(21)4332984/31-08
(22)20.11.87
(46) 07.06.90. Бюл. № 21
(71)Пензенский политехнический институт
(72)А. Н. Мартынов, В. А. Лёмин и А. В. .Пайщиков
(53) 621.924.Q7 (088.8)
(56) Авторское свидетельство СССР
№ 1199595, кл. В 24 В 31/104, 1985.
(54) СПОСОБ ЦЕНТРОБЕЖНОЙ АБРАЗИВНОЙ ОБРАБОТКИ ФАСОННЫХ ДЕТАЛЕЙ
(57) Изобретение относится к механической обработке деталей, а именно к способам центробежной абразивной обработки фасонных деталей, осуществляемой уплотненным на внутренней поверхности вращающегося барабана рабочим агентом. С целью повышения качества обработки время ее продолжительности определяют по достижению момента равенства показаний манометров, которые настраивают по лимитирующему участку эталонной детали, добиваясь равенства расхода воздуха в измерительном и эталонном соплах. 1 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки наружных поверхностей фасонных деталей и устройство для его осуществления | 1988 |
|
SU1604573A1 |
| Пневматический микрометр | 1947 |
|
SU75065A1 |
| Способ обработки изделий | 1978 |
|
SU680864A2 |
| ПНЕВМАТИЧЕСКИЙ КОНТРОЛЬНО-ДИАГНОСТИЧЕСКИЙ СТЕНД | 2014 |
|
RU2597630C2 |
| СПОСОБ ИЗМЕРЕНИЯ ГЕОМЕТРИЧЕСКИХ ПАРАМЕТРОВ ТОНКОМЕРНЫХ МАЛОУСТОЙЧИВЫХ ОБЪЕКТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2333462C2 |
| СПОСОБ ЦЕНТРОБЕЖНОЙ ОБРАБОТКИ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2365484C1 |
| МАНОМЕТРИЧЕСКИЙ СПОСОБ ИЗМЕРЕНИЯ И ВОСПРОИЗВЕДЕНИЯ МАЛЫХ ДАВЛЕНИЙ ПОРШНЕВОЙ ПАРОЙ, ОБРАЗОВАННОЙ СТРУКТУРНО-СОПРЯЖЕННЫМИ МАГНЕТИКАМИ (ВАРИАНТЫ) | 2011 |
|
RU2489692C1 |
| Струйный датчик угловой скорости вращения объекта | 1976 |
|
SU615418A1 |
| СПОСОБ ИЗМЕРЕНИЯ ПЛОТНОСТИ ЖИДКОСТИ | 1994 |
|
RU2091756C1 |
| ПОЛУАВТОМАТИЧЕСКИЙ СТАНОК ДЛЯ ДОВОДКИ НАРУЖНЫХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 1966 |
|
SU225027A1 |
Изобретение относится к механической обработке деталей, а именно к способам центробежной абразивной обработки фасонных деталей, осуществляемой уплотненным на внутренней поверхности вращающегося барабана рабочим агентом. С целью повышения качества обработки время ее продолжительности определяют по достижению момента равенства показаний манометров, которые настраивают по лимитирующему участку эталонной детали, добиваясь равенства расхода воздуха в измерительном и эталонном соплах. 1 ил.
Изобретение относится к области механической обработки деталей, а именно к способам центробежной абразивной обработки фасонных деталей.
Целью изобретения является повышение качества обработки путем осуществления контроля за продолжительностью ее проведения.
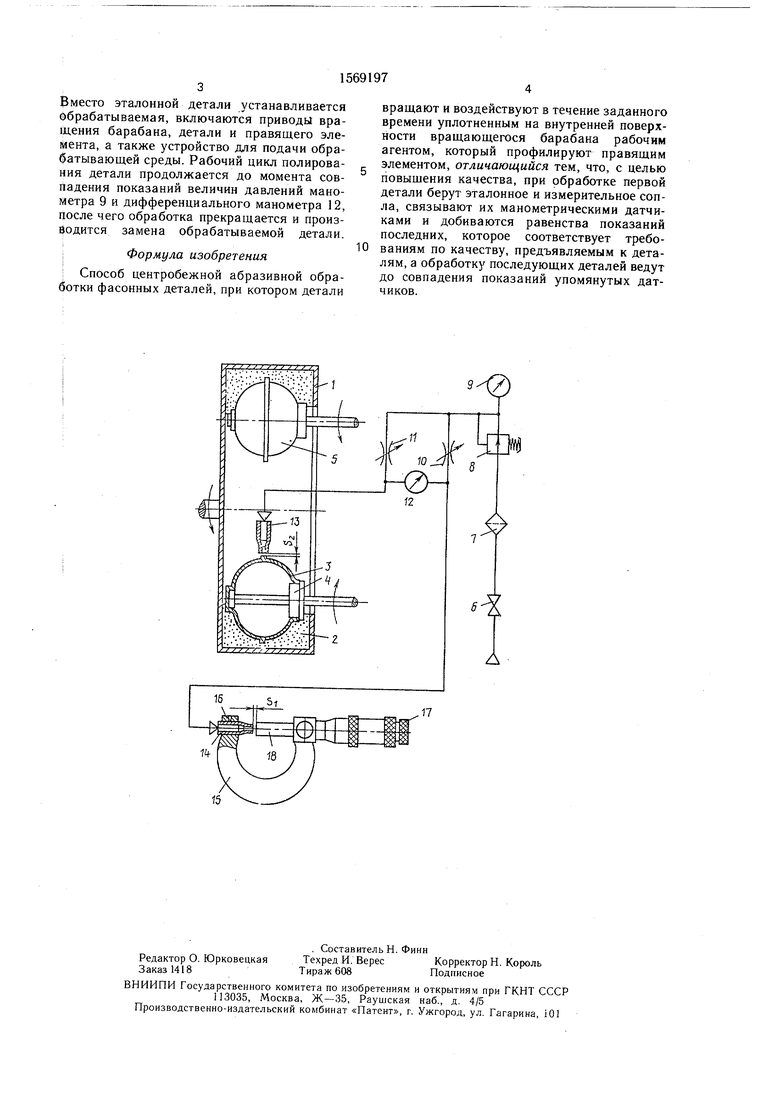
На чертеже изображена принципиальная схема выполнения способа обработки.
Устройство для реализации способа содержит барабан 1 с обрабатывающей средой 2, подача которой производится специальным устройством (не показано), деталь 3, закрепляемую на оправке 4, правящий элемент 5, приводы вращения барабана, детали и правящего элемента (не показаны), манометрический датчик, который включает в себя запорный вентиль 6, фильтр-влаго- отделитель 7, стабилизатор 8 давления, манометр 9, дроссели 10 и 11 эталонной и измерительной ветвей соответственно, дифференциальный манометр 12, который выполняет функции чувствительного элемента пне- вмосхемы и способен реагировать на разность давлений в измерительном 13 и эталонном 14 соплах, диаметры которых выполнены равными. Эталонное сопло 14 жестко закреплено в левой части микрометра 15 стопорным винтом 16.
Пример. На базирующие элементы оправки 4 в корпусе барабана 1 устанавливается эталонная деталь 3, к лимитирующему участку профиля которой подводится и жестко фиксируется на расстоянии ,5-
1,2 мм измерительное сопло 13 манометрического датчика. Включается привод вращения детали, затем открывается запорный вентиль 6 и сжатый воздух (,2-0,5 МПа) через фильтр-влагоотделитель 7 и стабилизатор 8 давления поступает в эталонную и измерительную ветви пневмосхемы. Вращением ручки 17 микрометра 15 устанавливается равенство расходов воздуха в зазорах между эталонным соплом 14 и торцом микровинта 18 (Si), а также между измерительным соплом 13 и лимитирующим участком профиля эталонной детали 3 (Ј2), что практически реализуется в случае равенства показаний манометра 9 и дифференциального манометра 12. Настройка устройства закончена.
В
(Л
ел
оэ
СС СО
1
Вместо эталонной детали устанавливается Обрабатываемая, включаются приводы вращения барабана, детали и правящего элемента, а также устройство для подачи обрабатывающей среды. Рабочий цикл полирования детали продолжается до момента совпадения показаний величин давлений манометра 9 и дифференциального манометра 12, после чего обработка прекращается и производится замена обрабатываемой детали.
Формула изобретения
Способ центробежной абразивной обработки фасонных деталей, при котором детали
вращают и воздействуют в течение заданного времени уплотненным на внутренней поверхности вращающегося барабана рабочим агентом, который профилируют правящим элементом, отличающийся тем, что, с целью повышения качества, при обработке первой детали берут эталонное и измерительное сопла, связывают их манометрическими датчиками и добиваются равенства показаний последних, которое соответствует требованиям по качеству, предъявляемым к деталям, а обработку последующих деталей ведут до совпадения показаний упомянутых датчиков.
