Изобретение относится к обработке металлов поверхностным пластическим деформированием и предназначено для обкатывания плоскими инструментами изделий типа цилиндрических пальцев и втулок.
Известно плоскопрокатное устройство, содержащее станину с ползуном, подвижный деформирующий инструмент, установленный на ползуне, и неподвижный деформирующий инструмент, установленный на станине, механизм подачи заготовок, имеющий кассету, лоток с каналом и подпружиненный подаватель, имеющий параллельно установленные и взаимосвязанные шибер с прирезью и отсекатель [Авторское свидетельство СССР №462646, МПК, В21Н 9/02, опубликовано 05.03.1975].
Признаками аналога, совпадающими с существенными признаками заявляемого устройства, являются станина, ползун с подвижным деформирующим инструментом, механизм подачи заготовок, механизм регулирования закрытой высоты между инструментами, толкатель, бункер для заготовок и ящик для размещения готовых изделий.
В известном устройстве между бункером и подавателем на станине смонтирован лоток-магазин, а на ползуне в нижнем по отношению к неподвижному инструменту положении установлен подвижный инструмент. Подаватель размещен над подвижным инструментом, но не входит в зону между инструментами. Для этого устройства переход с обработки одного типоразмера изделий на обработку другого возможен при замене значительного количества сменных деталей в узлах подачи, а также при проведении ряда регулировок. Это обстоятельство повышает трудозатраты наладочных работ. Кроме того, механизм подачи заготовок состоит из сложной системы рычагов и шибера, это снижает надежность устройства, усложняет его синхронную работу, ремонт и техническое обслуживание.
Известно устройство для поперечно-клиновой прокатки изделий переменного сечения, содержащее подвижный и неподвижный клиновые инструменты, нагревательный элемент и систему управления процессом прокатки, снабженое загрузочным устройством для предварительно нарубленных заготовок, качающимся рольгангом для поштучной подачи заготовок в зону прокатки и сталкивателем, установленным на задней части подвижного клинового инструмента, при этом нагревательный элемент выполнен в виде индуктора токов высокой частоты [Авторское свидетельство №2179904, МПК - В21Н 1/18, опубликовано 27.02.2012].
Признаками аналога, совпадающими с существенными признаками заявляемого устройства, являются станина, ползун с подвижным деформирующим инструментом, механизм подачи заготовок, механизм регулирования закрытой высоты между инструментами, толкатель, бункер для заготовок и ящик для размещения готовых изделий. В процессе работы устройства имеет место холостой ход инструмента, что существенно уменьшает производительность обработки. Поверхностное пластическое деформирование заготовок происходит в холодном состоянии заготовки, поэтому не нужен нагревательный элемент.
Известно также плоскопрокатное устройство, содержащее станину с неподвижным деформирующим инструментом, ползун с подвижным деформирующим инструментом расположен над неподвижным деформирующим инструментом, а также подающий механизм с кассетой, лотком и подавателем, имеющем параллельно установленные и взаимосвязанные шибер с прорезью и отсекатель [Авторское свидетельство СССР №764812, МПК, В21Н 9/02, опубликовано 23.09.1980]. Указанное техническое решение, являющееся наиболее близким аналогом, может быть принято в качестве прототипа устройства для обкатывания цилиндрических изделий плоскими инструментами.
Признаками аналога, совпадающими с существенными признаками заявляемого устройства, являются станина с неподвижным деформирующим инструментом, ползун с подвижным деформирующим инструментом, механизм подачи заготовок, толкатель, упоры, бункер для заготовок и ящик для размещения готовых изделий.
Недостатком данной конструкции является то, что невозможно регулирование закрытой высоты между инструментами, значит отсутствует способность переналадки на обработку разных типоразмерных деталей, что снижает технологические возможности устройства. Кроме того, наличие глубоких нанавок в ползуне усложняет его изготовление. Наличие холостого хода инструмента уменьшает производительность обработки.
Технический результат изобретения - повышение надежности устройства и расширение его технологических возможностей.
Технический результат достигается тем, что устройство для обкатывания цилиндрических изделий плоскими инструментами, содержащее установленные в станине ползун с закрепленным на нем подвижным деформирующим инструментом, расположенный под ним неподвижный деформирующий инструмент, механизм подачи заготовок, снабженный толкателем, упорами, бункером для заготовок и лотком, согласно изобретению дополнительно содержит установленный сбоку неподвижного деформирующего инструмента механизм подачи заготовок, снабженный толкателем, упорами, бункером для заготовок и лотком, жесткий упор, смонтированный на ползуне, клиновой механизм для регулирования высоты неподвижного деформирующего инструмента, подпружиненную подвижную планку, шарнирно установленную на ползуне рядом с жестким упором, при этом неподвижный деформирующий инструмент выполнен с концами гребенчатой формы, а подпружиненная гребенка установлена на верхнем клине механизма регулирования высоты неподвижного деформирующего инструмента с возможностью взаимодействия с подвижной планкой с помощью роликов, надетых на штыри.
Дополнительное введение в устройство второго установленного сбоку неподвижного деформирующего инструмента механизма подачи заготовок, снабженного толкателем, упорами, бункером для заготовок и лотком, позволяет реализовать обработку инструментом в двух направлениях, то есть исключить холостой ход инструмента.
Подпружиненная подвижная планка, шарнирно установленная на ползуне рядом с жестким упором, позволяет реализовать ритмичный поворот гребенки в цикле работы. Это необходимо для того, чтобы готовые изделия могли бы скатываться в приемный ящик в конце хода обработки.
Жесткий упор, смонтированный на ползуне, обеспечивает ограничение поворота подвижной планки в одном направлении, что необходимо для воздействия подвижной планки на гребенку в нужном направлении.
Выполнение неподвижного деформирующего инструмента с концами гребенчатой формы обеспечивает гребенке возможность находиться в вертикальном направлении. Эти концы играют роль направляющих, по которым скатываются готовые изделия в приемный ящик.
Установка на верхнем клине механизма регулирования высоты неподвижного деформирующего инструмента подпружиненной гребенки с возможностью взаимодействия с подвижной планкой с помощью роликов, надетых на штыри, позволяет базировать заготовки в начальном моменте обработки. На неподвижном деформирующем инструменте формируются наклонные углы с двух сторон и поэтому заготовки под действием силы тяжести будут плотно опираться на гребенки, находящиеся в вертикальном положении. Это увеличивает надежность обработки, исключая заклинивание из-за неправильного исходного положения заготовок.
Отличия от прототипа доказывают новизну заявляемого устройства.
Широко известно из уровня техники использование клиновых механизмов для закрепления деталей и для регулирования высоты отдельных элементов в различных объектах техники. В заявляемом устройстве использование клинового механизма для регулирования высоты неподвижного деформирующего инструмента в совокупности с остальными существенными признаками позволяет осуществить быструю переналадку устройства на обработку других типоразмерных деталей и точную установку технологической закрытой высоты между инструментами. При обкатывании цилиндрических изделий плоскими инструментами высота между инструментами является основным фактором, который влияет на эффект процесса поверхностного пластического деформирования, включая шероховатость, глубину и степень наклепа, величину и глубину залегания остаточных напряжений. Поэтому точная установка закрытой высоты между инструментами позволяет достичь необходимого эффекта обработки при высокой надежности устройства, а также расширить его технологические возможности.
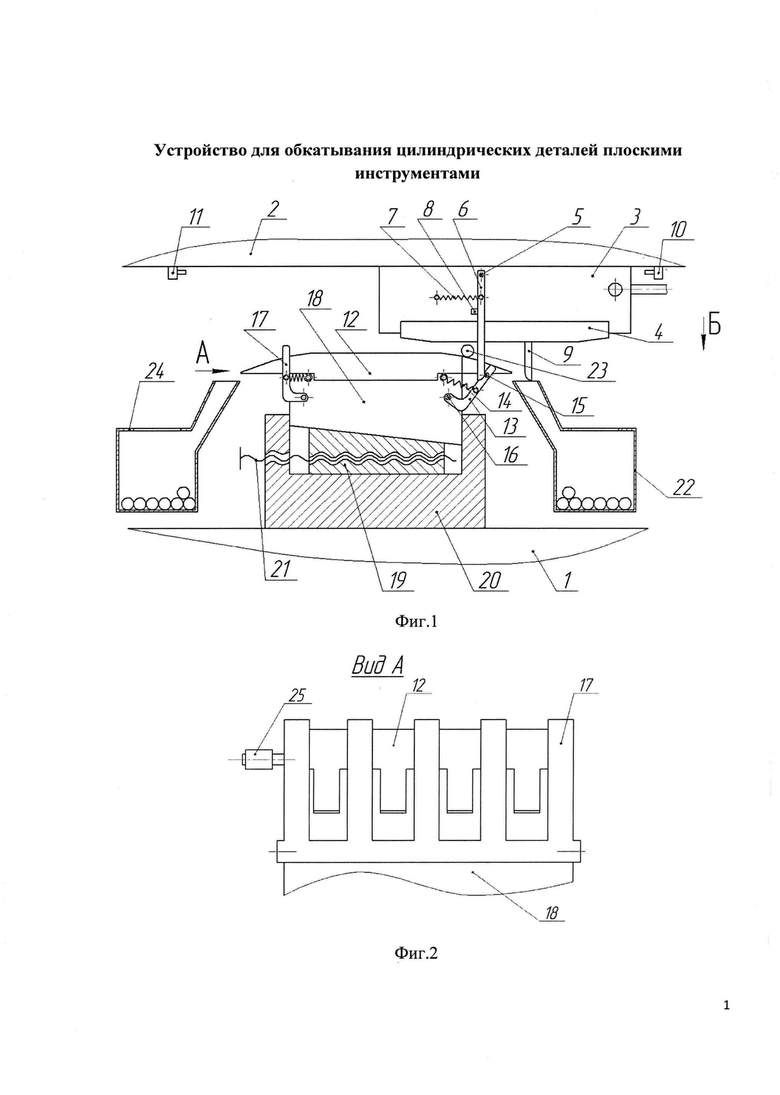
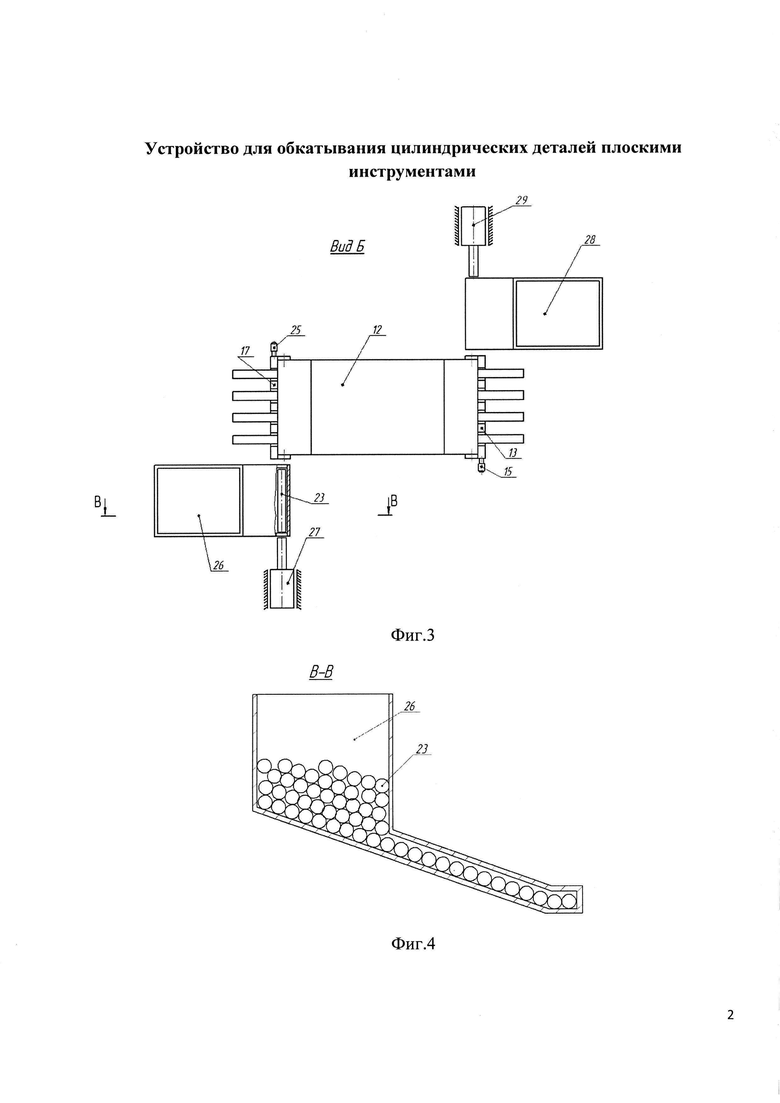
На фиг. 1 изображена схема предлагаемого устройства, общий вид без механизмов подачи заготовок; фиг. 2 - вид А на фиг. 1; фиг. 3 - вид Б на фиг. 1 без ползуна; фиг. 4 - сечение В-В на фиг. 3.
Элементам устройства присвоены следующие цифровые обозначения:
1 - Станина
2 - Направляющая
3 - Ползун
4 - Подвижный деформирующий инструмент
5 - Ось
6, 9 - Подвижные планки
7 - Нежесткая пружина
8 - Жесткий упор
10, 11 - Включатели
12 - Неподвижный деформирующий инструмент
13, 17 - Гребенки
14 - Пружина
15, 25 - Ролики
16 - Ось
18 - Верхний клин
19 - Нижний клин
20 - Стол
21 - Винт
22, 24 - Ящики
23 - Заготовка
26, 28 - Бункер
27, 29 - Толкатели
Устройство содержит станину 1, на которой смонтированы стол 20 с механизмом регулирования высоты неподвижного деформирующего инструмента 12, состоящим из верхнего клина 18, нижнего клина 19 и винта 21, а также направляющие 2, в которых совершает возвратно-поступательное движение ползун 3 с подвижным деформирующим инструментом 4. Привод ползуна 3 является кривошипно-кулисным (не показан). На боковой поверхности ползуна 3 смонтирована подвижная планка 6 на оси 5 и жесткий упор 8. Подвижная планка 6 выдерживается в вертикальном исходном положении с помощью нежесткой пружины 7. На противоположной боковой поверхности тоже смонтированы аналогичные подвижная планка 9, жесткий упор и пружина. На направляющих установлены включатели 10 и 11, которые срабатывают и дают сигнал на толкатели 27 и 29 (фиг. 3), с помощью которых заготовки 23 из бункеров 26 и 28 выталкиваются в зону обработки сбоку. На боковых поверхностях клина 18 смонтирована гребенка 13 на оси 16, поджатая к торцу клина 18 с помощью пружины 14. Аналогичная гребенка 17 установлена в противоположном торце клина 18. Ролики 15 и 25 на гребенках 13 и 17 служат для взаимодействия с соответствующими подвижными планками 6 и 9. Установлены два ящика 22 и 24 для размещения готовых изделий.
Устройство работает следующим образом. При подходе ползуна 3 в крайнее левое положение ползун воздействует на включатель 11, который срабатывает и дает сигнал на толкатель 27. В результате заготовка 23 из лотка перемещается в зону обработки и опирается на гребенку 17. При движении ползуна 3 по направляющим 2 слева вправо, когда подвижный деформирующий инструмент 4 подходит к заготовке 23, происходит ее захват и дальнейшее деформирование заготовки. При этом подвижная планка 6, зафиксированная от поворота относительно оси 5 по часовой стрелке жестким упором 8, взаимодействует с роликом 15 и постепенно поворачивает гребенку 13 по часовой стрелке. Когда заготовка 23 находится в конце зоны обработки, гребенка 13 полностью утапливается под неподвижный деформирующий инструмент 12, готовое изделие скатывается по наклонной гребенчатой части инструмента 12 и падает в ящик 22. При дальнейшем движении ползуна 3 направо подвижная планка 6 выходит из контакта с роликом 15, под действием пружины 14 гребенка 13 возвращается в исходное вертикальное положение. При подходе ползуна 3 в крайнее правое положение ползун действует на включатель 10, который дает сигнал на толкатель 29. В результате заготовка 23 из лотка перемещается в зону обработки и опирается на гребенку 13. При перемещении ползуна 3 в направлении справа налево происходит захват заготовки 23, и обработка производится справа. При этом подвижная планка 6 взаимодействует с роликом 15, поворачивается относительно оси 5 против часовой стрелки и при подходе ползуна 3 к левому крайнему положению возвращается по часовой стрелке в исходное положение благодаря пружине 7. В конце хода справа налево, аналогично, подвижная планка 9 также поворачивает гребенку 17 против часовой стрелки для выпуска готового изделия в приемный ящик 23. Процесс работы устройства повторяется.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для правки нежестких цилиндрических деталей гладкими плитами | 2019 |
|
RU2696988C1 |
| Устройство для поперечно-клиновой вальцовки | 1978 |
|
SU766725A1 |
| Плоскопрокатное устройство | 1990 |
|
SU1770015A1 |
| Устройство для поперечно-клиновой прокатки профилированных изделий | 1978 |
|
SU743765A1 |
| Плоскопрокатные вальцы | 1972 |
|
SU462646A1 |
| Станок для изготовления резьбовых изделий | 1987 |
|
SU1440592A1 |
| Плоскопрокатный автомат | 1981 |
|
SU980907A2 |
| Устройство для поперечно-клиновой прокатки | 1989 |
|
SU1764752A1 |
| ШТАМП-АВТОМАТ | 2000 |
|
RU2193941C2 |
| Плоскопрокатное устройство для поперечно-клиновой прокатки | 1988 |
|
SU1569066A1 |
Изобретение относится к обработке металлов поверхностным пластическим деформированием. Устройство содержит установленные в станине ползун с закрепленным на нем подвижным деформирующим инструментом, расположенный под ним неподвижный деформирующий инструмент и клиновой механизм регулирования высоты неподвижного деформирующего инструмента с верхним и нижним клиньями. На ползуне смонтирован жесткий упор и шарнирно установлена подпружиненная подвижная планка. Сбоку неподвижного деформирующего инструмента установлен механизм подачи заготовок. Неподвижный деформирующий инструмент выполнен с концами гребенчатой формы. На верхнем клине клинового механизма установлена подпружиненная гребенка с возможностью взаимодействия с упомянутой подвижной планкой. В результате расширяются технологические возможности устройства. 4 ил.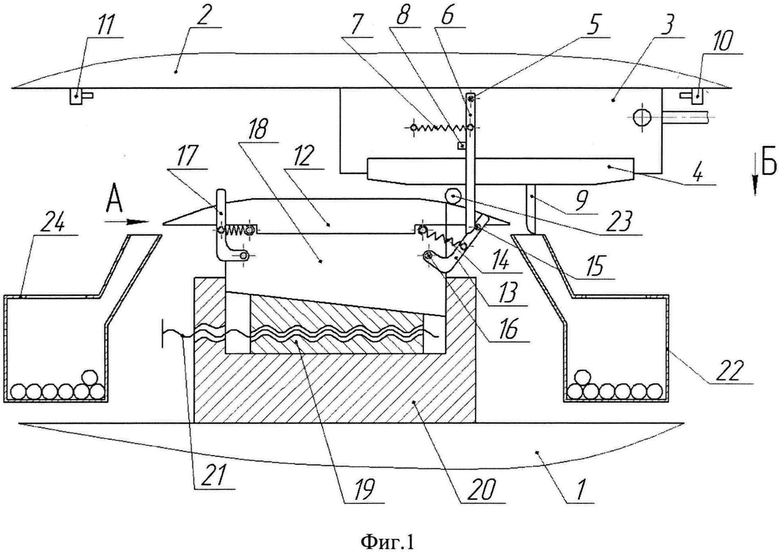
Устройство для обкатывания цилиндрических изделий плоскими инструментами, содержащее установленные в станине ползун с закрепленным на нем подвижным деформирующим инструментом и расположенный под ним неподвижный деформирующий инструмент, отличающееся тем, что оно дополнительно содержит жесткий упор, смонтированный на ползуне, клиновой механизм с верхним и нижним клиньями для регулирования высоты неподвижного деформирующего инструмента, установленный сбоку неподвижного деформирующего инструмента механизм подачи заготовок, снабженный толкателем, упорами, бункером для заготовок и лотком, подпружиненную подвижную планку, шарнирно установленную на ползуне и выполненную с возможностью фиксации от поворота жестким упором, при этом неподвижный деформирующий инструмент выполнен с концами гребенчатой формы, а на верхнем клине клинового механизма регулирования высоты неподвижного деформирующего инструмента установлена подпружиненная гребенка с возможностью взаимодействия с упомянутой подвижной планкой с помощью роликов, надетых на штыри.
| Плоскопрокатное устройство | 1978 |
|
SU764812A1 |
| Автоматическая линия для производства изделий переменного сечения | 1988 |
|
SU1540914A1 |
| Устройство для поперечно-клиновой прокатки профилированных изделий | 1978 |
|
SU743765A1 |
| US 4817408 A1, 04.04.1989. | |||

