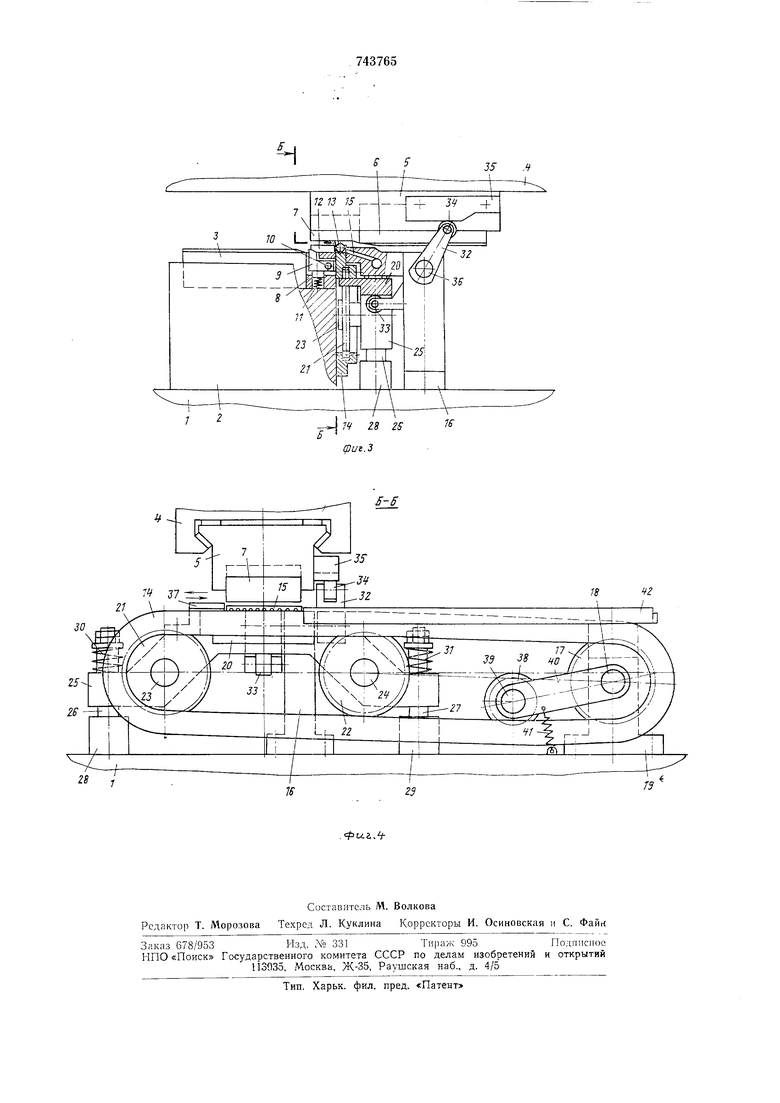
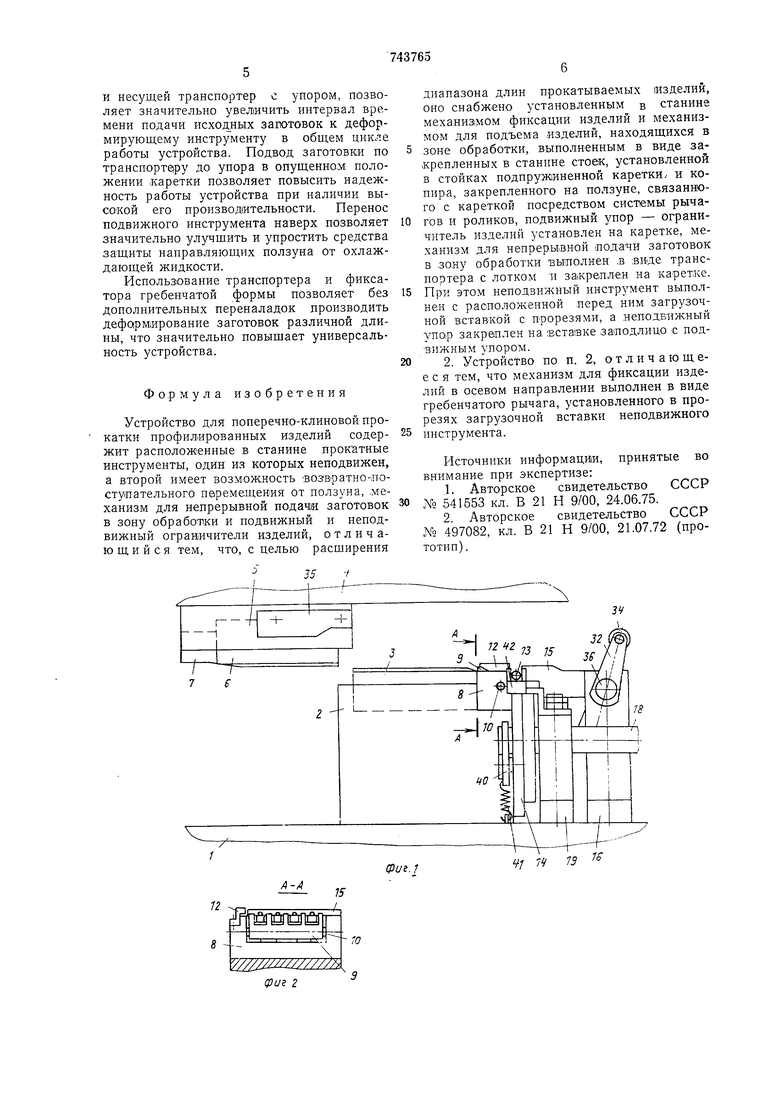
на вставке заподлицо с подвижным улоКроме того, механизм для фиксации изделий выполнен в виде гребенчатого рычага, установленного в прорезях загрузочной 1 ставки неподвижного инструмента. На фиг. 1 локаза.но устройство с транспортером в нижнем положении; на фиг. 2- разр1ез А-А на фиг. 1; на фиг. 3 - устройство с транспортером в верхнем положении; иа фиг. 4 - разрез Б-Б на фиг. 3. Устройство для поперечно-клиновой пальцовки содержит станину Л в которой смонтированы стол 2 с нижним неподвижным инструментом 3, а также направляющие 4, в которых совершает возвратно-посггу па тельное движение ползун 5 с .верхним подвижным инструментом 6. Привод ползуна может быть, например, кривошипно-кулисным (на чертеже нело-казан). Впереди подвижного инструмента 6 раслоложена верхняя затрузочна.я вставка 7. а впереди неподвижного инструмента 3 -нижняя загрузочная вставка 8, в прорезях которой смонтирован фиксатор 9, выполнен :ый в виде рычага гребенчатой формы, свободно вращающегося на оси 0 и подпружиненного арулшлой 11. На вставке 8 установлен неподвижный упор 12. Верхняя полость нижней загрузочной вставки 8 выполнена заподлицо с основанием нижнего пелодвижного клинового инструмента 3. Обрал1.енная к этой плоскости вставки (S нижняя плоскость вставки 7 ррсполскена на 0,3-0,5 мм ;выше соответствующего ей осиовалия верхнего лодвижного тслинового инструмента 6 и стыкуется с ним заходиым уклоном. Этот перепад создает гарантированный зазор по закрытой высоте между заготовкой }3 и нижней плоскостью вставки 7 в момент подачи заготовки па позицию захвата клиновыми инструментами. Цепной транспортер 14 установлен в пазу между вставкой 8 и насадкой 15, закрепленной па кронштейне 16, с двусторонним зазором 0.5-1 мм. Паз расположен параллельно рабочему торцу фиксатора 9 и перпендикулярно к направлению движения подвижного инструмента 6. Транспортер 14 связан через звездочку /7с приводным валом 18, установленным в неподвижной опоре 19 (привод вала может быть связан с приводом ползуна и на фигур-ах не локазан), и смонтирован на направляющей 20 и звездочках 21 и 22, свободно в|)ащающихся на осях 23 и 24, установленных в каретке 25. Каретка 25 установлена на стойках 26 и 27, запрессованных в опорах 28 и 29, взаимодействует с пружинами 30 к 31 и кинематически связала двуллечим рычагом 32 посредством роликов 33 и 34 с копиром 35, закреплеиньш на лолауне 5. Двуплечий рычаг 52 смонтировал в крон штейне 16 на свободно вращающейся оси 6. На каретке 25 установлен упор 37 заодлицо с упором 12. Натяжная звездочка 38, свободно сидяая на оси 39, связана рычагом 40, подпруиненпым лружиной 41, с неподвижной порой 19 посредством консоли вала 18. На неподвижной опоре 19 крепится лоок 42. Работает устройство следуюпшм обраом. В исходном положении транспортер 14 кареткой 25 лод действием пружин 30 к 1 опущен в нижнее положевие до упора каретки в опоры 28 п 29 (величина хода карет1ки не менее вели-чины диаметра загоовки). Заготовка 13 из кассеты (конструкция кассеты аналогична известной и на фигурах не показана) лодается в лоток 42 и по транспортеру 14 проходит в паз, образованный встаакой 8 и насадкой 15, до упора 37. Охлаждающая жидкость, поступающая из отверстий насадки 15, проходит выше этой заготовки и охлаждает предыдущую заготовку, подвергаемую деформированию при перемещении ползуна 5 справа налево. При завершении деформирования готовое изделие сбрасывается струей с нин-снего неподвижного инструмента 3 и ползун 5 Премеи1,ается слева направо. При подходе к крайнему правому положению копир 35 находит на ролик 34 двуплечего рычага 32, который, поворачиваясь вокруг оси 36, подымает каретку 25 по стойкам 26 и 27 в верхнее крайнее положение (транпортер становится заподлицо с основанием неиодмижного инструмента сжимая пр -жины 30 и 31. Поднятая заготовка 13 с помощью струи охлаждающей кпдкости подается по встархе 8 до фиксатора 9, ориентируясь в осевом направлении по упору 12. Сверху заготовка ограничена нижней .плоскостью вставки 7. Фиксатор 9 удерживает заготовку 13 до момента ее захвата уклоном вставки 7 при иеремещении ползуна 5 справа налево. Далее фиксатор 9, поворачиваясь вокруг оси 10 и сжимая пружину 11, входит в пазы вставки 8. Заготовка 13, вращаясь вокруг своей оси, деформируется парой инструментов 5 и (5. Фиксатор 9 освобождается и под действием пружин 11 возвращается в исходное положение. При перемещении ползуна 5 справа налево копир 35 сходит с ролика 34, и кар1етка 25 с трансnopTepoiM 14 под действием пружин 30 и 31 опускается до упора в опоры 28 и 29. Деформируемое изделие в конце рабочего хода сбрасывается струей охлаждающей жидкости с нижнего инструмента 3. Далее из кассеты на транспортер 14 поступает очередная заготовка, и процесс работы устройства повторяется. Снабжение устройства кареткой, перемещающейся в вертикальном направлении
и несущей транспортер с упором, позволяет значительно увеличить интервал времени подачи исходных заготовок к деформирующему инструменту в общем цикле работы устройства. Подвод заготовки по транспорте ру до упора в опущенном положении каретки позволяет повысить надежность работы устройства при наличии высокой его производительности. Перенос подвижного инструмента наверх позволяет значительно улучщить и упростить средства защиты направляющих ползуна от охлаждающей жидкости.
Использование транспортера и фиксатора гребенчатой формы позволяет без дополнительных переналадок производить деформирование заготовок различной длины, что значительно повыщает универсальность устройства.
Формула изобретения
Устройство для поперечно-клиновой прокатки профилированных изделий содержит расположенные в станине прокатные инструменты, один из которых неподвижен, а второй имеет возможность возвратно-поступательного перемещения от ползуна, .механизм для непрерывной подач)и заготовок в зону обработки и подвижный и неподвижный ограничители изделий, отличающийся тем, что, с целью расширения
35 i
А-А
фиг 2
диапазона длин прокатываемых изделий, оно снабжено установленным в станине механиз;мом фиксации изделий и механизмом для подъема изделий, находящихся в зоне обработки, выполненным в виде закрепленных в станине стоек, установленной в стойках подпружиненной каретки/ и копира, закрепленного на ползуне, связанного с кареткой посредством системы рычагов и роликов, подвижный упор - ограни0читель изделий установлен на каретке, механизм для непрерывной лодачи заготовок в зону обработки выполнен ,в виде транспортера с лотком И закреплен на каретке. При этом неподвижный инструмент выпол5нен с расположенной перед ним затрузоч ной вставкой с прорезями, а неподвижный упор закреплен на вставке за1подлицо с подвижным упором.
2. Устройство по п. 2, отличающе0еся тем, что механизм для фиксации изделий в осевом направлении выполнен в виде гребенчатого рычага, установленного в прорезях загрузочной вставки неподвижного
5 инструмента.
Источники информации, принятые во внимание при экспертизе:
1Авторское свидетельство СССР Хо 541653 кл. В 21 Н 9/00, 24.06.75.
2Авторское свидетельство СССР № 497082, кл. В 21 Н 9/00, 21.07.72 (прототип) .
3V
t- . „
1 Ч 75 
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для поперечно-клиновой вальцовки | 1978 |
|
SU766725A1 |
| Плоскопрокатный автомат | 1979 |
|
SU837523A1 |
| Плоскопрокатное устройство | 1990 |
|
SU1770015A1 |
| Плоскопрокатное устройство для поперечно-клиновой прокатки | 1988 |
|
SU1569066A1 |
| УСТРОЙСТВО ДЛЯ ОБКАТЫВАНИЯ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ ПЛОСКИМИ ИНСТРУМЕНТАМИ | 2015 |
|
RU2600302C1 |
| Плоскопрокатный автомат | 1981 |
|
SU980907A2 |
| Устройство для правки нежестких цилиндрических деталей гладкими плитами | 2019 |
|
RU2696988C1 |
| Плоскопрокатное устройство | 1978 |
|
SU764812A1 |
| Устройство для поперечно-клиновой прокатки | 1989 |
|
SU1764752A1 |
| Плоскопрокатное устройство | 1979 |
|
SU818712A1 |