Изобретение относится к области сварки и может быть использовано при сварке деталей с различной, в том числе и сложной, формой разделки шва, например, при заварке дефектов литья электродуговым способом.
Целью изобретения является улучшение качества шва, выполненного сваркой в среде .зщитных газов с двойной газовой защитой.
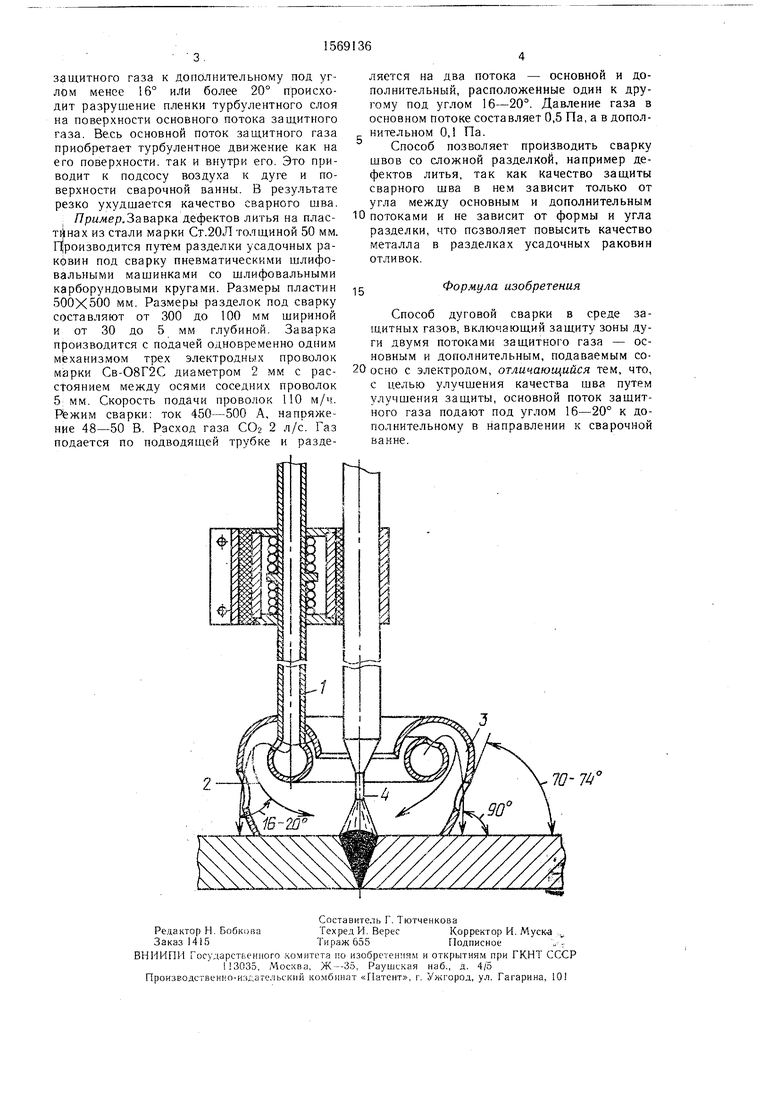
На чертеже представлена схема осуществления способа
Способ осуществляется следующим образом.
Газовый поток, подаваемый по трубке 1 в зоне дуги разделяют на основной 2 и дополнительный 3 потоки. Подачу дополнительного потока обеспечивают соосно электроду 4 (перпендикулярно свариваемой поверхности), а основной поток направляют под углом 16-20° к дополнительному в направлении к сварочной ванне.
Подача дополнительного потока защитного газа перпендикулярно поверхности свариваемых деталей препятствует попаданию воздуха в зону остывающего металла сварочного шва. Подача основного потока защитного газа под углом 16-20° к дополнительному способствует стабильному поддержанию тонкой пленки турбулентного слоя на поверхности основного потока защитного газа. Эта пленка турбулентного слоя препятствует ПОТ.СОСУ воздуха из атмосферы в зону горения дуги и на поверхность сварочной ванны. Это позволяет производить сварку швов со сложной разделкой, например дефектов литья, так как качество защиты сварного шва в предлагаемом способе зависит только от угла между основным и дополнительным потоками и не зависит от формы и угла разделки. При направлении основного потока
сл о
СО
ОЭ
о
защитного газа к дополнительному под углом менее 16° или более 20° происходит разрушение пленки турбулентного слоя на поверхности основного потока защитного газа. Весь основной поток защитного газа приобретает турбулентное движение как на его поверхности, так и внутри его Это приводит к подсосу воздуха к дуге и поверхности сварочной ванны. В результате резко ухудшается качество сварного шва. Пример. За варка дефектов литья на пластинах из стали марки Ст.20Л толщиной 50 мм. Производится путем разделки усадочных раковин под сварку пневматическими шлифовальными машинками со шлифовальными карборундовыми кругами. Размеры пластин 500X500 мм. Размеры разделок под сварку составляют от 300 до 100 мм шириной и от 30 до 5 мм глубиной Заварка производится с подачей одновременно одним механизмом трех электродных проволок марки Св-О8Г2С диаметром 2 мм с расстоянием между осями соседних проволок 5 мм Скорость подачи проволок 110 м/ч. Режим сварки: ток 450-500 А, напряжение 48-50 В Расход газа СОг 2 л/с. Газ подается по подводящей трубке и разделяется на два потока - основной и дополнительный, расположенные один к другому под углом 16-20°. Давление газа в основном потоке составляет 0,5 Па, а в дополнительном 0,1 Па.
Способ позволяет производить сварку швов со сложной разделкой, например дефектов литья, так как качество защиты сварного шва в нем зависит только от угла между основным и дополнительным 0 потоками и не зависит от формы и угла разделки, что позволяет повысить качество металла в разделках усадочных раковин отливок.
15
Формула изобретения
Способ дуговой сварки в среде защитных газов, включающий защиту зоны ау- ги двумя потоками защитного газа - основным и дополнительным, подаваемым со- 0 осно с электродом, отличающийся тем, что, с целью улучшения качества шва путем улучшения защиты, основной поток защитного газа подают под углом 16-20° к дополнительному в направлении к сварочной ванне.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ устранения дефекта сварного шва трубной сформованной заготовки, выполненного с использованием лазера | 2017 |
|
RU2668623C1 |
| СПОСОБ ИСПРАВЛЕНИЯ ДЕФЕКТОВ НА ДЕТАЛЯХ | 2007 |
|
RU2351449C2 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2089364C1 |
| Способ гибридной лазерно-дуговой сварки толстостенных труб | 2022 |
|
RU2787195C1 |
| Способ многопроходной сварки | 1990 |
|
SU1816595A1 |
| Способ устранения дефекта сварного шва трубной сформованной заготовки, выполненного с использованием лазера | 2017 |
|
RU2668621C1 |
| Способ гибридной лазерно-дуговой сварки кольцевых поворотных стыков трубопроводов | 2022 |
|
RU2792346C1 |
| Способ дуговой сварки неповоротных стыков труб | 1980 |
|
SU1006137A1 |
| Способ лазерно-дуговой сварки стыка заготовок из углеродистой стали с толщиной стенок 10-45 мм | 2017 |
|
RU2660791C1 |
| Способ бездефектной гибридной лазерно-дуговой сварки тонкостенных стыковых соединений | 2018 |
|
RU2697756C1 |
Изобретение относится к технологии сварки в среде защитных газов и может быть использовано в различных отраслях машиностроения. Целью изобретения является повышение качества шва за счет улучшения его защиты в процессе сварки. Газовую защиту формируют из двух подаваемых в зону сварки газовых потоков, из которых дополнительный (внешний) подают соосно с электродом, перпендикулярно свариваемой поверхности, а основной поток направляют под углом 16-20° к дополнительному в направлении к сварочной ванне. Такая подача газа способствует стабильному поддержанию тонкой пленки турбулентного слоя на поверхности основного потока, которая препятствует подсосу воздуха в зону горения дуги. Способ позволяет производить сварку швов со сложной разделкой, например исправлять дефекты литья, т.к. качество защиты шва зависит только от угла между основным и дополнительным потоками и не зависит от формы и угла разделки. 1 ил.
70- W
| Приспособление к ткацкому станку для замены челнока | 1925 |
|
SU2984A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
