53)666.198.002(0888)
(56)Авторское свидетельство СССР № 1044618, кл. С 04 В 43/02, 1981.
Авторское свидетельство СССР № 1178625, кл В 32 В 31/26, 1984
(54)УСТАНОВКА ДЛЯ ФОРМОВАНИЯ ВЕРТИКАЛЬНО СЛОИСТОГО КОВРА
(57)Изобретение относится к промышлен ности строительных материалов для изготовления теплоизоляционных минераловатных изделий с частичной вертикальной слоис: тостью и может быть также использовано для гофрирования любых волокнистых материалов с целью улучшения их механических свойств на сжатие. Целью изобретения является расширение ассортимента изделий, повышение точности геометрических форм и надежности в работе. Установке для формования вертикально-слоистого ковра 1 содержит привод конвейера 2, установленный на раме 3 и связанный через цепь 4 с ведущей звездочкой 5 Каждый механизм гофрирования - верхний 8 и нижний 14 - выполнены в виде планетарной передачи с поступательно движущимися сателлитами 15, к которым прикреплены формующие лопатки 9. Сателлиты расположены между собой со смещением на полшага. 1 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для изготовления волокнистыхТЕплОизОляциОННыХ издЕлий | 1979 |
|
SU842077A1 |
| Установка для изготовления волокнистых теплоизоляционных изделий | 1985 |
|
SU1299803A1 |
| Установка для формования вертикально-слоистого ковра | 1984 |
|
SU1178625A1 |
| Установка для гофрирования ковра минеральной ваты | 1980 |
|
SU903362A1 |
| Способ изготовления многослойных волокнистых плит и устройство для его осуществления | 1982 |
|
SU1098927A1 |
| Устройство для изготовления гофрированного фильтр-материала | 1988 |
|
SU1554942A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ВЕРТИКАЛЬНО-СЛОИСТОЙ СТРУКТУРЫ НЕПОСРЕДСТВЕННО ИЗ КОВРА ГОРИЗОНТАЛЬНО-СЛОИСТОЙ СТРУКТУРЫ И СПОСОБ ЕЕ ФУНКЦИОНИРОВАНИЯ | 2008 |
|
RU2389603C2 |
| Устройство для изготовления вертикально-слоистых теплоизоляционных изделий | 1983 |
|
SU1143733A1 |
| Прошивной волокнистый теплоизоляционный материал с гофрированной структурой и способ его изготовления | 1985 |
|
SU1286416A1 |
| Устройство для формования волокнистых теплоизоляционных плит | 1988 |
|
SU1544570A1 |
Изобретение относится к промышленности строительных материалов для изготовления теплоизоляционных минеральных изделий с частичной вертикальной слоистостью и может быть также использована для гофрирования любых волокнистых материалов с целью улучшения их механических свойств на сжатие. Целью изобретения является расширение ассортимента изделий, повышение точности геометрических форм и надежности работы. Установка для формования вертикально-слоистого ковра 1 содержит привод конвейера 2, установленный на раме 3 и связанный через цепь 4 с ведущей звездочкой 5 каждый механизм гофрирования-верхний 8 и нижний 14-выполнены в виде планетарной передачи с поступательно движущимися сателлитами 15, к которым прикреплены формующие лопатки 9. Сателлиты расположены между собой со смещением на полшага. 1 ил.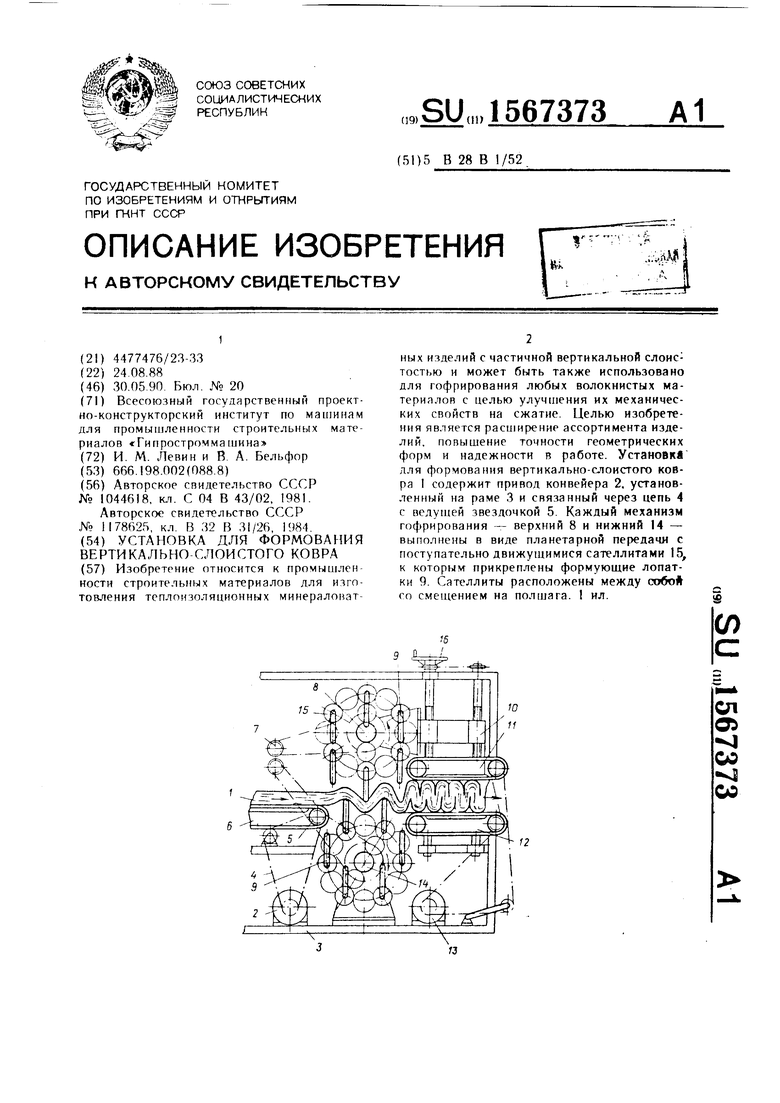
ел
о 1
00
со
Изобретение относится к промышленности строительных материалов для изготовления теплоизоляционных минераловатных изделий с частичной вертикальной слоистостью.
Цель изобретения - расширение ассортимента изделий, повышение точности геометрических форм и надежности в работе. На чертеже изображен узел гофрирования.
Установка для формования вертикально- слоистого ковра 1 содержит привод конвейера 2, установленный на общей раме 3 и связанный через цепь 4 с ведущей звездочкой 5 конвейера 6. Ведущая звездочка 5 кинематически соединена с передачей 7, активизирующей верхний механизм гофрирования 8, приводящий в движение формующие лопатки 9. Механизм 10 подъема соединен с верхним приемным конвейером 11, опорой для которого служит нижний конвейер 12, и управляются оба нижним приводом 13. На раме 3 установлен нижний механизм 14 гофрирования.
Устройство работает следующим образом.
При выходе из камеры волокноосажде- ния (на чертеже не показана) минерало- ватный ковер по конвейеру 6 поступает в зону действия лопаток 9 верхнего 8 и ни ж него 14 механизмов гофрирования, где происходит процесс предварительного гофрирования ковра 1 .....,11.
нии, но и принудительно подается в зону приемных конвейеров 11 и 12.
При этом скорость конвейера 6 должна быть больше окружной скорости механизмов гофрирования 8 и 14, которая в свою очередь 5 больше скорости приемных конвейеров 11 и 12, что обеспечивает сближение гофров и продольное уплотнение ковра 1.
Таким образом, меняя соотношение скоростей, можно регулировать степень гофри- Ю рования, получать изделия повышенной жесткости и уменьшать нагрузку в камере тер мообработки (на чертеже не показана).
При необходимости изменения толщины получаемых изделий конвейер I l поднимают при помощи маховика 16 механизма 10 подъема.
Изобретение позволяет получить изделия повышенной механической жеткости и г увеличенными теплоизоляционныун свойгггами
15
20
Формула изобретения
Установка для формования вертикально слоистого ковра, содержащая конвейер подачи ковра, механизмы гофрирования с фор мующими лопатками, расположенные над и под ковром, и примыкающие к ним верх ний и нижний приемные конвейеры, отличающаяся тем, что, с целью расширения ассортимента изделий, повышения точности
дварителыш,и ,uwn|™-геометрических форм и надржнгч-тн в работе,
придания ему синусои- Зо каждыи механизм гофрирования выполнен в «ниПР ППЯНРТЯПНПЙ прпелячи г поступательна
2Ь
Ddnn/l ...j
дальной формы. Механизмы гофрирования 8 и 14 выполнены в виде планетарных передач с поступательно движущимися сателлитами 15, к которым присоединены формующие лопатки 9. Сателлиты расположены между собой со смещением на полшага. Под воздействием лопаток ковер не только деформируется в вертикальном направле
виде планетарной передачи с поступательно движущимися сателлитами, к которым прикреплены формующие лопатки, причем сателлиты расположены между собой го смещением на полшага, а верхний механизм гоф- полшага. -у. рирования смонтирован на раме верхнего приемного конвейера с возможностью пепс- мешения в вертикальной пш мкми
нии, но и принудительно подается в зону приемных конвейеров 11 и 12.
При этом скорость конвейера 6 должна быть больше окружной скорости механизмов гофрирования 8 и 14, которая в свою очередь больше скорости приемных конвейеров 11 и 12, что обеспечивает сближение гофров и продольное уплотнение ковра 1.
Таким образом, меняя соотношение скоростей, можно регулировать степень гофри- рования, получать изделия повышенной жесткости и уменьшать нагрузку в камере тер мообработки (на чертеже не показана).
При необходимости изменения толщины получаемых изделий конвейер I l поднимают при помощи маховика 16 механизма 10 подъема.
Изобретение позволяет получить изделия повышенной механической жеткости и г увеличенными теплоизоляционныун свойгггами
