Изобретение относится к обработке металлов давлением, а именно к технологическим смазкам, предназначенным для улучшения условий эксплуатации штаМпового инструмента при горячем деформировании металлов, преимущественно при прошивке стальных заготовок.
Известна смазка, применяемая при горячем деформировании, содержащая, мас.%: мыло 60-80 и огнеупорная глина 2040. Смазка обладает высокими антифрикционными свойствами, что обуславливает снижение коэффициента трения и эффективную работу при температурах до 600°С. Свыше этой температуры огнеупорная глина в результате реакции дегидратации теряет кристаллизационную воду, что вы,зывает снижение смазочных и антифрикционных
свойств и увеличение удельных усилий деформирования.
Известна смазка, содержащая, мас.%: графит 8-12; минеральное масло 7-12; вода 3-5; огнеупорная глина 73-80. Указанная смазка обладает пониженной газообразной способностью, высокими смазываюшими и теплоизоляционными свойствами.
К недостаткам смазки следует отнести низкую адгезионную способность и эластичность, что обуславливает разрыв смазывающей пленки, схватывание инструмента с заготовкой, повышение усилий деформирования и преждевременный выход инструмента из строя.
Наиболее близкой к предлагаемой смазке по составу является смазка, содержащая, мас.%: графит 5-12: огнеупорная
глина 55-78; синтетическое моющее средство (CMC) 12-30; вода остальное.
Смазка обладает высокими антифрикционными и теплоизоляционными свойствами, что приводит к уменьшению удельных усилий деформирования, В то же время содержание огнеупорной глины в указанных пределах не обеспечивает достаточной адгезионной способности смазки и ее пластичность при рабочих температурах свыше 600°С, 4to ведет к повышению коэффициента трения и.удельных усилий деформирования. Это приводит к уменьшению эксплуатационной стойкости инструмента и преждевременному выходу его из строя.
Целью изобретения является снижение удельный усллий деформирования и повышение стойкости инструмента.
Поставленная цель/}остигается тем, что смазка, содержащая графит, огнеупорную глину, синтетическое моющее средство (CMC) и воду, дополнительно содержит асбест при следующем соотношении компонентов, мас.%:
Графит5-12
Огнеупорная глина50-63
CMC12-30
Асбест .5-15
Вода. Остальное
Асбест представляет собой минерал класса силикатов, в основном представленных формулой Mg6 Sl40io(OH)s со слоистотрубчатой структурой. Каждый слой состоит из двух составляющих: кремнекислородной и магнегидроксилкислородной сеток. Характерны спутанно-волокнистые и параллельно-волокнистые агрегаты, Спайность несовершенная (110) под углом 130°.
Обладая значительной теплостойкостью (tnfl. 1500°С), а также высокой сорбционной способностью и набухаемостью, частички асбеста заполняются .молекулами воды и CMC, что спосцбству т более равномерному распределению указанных ингредиентов в объеме смазки и усилению их эффекта воздействия в процессе горячего деформирования, что обеспечивает снижение удельных усилий деформирования.
Введение асбеста в количестве 5-15% предотвращает быстрый нагрев инструмента в первоначальный момент контакта с заготовкой, существенно снижает его температуру в процессе всего цикла деформирования, предотвращает диффузионное насыщение рабочей поверхности углеродом и образование на ней разгарных трещин, что увеличивает эксплуатационную стойкость инструмента. Равномерное распределение асбеста в глине обеспечивает осыпание смазки по окончанию рабочего
цикла деформирования, тем самым устраняет необходимость производить очистку инструмента после каждого рабочего цикла. Введение асбеста менее 5% не обеспечивает улучшения свойств смазки, в частности не приводит к снижению ее теплопроводности, что ведет к перегреву рабочей поверхности инструмента. Содержание асбеста более 15% обуславливает образование в процессе деформирования форстерита, обладающего высокой твердостью, и повышение удельных усилий деформирования..
Следует отметить, что применение твердой сыпучей смазки на операциях прошивки более эффективно по сравнению с применением других смазок, так как благодаря равномерности заполнения полости, устраняется возможность контакта и схватывания рабочей поверхности инструмента с нагретой до высоких температур поверхностью деформируемой заготовки и особенно резкий нагрев инструмента в первоначальный момент контакта (так называемь1й термошок).
Смазку готовили следующим образом.
Для приготовления смазки использовали следующие материалы: огнеупорную глину марки ПГОСА; кристаллический графит марки ГЛ-1; асбест марки 7-300; синтетическое моющее средство типа Лотос, Кристалл или техническую воду.
В катковый смеситель модели 1 AllМ засыпали сухую огнеупорную глину в количестве 31 кг (62 мас.%), графит марки ГЛ-1 в количестве 5 кг (10 мас.%), CMC Лотос 7,5 кг(15 мас.%), асбест марки 7-3005кг(10 мас.%). Данные компоненты смазки перемешивали в течение 5 мин до получения однородной смеси, а затем добавляли воду в количестве 1,5 кг (3 мае. %) с последующим тщательным перемешиванием в течение 810 мин. Таким образом получали твердую сыпучую смазку серого цвета с длительным сроком годности..
Испытания предлагаемой смазки проводились на автоматических гидравлических прессах марки ПО-437 с рабочим усилием деформирования 500 тс при работе прошивным инструментом из стали 4Х5МФСЛ. В качестве деформируемого материала использовали заготовки из стали 40Х, нагретые до 1200°С. В процессе испытаний определяли удельные усилия деформирования, эксплуатационную стойкость инструмента.
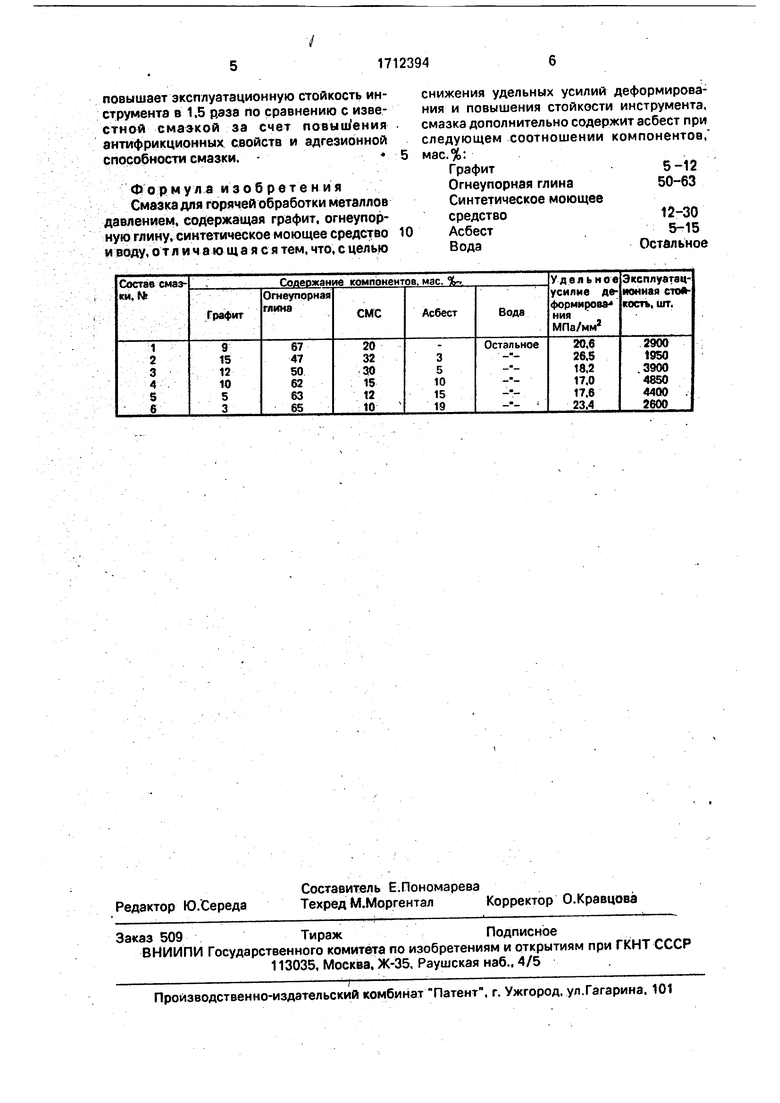
Результаты испытаний приведены а таблице.
Предлагаемая смазка для горячей обработки металлов давлением снижает удельное усилие деформирования на 15% и
повышает эксплуатационную стойкость инструмента в 1.5 паза по сравнению с известной с ма экой за счет повышения антифрикционных свойств и адгезионной способности смазки. -
Формула изобретения Смазка для горячей обработки металлов давлением, содержащая графит, огнеупорную глину, синтетическое моющее средство и воду, от л им а юща я с я тем. что, с целью
снижения удельных усилий деформирования и повышения стойкости инструмента, смазка дополнительно содержит асбест при следующем соотношении компонентов. мас,%:
Графит5-12
Огнеупорная глина50-63
Синтетическое моющее средство12-30
Асбест5-15
ВодаОстальное
| название | год | авторы | номер документа |
|---|---|---|---|
| Смазка для горячей обработки металлов давлением | 1988 |
|
SU1579929A1 |
| Смазка для горячей обработки металлов давлением | 1985 |
|
SU1306936A1 |
| Смазка для горячей обработки металлов давлением | 1988 |
|
SU1567614A1 |
| СМАЗКА ДЛЯ ГОРЯЧЕЙ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 1991 |
|
RU2039792C1 |
| Смазка для горячей обработки металлов давлением | 1987 |
|
SU1467082A1 |
| СМАЗКА ДЛЯ ГОРЯЧЕЙ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 1994 |
|
RU2068874C1 |
| СМАЗОЧНАЯ КОМПОЗИЦИЯ | 1997 |
|
RU2119940C1 |
| ОСНОВА ТЕХНОЛОГИЧЕСКИХ СМАЗОК ДЛЯ ГОРЯЧЕЙ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 1991 |
|
RU2048508C1 |
| Технологическая смазка для горячей обработки металлов давлением | 1988 |
|
SU1616979A1 |
| Технологическая смазка для горячей обработки металлов давлением | 1980 |
|
SU941416A1 |
Изобретение относится к составам смазки для горячей обработки металлов давлением, в частности, при прошивке стальных заготовок. Цель изобрет
| Смазка для обработки металлов давлением | 1976 |
|
SU603657A1 |
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| кл | |||
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
