у LlsinQ +Л) + sin((U -(1/3Z + 0,05))/L - -Я); tg
cos d.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для электрохимической правки токопроводящих абразивных кругов | 1987 |
|
SU1454592A1 |
| Способ электрохимической правки торцовых кругов | 1988 |
|
SU1593808A1 |
| Способ непрерывной электрохимической правки торцовых абразивных кругов | 1988 |
|
SU1641538A1 |
| СПОСОБ КОМБИНИРОВАННОЙ ИГЛО-АБРАЗИВНО-АЛМАЗНОЙ ОБРАБОТКИ | 2003 |
|
RU2233737C1 |
| Способ электрохимикомеханической обработки арочных зубьев цилиндрических зубчатых колес | 2018 |
|
RU2701977C1 |
| Абразивный сегментный отрезной круг углового профиля | 1987 |
|
SU1516331A1 |
| Устройство для отделочно-упрочняющей обработки | 1990 |
|
SU1764970A1 |
| СПОСОБ ПЛОСКОГО ИГЛОШЛИФОВАНИЯ | 2005 |
|
RU2303509C1 |
| Плоский шлифовальный круг и способ его изготовления | 2016 |
|
RU2657669C2 |
| Способ абразивного электрохимического шлифования деталей из жаропрочных сплавов с управляемой периодической очисткой токопроводящего шлифовального круга | 2024 |
|
RU2833201C1 |
Изобретение касается электрофизических и электрохимических методов обработки и может быть использовано для непрерывной правки токопроводящих абразивных кругов. Цель изобретения - улучшение качества обрабатываемых изделий и снижение расхода кругов. Шлифовальному кругу 14 сообщают вращательное движение. В межэлектродный зазор между кругом 14 и сегментами катода 1,4,5 подают электролит. К кругу 14 подключают положительный полюс источника постоянного тока, а к катоду - отрицательный. Винту 12 сообщают вращение от реверсивного двигателя 13, который через гайку 11 перемещает корпус 10 с сегментами 1,4,5 катода в направлении круга или от него. Боковые сегменты 4,5 катода своими опорными элементами 6,7 скользят по коническим направляющим 8,9, за счет чего происходит поворот боковых сегментов 4,5 катода вокруг осей опорных роликов 2. Поскольку опорный элемент 6 бокового сегмента 4, установленного последним по ходу вращения круга, расположен ближе к рабочей поверхности круга 14 на величину U, начальный поворот этого сегмента происходит на больший угол, чем сегмент 5, за счет чего происходит наиболее полное заполнение МЭЗ электролитом. 1 ил.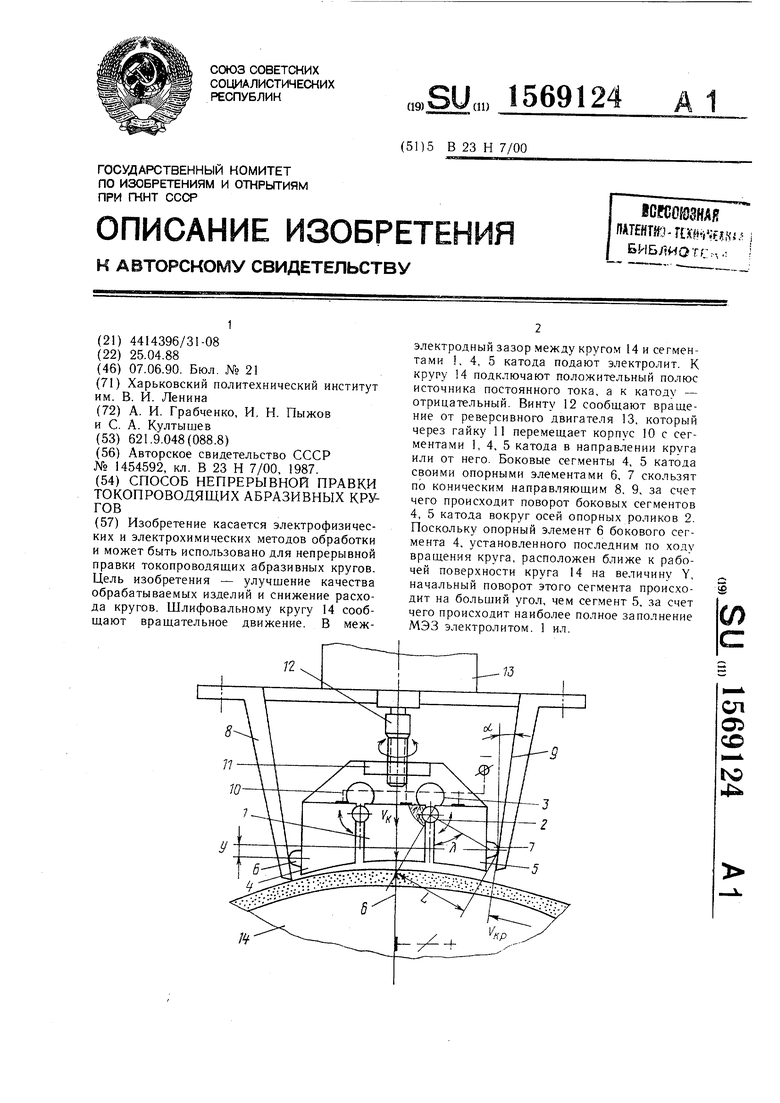
где L - расстояние от центра шарнира бокового сегмента до точки касания опорного элемента с направляющей, мм, а - угол наклона конических направляющих, град, Я, - угол между внутренней боковой поверхностью крайнего сегмента катода и L, град;
S - межэлектродный зазор, мм;
Z-средний размер абразивного зерна, мм
| Устройство для электрохимической правки токопроводящих абразивных кругов | 1987 |
|
SU1454592A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
