А-А паВермуто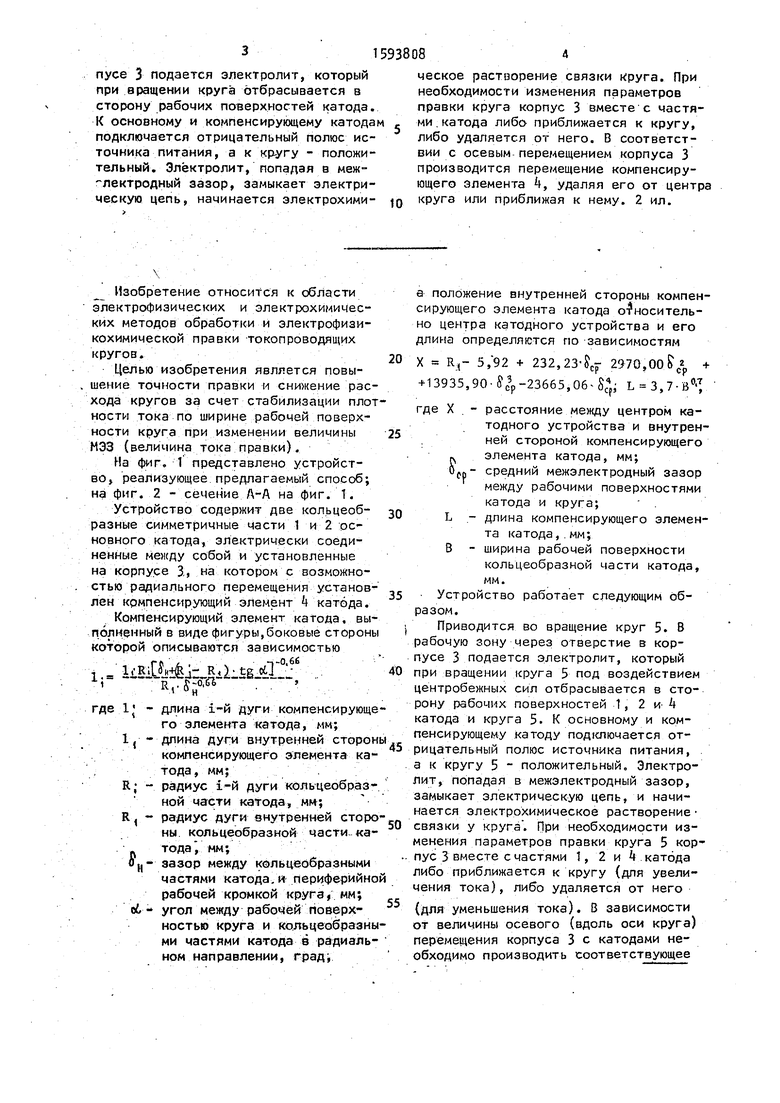
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ непрерывной электрохимической правки торцовых абразивных кругов | 1988 |
|
SU1641538A1 |
| Устройство для электрохимической правки токопроводящих абразивных кругов | 1987 |
|
SU1454592A1 |
| Устройство для непрерывной электрохимической правки торцовых абразивных кругов | 1982 |
|
SU1103976A1 |
| Способ абразивного электрохимического шлифования деталей из жаропрочных сплавов с управляемой периодической очисткой токопроводящего шлифовального круга | 2024 |
|
RU2833201C1 |
| Способ электрохимической правки торцовых кругов на металлической связке | 1988 |
|
SU1547980A1 |
| Способ электрохимической правки шлифовальных кругов | 1984 |
|
SU1171242A1 |
| Плоский шлифовальный круг и способ его изготовления | 2016 |
|
RU2657669C2 |
| Способ электрохимической правки токопроводящих кругов | 1989 |
|
SU1750878A1 |
| Способ импульсной электрохимической размерной обработки | 1981 |
|
SU1002123A1 |
| Устройство для изготовления хроматографических колонок | 1980 |
|
SU947757A1 |
Изобретение относится к электрофизическим и электрохимическим методам обработки и электрофизикохимической правки токопроводящих кругов. Целью изобретения является повышение точности правки и снижение расхода кругов. Круг 5 приводится во вращение. В рабочую зону через отверстие в корпусе 3 подается электролит, который при вращении круга отбрасывается в сторону рабочих поверхностей катода. К основному и компенсирующему катодам подключается отрицательный полюс источника питания, а к кругу - положительный. Электролит, попадая в межэлектродный зазор, замыкает электрическую цепь, начинается электрохимическое растворение связки круга. При необходимости изменения параметров правки круга корпус 3 вместе с частями катода либо приближается к кругу, либо удаляется от него. В соответствии с осевым перемещением корпуса 3 производится перемещение компенсирующего элемента 4, удаляя его от центра круга или приближая к нему. 2 ил.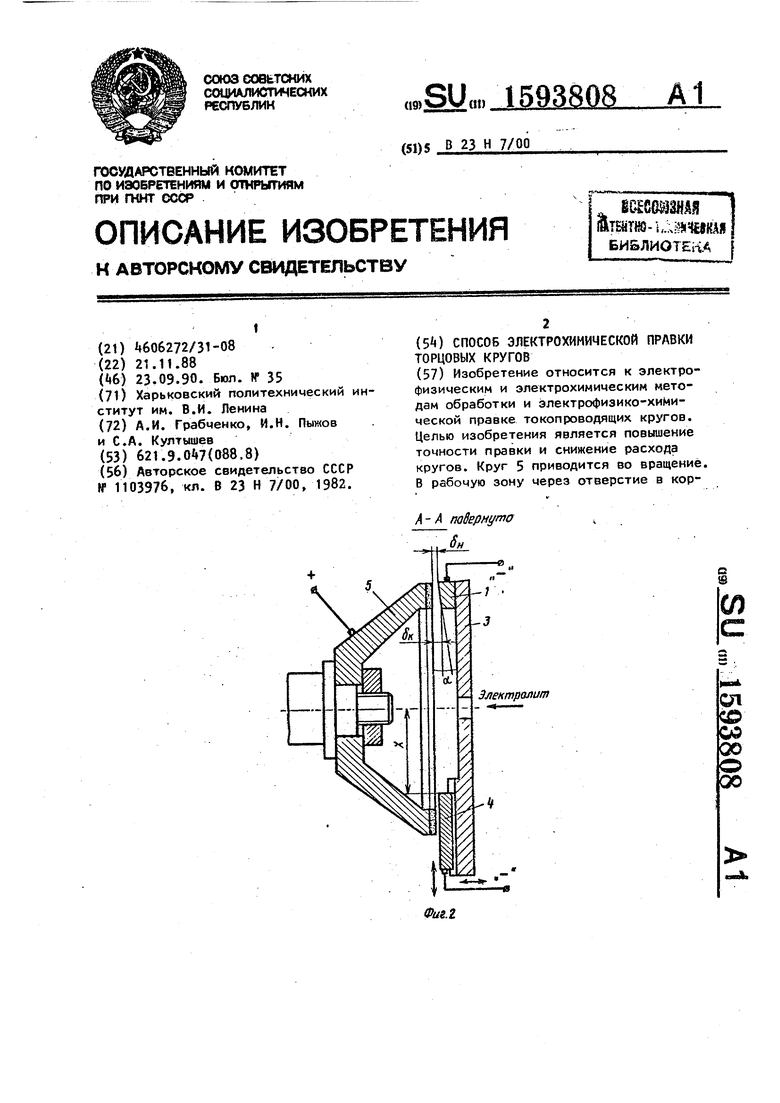
(Л
Электролит
pi
со со
00
о
00
31
пусе 3 подается электролит, который при вращении круга отбрасывается в сторону рабочих поверхностей катода. К основному и компенсирующему катода подключается отрицательный полюс ис
тельный. Электролит, попадая в меж- лектродный зазор, замыкает электрическую цепь, начинается электрохимиИзобретение относится к области электрофизических и электрохимических методов обработки и электрофизи- кохимической правки токопроводящих кругов.
Целью изобретения является повышение точности правки и снижение расхода кругов за счет стабилизации плотности тока по ширине рабочей поверхности круга при изменении величины МЭЗ (величина тока правки).
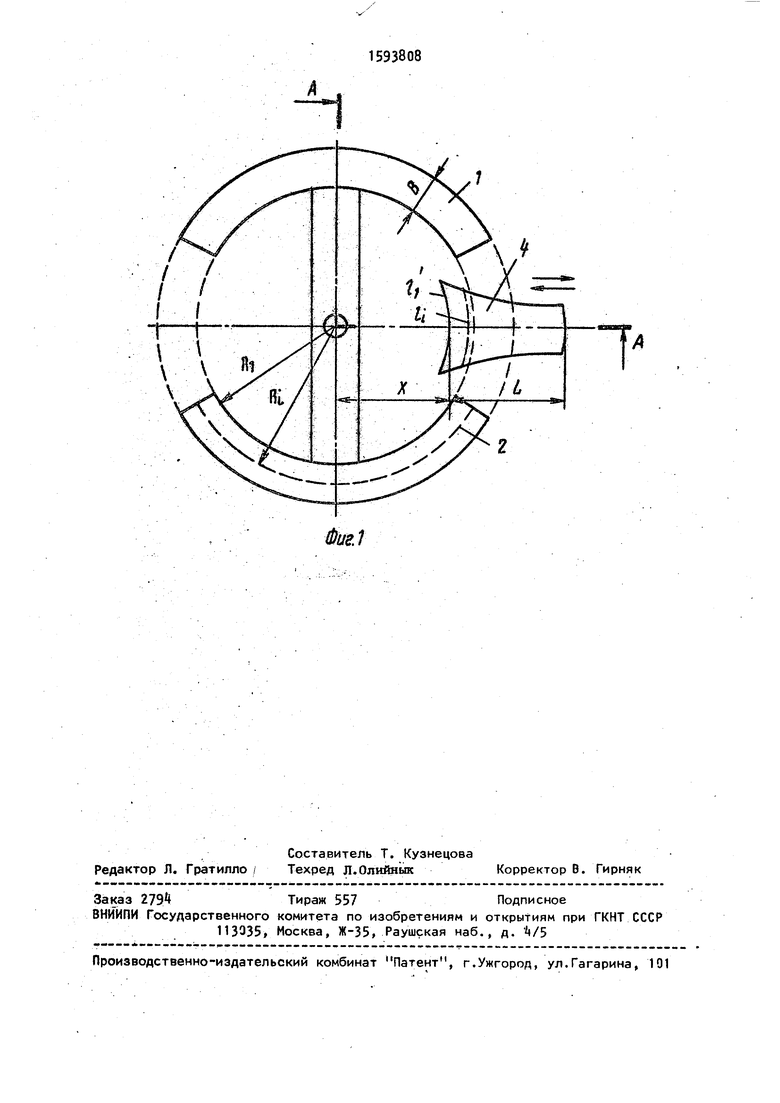
На фиг. 1 представлено устройство, реализующее предлагаемый способ; на фиг. 2 - сечение Л-А на фиг. Т.
Устройство содержит две кольцеобразные симметричные части 1 и 2 основного катода, электрически соединенные между собой и установленные на корпусе 3, на котором с возможностью радиального перемещения установлен крмпенсирующий элемент k катода.
Компенсирующий элемент катода, вы- п.блненный в виде фигуры,боковые стороны которой описываются зависимостью
,-0.6fi
ГЙ г 1-1-и,Ы
1 , R R 4 tg ot J RV
45
де 1 - длина i-й дуги компенсирующего элемента катода, мм;
1J - длина дуги внутренней стороны компенсирующего элемента ка-- тода, мм; .
R; - радиус i-й дуги кольцеобразной части катода, мм;
R, радиус дуги внутренней сторо-„ ны кольцеобразной части-«а- тода , мм;
Оц- зазор между кольцеобразными частями катода, периферийной рабочей кромкой круга, мм; et - угол между рабочей Новерх- ностью круга и кольцеобразными частями катода б радиальном направлении, град;
ческое растворение связки круга. При необходимости изменения параметров правки круга корпус 3 вместе с частями , катода либо приближается к кругу, либо удаляется от него. В соответствии с осевым перемещением корпуса 3 производится перемещение компенсирующего элемента , удаляя его от центра круга или приближая к нему. 2 ил.
0
5
0
5
0
5
.L R
а положение внутренней стороны компенсирующего элемента катода о- носитель- но центра катодного устройства и его длина определяются по зависимостям
X R-,- 5,92 + 232,23-5е 2970, + -М3935,90-5с р-23665, L 3,7.
где X . - расстояние между центром катодного устройства и внутрен- . ней стороной компенсирующего элемента катода, мм; средний межэлектродный зазор между рабочими поверхностями катода и круга; . длина компенсирующего элемента катода,.мм; ширина рабочей поверхности кольцеобразной части катода, мм.
Устройство работает следующим образом.
Приводится во вращение круг 5. В рабочую зону через отверстие в корпусе 3 подается электролит, который при вращении круга 5 под воздействием центробежных сил отбрасывается в сторону рабочих поверхностей 1, 2 и 4 катода и круга 5. К основному и компенсирующему катоду подключается отрицательный полюс источника питания, . а к кругу 5 - положительный. Электролит, попадая в межэлектродный зазор, замыкает электрическую цепь, и начинается электрохимическое растворение связки у круга. При необходимости изменения параметров правки круга 5 корпус 3 вместе с частями 1, 2 и if.катода либо приближается к кругу (для увеличения тока), либо удаляется от него
(для уменьшения тока). В зависимости от величины осевого (вдоль оси круга) перемещения корпуса 3 с катодами необходимо производить соответствующее
51593808
радиальное перемещение компенсирующего элемента катода, соответственно удаляя его от центра круга 5 или приближая к нему.,
Формула изобретения
Способ электрохимической правки торцовых кругов, при котором катод, кинематически связанный с механизмом регулирования межэлектродного зазора, устанавливают вне зоны обработки и выполняют в виде двух одинаковых, жестко связанных и электрически соединен- ных кольцеобразных частей, рабочая часть которых выполнена под углом к оси круга и расположена симметрично относительно оси вращения круга, о т
л и ч а ю щ и и с я тем, что, с цель
повышения точности правки и снижения расхода кругов, между кольцеобразными частями катода устанавливают дополнительный катодный элемент с возможностью радиального перемещения, рабочая поверхность которого параллельна поверхности круга, а боковые стороны описываются зависимостью:
1,- R ,H + ()-tgttT
-0,66
,66
° н .
I; - длина i-й дуги компенсирующего элемента катода, мм; 1, - длина дуги внутренней стороны компенсирующего элемента катода, мм;
R - радиус i-й дуги кольцеобраз- ной части катода, мм;
радиус дуги внутренней стороны кольцеобразных частей катода, мм;
зазор между кольцеобразными частями катода .и рабочей поверхностью круга в точках максимального радиуса последнего, мм;
угол между рабочей поверхностью круга и кольцеобраз- ными частями катода в радиальном направлении, град., положение внутренней стороны ующего элемента катода отноцентра катодного устройства на определяются по зависимостям:
-.
R. 5,92 + 232,23-йог 2970,
л 1-f
+ 13935,90- U Л, - 23665,06 О ср
L 3,7Ъ°
где X - расстояние между центром катодного устройства и внутренней стороной компенсирующего элемента катода, KW; L - длина компенсирующего элемента катода, мм; средний межэлектродный зазор между рабочими частями катода и кругом, мм; В - ширина рабочей поверхности кольцеобразной части катода, мм.
Чд,,
-1
| Устройство для непрерывной электрохимической правки торцовых абразивных кругов | 1982 |
|
SU1103976A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
