Изобретение относится к машиностроению и может найти применение при обработке наружных цилиндрических порерхностей деталей, имеющих криволинейную форму поперечного сечения, например поршней ДВС, роторов РПД, RK-профилей и др.
Цель изобретения - расширение технологических возможностей путем обеспечения бескопирного формообразования деталей с криволинейным поперечным се-, чением, например RK-профилей.
На чертеже изображена принципиальная схема устройства, реализующего предлагаемый способ обработки.
Устройство содержит барабан 1 с обрабатывающей средой 2, подача -которой производится специальным устройством (не показано), деталь 3, устанавпиваемую на оправке 4, правящий элемент 5, регулируемые приводы для вращения барабана, правящего элемента и детали (не показаны). Вал двигателя для вращения детали соединен с входным валом 6 механизма 7 переменной угловой скорости. Механизм 7 содержит круговое колесо 8, эксцентрик 9, жестко закрепленный на входном валу 6, эксцентриковую втулку 10 и имеющее эксцентриситет е относительно входного вала 6 некруглое колесо 11, неподвижно установленное на выходном валу 12. Стойка 13, в ко то.рой смонтированы подшипники 14 входного вала 6, с помощью винтовой пары
15может перемещаться по направляющим
16скольжения относительно корпуса 17 механизма 7 и стопориться в требуемом положении. Выходной вал 12 глухо соединен с входным валом 18 коробки 19 передач.
Коробка 19 передач содержит набор колес 20-22,жестко установленных на выходном валу 23, колесо 24, ось 25 которого вращается в подшипниках 26 обоймы 27, колесо 28, жестко связанное с цилиндрическим ползуном 29, который может перемещаться относительно призматической направляющей 30 входного вала 18. Обойма 27 с помощью рукоятки 31 может вращаться относительно призматической направляющей 30. Выходной вал 23 коробки передач 19 соединен с оправкой 4.
Способ осуществляется следующим образом.
В зависимости от вида криволинейности (несимметричности, овальности или огран- -ки с количеством граней три), рукояткой 31 поворачивая обойму 27 вокруг цилиндрического ползуна 29 и перемещая ползун 29 относительно призматической направляющей 30, вводят колесо 28 через колесо 24 в зацепление с одним из колес 20, 21 или 22. Передаточные отношения колес 28:20:
28:21: 28:22 равны 1:1, 1:2, 1:3 и при вращении входного вала 18, а следовательно, и колеса 28, коробки 19 передач с угловой скоростью, изменяющейся при повороте от нуля до 180° от максимума до минимума и при повороте от 180 до 360° (до нуля) от минимума до максимума, обеспечивают вращение выходного вала 23, а следовательно, и детали 3, с переменной угловой скоро- 0 стью, циклически изменяющейся за один оборот детали 1,2 и 3 раза соответственно. По заданной величине криволинейности профиля определяют величину сьема материала в каждой точке образующей попе- 5 речного сечения детали. Учитывая, что съем материала прямо пропорционален продолжительности воздействия уплотненного абразива на поверхность детали, определяют закон изменения угловой скорости враще- 0 ния входного вала 18 коробки 19 передач. Изменяя эксцентриситет е круглого колеса 8 механизма 7 переменной угловой скорости задают подобный закон изменения угловой скорости вращения выходному валу 12. 5 При плавном изменении величины эксцентриситета в пределах е 0,1г3/4г, где г радиус начальной окружности круглого колеса 8, и длине профиля центроиды некруглого колеса 11,.равной 2 л: г, величина 0 передаточного отношения между валами 6 и 12 однократно плавно меняется в пределах Umin 0,82...0.30, Umax 1,23...8,13.Уста- новку необходимого эксцентриситета е производят следующим образом. Вращая 5 винт винтовой пары 15 и перемещая тем самым стойку 13 по нап.равляющим 16 скольжения, круглое колесо 8 выводят из 1 зацепления с некруглым колесом 11. Отсто- порив эксцентриковую втулку 10, поворачи- 0 вают ее относительно эксцентрика 9 до установки требуемого эксцентриситета е. В этом положении жестко скрепляют между собой эксцентрик 9 и эксцентриковую втулку 10. Вращая винт винтовой пары 15, уста- 5 навливают соответствующее этому эксцентриситету е межцентровое расстояние между колесами 8 и 11, т.е. вводят эти колеса в зацепление. В этом положении жестко стопорят стойку 13 относительно кор- 0 пуса 17. С учетом настройки коробки 19 передач и установленного эксцентриситета механизма 7 переменной угловой скорости задают угловую скорость двигателя для вращения детали так, чтобы средняя угловая 55 скорость вращения детали составляла 10...30 рад/с. Ориентировгчно определяют время, необходимое дли обработки детали. На оправку 4 устанавливают деталь 3, включают двигатель для вращения барабана 1, двигатель для вращения правящего
элемента 5, а также устройство для непрерывной подачи обрабатывающей среды внутрь барабана. Под действием инерционных сил обрабатывающая среда формуется на внутренней поверхности барабана в кольцеобразный слой. При взаимодействии уплотненного слоя с правящим элементом 5 происходит выравнивание поверхности абразива, что обеспечивает одинаковое распределение давления в продольном направлении обрабатываемой детали, Включают двигатель для вращения детали и погружают последнюю в уплотненный абразивный слой на требуемую величину. Производя непосредственные измерения достигнутой криволинейности на детали, окончательно определяют установленную ранее ориентировочно продолжительность обработки при конкретных параметрах процесса. Устанавливают новую деталь и производят ее обработку в течение экспериментально определенного времени.
Применение предлагаемых способа и устройства позволяет производить беско- пирное формообразование различных кри- волинейных в поперечном сечении профилей цилиндрических деталей.
Формула изобретения 1. Способ обработки наружных поверх- ностей фасонных деталей свободным абразивом, при котором обрабатывающую среду формируют на внутренней поверхности вращающегося барабана в кольцеобразный слой с помощью правящего элемента и воз- действуют кольцеобразным слоем на поверхность вращающейся вокруг собственной
оси детали, отличающийся тем, что, с целью расширения технологических возможностей путем обеспечения бескопирного формообразования деталей с криволинейным поперечным сечением, например RK-профи- лей, вращение детали осуществляют с переменной угловой скоростью, циклически изменяющейся за один оборот.
2. Устройство для обработки наружных поверхностей фасонных деталей, содержащее барабан, оправку для закрепления детали с индивидуальными регулируемыми приводами вращения, а также узел непрерывного профилирования обрабатывающей среды, отличающееся тем, что, с целью расширения технологических возможностей, путем обеспечения бескопирного формообразования деталей с криволинейным поперечным сечением, например RK- профилей, устройство снабжено механизмом сообщения переменной угловой скорости и коробкой передач с набором передаточных отношений 1;п, где п 1,2,3,4 - целое число, выходной вал которой соединен с оправкой для закрепления детали, входной - с выходным валом механизма переменной угловой скорости.
3. Устройство по П.2. отличающее- с я тем, что механизм сообщения переменной угловой скорости выполнен в виде вала с круглым колесом, установленного с возможностью возвратно-поступательного перемещения и фиксации относительно вала некруглого колеса, при этом круглее колесо установлено на валу с возможностью плавного изменения и фиксации своего эксцентриситета.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЧЕРВЯЧНЫЙ ИНСТРУМЕНТ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ | 1998 |
|
RU2169061C2 |
| УСТРОЙСТВО ДЛЯ ТОКАРНОЙ ОБРАБОТКИ НЕКРУГЛЫХ ДЕТАЛЕЙ | 2014 |
|
RU2571801C1 |
| Устройство для бескопирной обработки профильных валов и втулок с равноосным контуром | 1976 |
|
SU666053A1 |
| Устройство для бескопирной обработки профильных валов с равноосным контуром | 1978 |
|
SU743793A1 |
| Автомобильный реечный рулевой механизм с переменным передаточным отношением (варианты) | 2019 |
|
RU2710066C2 |
| СПОСОБ ОБРАБОТКИ РЕЗАНИЕМ ПАРАЛЛЕЛЬНЫХ ПРОДОЛЬНЫХ ПАЗОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2092285C1 |
| Коробка передач | 1990 |
|
SU1753104A1 |
| ПРИВОД ВРАЩЕНИЯ КОПИРНОГО ШПИНДЕЛЯ СТАНКА ДЛЯ ОБРАБОТКИ КУЛАЧКОВЫХ ВАЛОВ | 1992 |
|
RU2071405C1 |
| ПРИВОД КООРДИНАТНЫХ ПЕРЕМЕЩЕНИЙ ИСПОЛНИТЕЛЬНЫХ ОРГАНОВ КРУГЛОШЛИФОВАЛЬНОГО СТАНКА С ЧПУ | 1990 |
|
RU2047473C1 |
| СПОСОБ ОБРАБОТКИ НЕКРУГЛЫХ ПОВЕРХНОСТЕЙ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2002 |
|
RU2214889C1 |
Изобретение относится к бескопирной обработке наружных цилиндрических поверхностей деталей, имеющих криволинейную форму поперечного сечения, например поршней ДВС, роторов РПД, RK-профилей и др. инерционно-уплотненным абразивом. Цель изобретения - расширение технологических возможностей путем обеспечения бескопирного формообразования деталей с криволинейным поперечным сечением, например RK-профилей. Бескопирное формообразование осуществляется при вращении детали 3 вокруг собственной оси с переменной угловой скоростью, циклически изменяющейся за один оборот. При этом устройство снабжено коробкой 19 передач с набором передаточных отношений 1:N, где N=1,2,3,4...- целое число, выходной вал которой соединен с оправкой 4 для вращения детали 3, а входной - с выходным валом механизма, обеспечивающего вращение входного вала коробки передач с переменной угловой скоростью, изменяющейся за один оборот. При этом величину и диапазон изменения этой угловой скорости можно плавно регулировать. 2 с.п. и 1 з.п. ф-лы, 1 ил.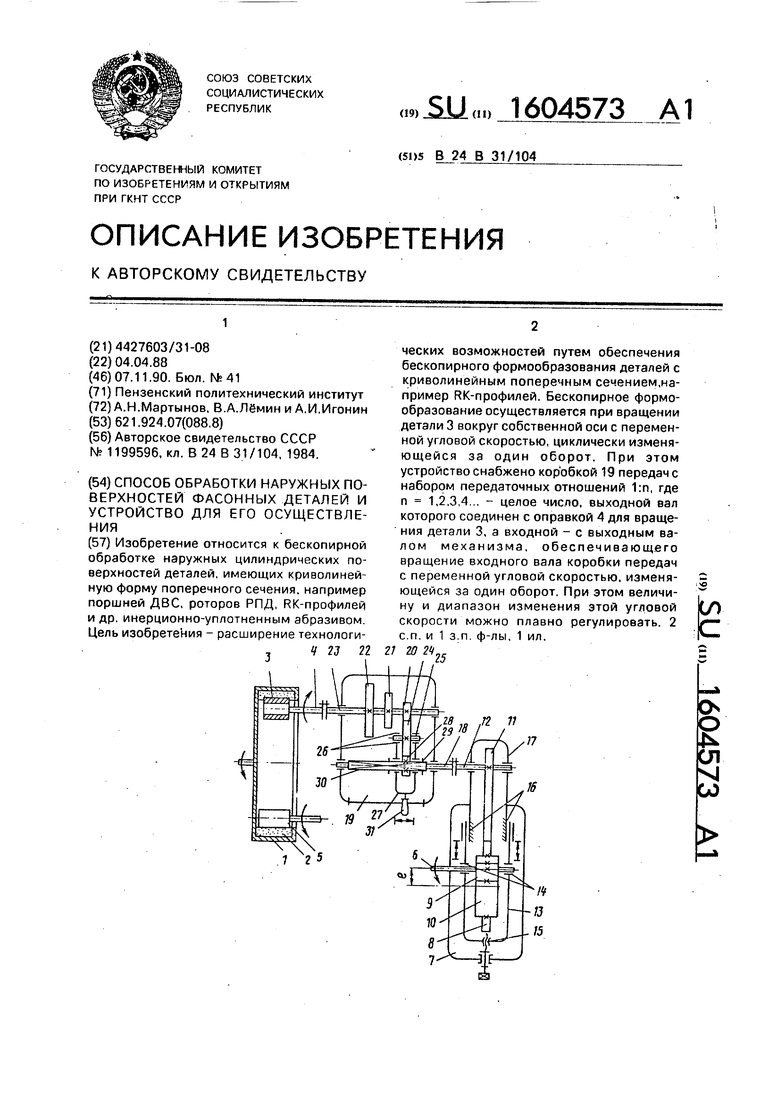
| Способ центробежной обработки фасонных деталей свободным абразивом | 1984 |
|
SU1199596A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
