Изобретение относится к электрофизическим и электрохимическим методам обработки и может быть использовано для непрерывной электрофизико-химической правки торцовых токопроводящих абразивных кругов.
Цель изобретения - повышение качества правки круга и снижение удельного расхода круга путем обеспечения соответствия между линейной скоростью точки круга и протяженностью зоны правки.
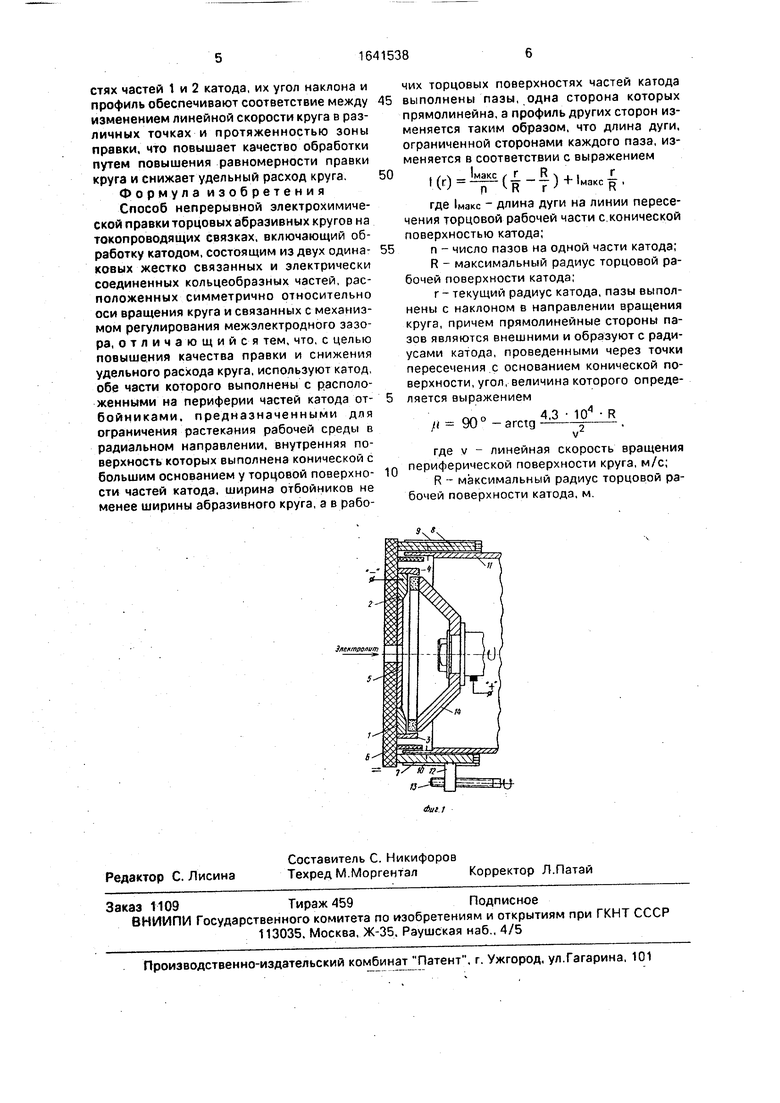
На фиг.1 схематически показано устройство, реализующее способ, общий вид; на фиг.2 - катод.
Способ реализуется с помощью устрой- ства, содержащего катод, рабочая поверхность которого состоит из двух частей 1 и 2, выполненных с отбойниками 3 и 4. Между частями 1 и 2 катода установлен токопрово- дящий соединительный элемент 5. Обе части 1 и 2 катода с отбойниками 3 и 4 и соединительным элементом 5 закреплены на крышке 6. которая установлена на подвижных направляющих 7 и 8. Неподвижные части направляющих 9 и 10 установлены на кольцевом кожухе 11. К подвижной направляющей 7 присоединена гайка 12 с винтом 13, связанным с валом реверсивного электродвигателя привода устройства.
Стороны отбойников 3 и 4, обращенные к торцовому абразивному кругу 14, выполнены с наклоном образующей к оси вращения круга 14 на угол а 5-10°. Ширина отбойников не меньше ширины круга. В рабочих поверхностях частей 1 и 2 катода выполнены пазы 15-20, наклоненные в сторону вращения абразивного круга 14. Внешние стороны пазов выполнены прямолинейными и образуют с радиусами катода, проведенными через точки пересечения внешних сторон пазов с окружностью максимального радиуса катода, угол, определяемый выражением
4,3
fi 90 - arctg
104 R
где v - линейная скорость вращения периферической поверхности круга, м/с;
R - максимальный радиус торцовой рабочей поверхности катода, м. Внутренние стороны пазов выполнены криволинейными, а их профиль изменяется таким образом, что длина дуги, ограниченной сторонами каждого паза, увеличивается с увеличением радиуса в соответствии с выражением
i
i (г - макс ( r R i ( г
КО- -(R 7 + 1максРГ
где 1Макс (2-6) мм - длина дуги катода максимального радиуса, ограниченной па- зом;
n (3-5) - число пазов на одной части катода;
R - максимальный радиус торцовой рабочей поверхности катода; г - текущий радиус катода.
Способ осуществляют следующим образом.
Сообщают вращение абразивному кругу 14, В рабочую зону через отверстие в крышке 6 подают электролит. Абразивный круг 14 подключают к положительному полюсу источника питания, а части 1 и 2 катода - к отрицательному. Зазор между абразивный кругом 14 и частями катода устанавливают перемещением крышки 6 с частями 1 и 2 катода по направляющим 9 и 10 с помощью винтовой пары 12 и 13.
Электролит центробежными силами направляется в зазор. Отбойники катода 3 и 4 возвращают часть электролита к рабочей поверхности круга 14 и способствует повышению давления в межэлектродном зазоре. Пазы 15-20 на торцозых рабочих поверхностях частей 1 и 2 катода, их угол наклона и профиль обеспечивают соответствие между изменением линейной скорости круга в различных точках и протяженностью зоны правки, что повышает качество обработки путем повышения равномерности правки круга и снижает удельный расход круга. Формула изобретения Способ непрерывной электрохимической правки торцовых абразивных кругов на токопроводящих связках, включающий обработку катодом, состоящим из двух одинаковых жестко связанных и электрически соединенных кольцеобразных частей, расположенных симметрично относительно оси вращения круга и связанных с механизмом регулирования межэлектродного зазора, отличающийся тем, что, с целью повышения качества правки и снижения удельного расхода круга, используют катод, обе части которого выполнены с расположенными на периферии частей катода отбойниками, предназначенными для ограничения растекания рабочей среды в радиальном направлении, внутренняя поверхность которых выполнена конической с большим основанием у торцовой поверхности частей катода, ширина отбойников не менее ширины абразивного круга, а в рабо5
0
5
чих торцовых поверхностях частей катода выполнены пазы, одна сторона которых прямолинейна, а профиль других сторон изменяется таким образом, что длина дуги, ограниченной сторонами каждого паза, изменяется в соответствии с выражением
,(r)().
где 1Макс - длина дуги на линии пересечения торцовой рабочей части с конической поверхностью катода;
п - число пазов на одной части катода;
R - максимальный радиус торцовой рабочей поверхности катода;
г - текущий радиус катода, пазы выполнены с наклоном в направлении вращения круга, причем прямолинейные стороны пазов являются внешними и образуют с радиусами катода, проведенными через точки пересечения с основанием конической поверхности, угол, величина которого определяется выражением
ft 90° -arctg
4,3 КГ R
где v - линейная скорость вращения периферической поверхности круга, м/с;
R - максимальный радиус торцовой рабочей поверхности катода, м
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ абразивного электрохимического шлифования деталей из жаропрочных сплавов с управляемой периодической очисткой токопроводящего шлифовального круга | 2024 |
|
RU2833201C1 |
| Устройство для непрерывной электрохимической правки торцовых абразивных кругов | 1982 |
|
SU1103976A1 |
| СПОСОБ ЭЛЕКТРОАБРАЗИВНОЙ ОБРАБОТКИ ТОКОПРОВОДЯЩИМ КРУГОМ | 2011 |
|
RU2489236C2 |
| Способ электрохимической правки торцовых кругов | 1988 |
|
SU1593808A1 |
| Устройство для электрохимической правки токопроводящих абразивных кругов | 1987 |
|
SU1454592A1 |
| Способ электрохимической правки торцовых кругов на металлической связке | 1988 |
|
SU1547980A1 |
| Способ электрохимической правки токопроводящих кругов | 1989 |
|
SU1750878A1 |
| СПОСОБ ЭЛЕКТРОАБРАЗИВНОЙ ОБРАБОТКИ ТОКОПРОВОДЯЩИМ КРУГОМ С ЕГО ОДНОВРЕМЕННОЙ ПРАВКОЙ | 2004 |
|
RU2268118C1 |
| Устройство для непрерывной электрохимической правки торцовых абразивных кругов | 1981 |
|
SU1009685A1 |
| Способ правки абразивного круга на металлической связке | 1979 |
|
SU882719A1 |
Изобретение относится к электрофизическим и электрохимическим методам обработки и может быть использовано для непрерывной электрофизико-химической правки торцовых токопроводящих абразивных кругов. Цель изобретения - повышение качества правки и снижение удельного расхода круга. Отбойники 3 и 4 катода возвра
Электролит
J. -.
| Устройство для непрерывной электрохимической правки торцовых абразивных кругов | 1982 |
|
SU1103976A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
