10
20
Изобретение относится к пескоструйной обработке металлов, а именно к устройствам обработки деталей во вращающемся барабане.
Целью изобретения является повышение надежности работы путем повышения равномерности подачи абразива из бункера к соплу.
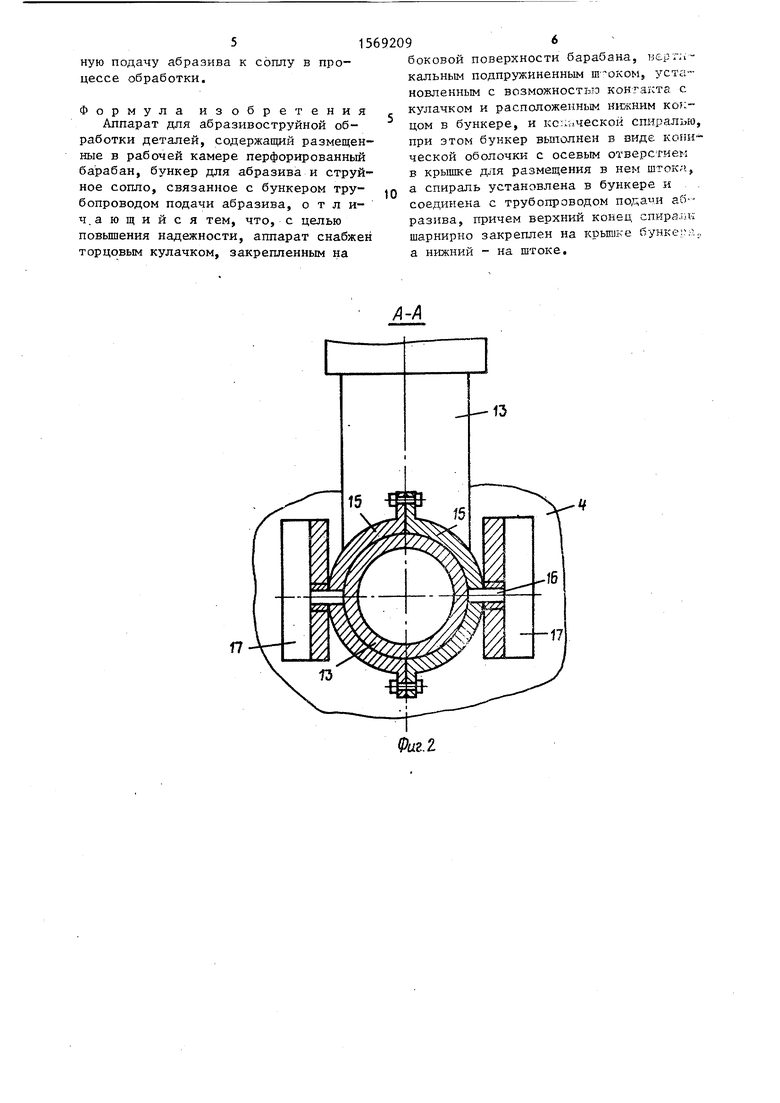
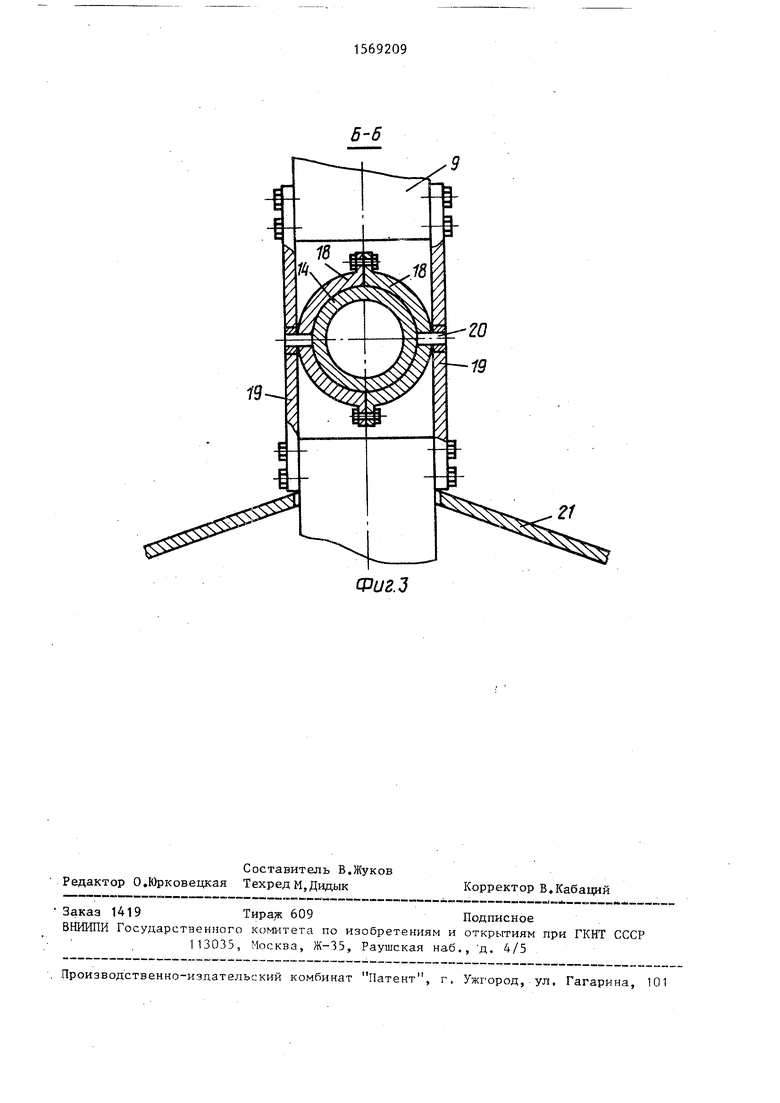
На фиг. 1 изображен аппарат, общий вид; на фиг. 2 - разрез А-А нд фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1 .
Аппарат для абразивоструйной обработки состоит из корпуса 1, в верх- ней части которого расположена рабочая камера 2, а в нижней - бункер 3 для абразива, выполненный в виде комической оболочки, отделенный от камеры крышкой 4 бункера, В рабочей камере 2 размещен наклонно вращающийся перфорированный барабан 5 и стрзгй- вое сопло 6.
На боковой поверхности барабана 5 закреплен торцовый кулачок 7, имею™ 25 щий чередующиеся выступы и впадины на рабочей поверхности 8„ По оси бункера 3 установлен по аружиненный шток 9, контактирующий верхним концом, снабженным роликом, с рабочей по- верхностъю 8 кулачка 7. Барабан 5 установлен на валу 10, кинематически связанном с приводом 11 вращения барабана о
К струйному соплу 6 подведены два трубопровода 12 и 13 соответственно 35 для подачи сжатого воздуха и абразива. .Трубопровод 13 для подачи абразива соединен с трубкой 14, расположенной в полости бункера 3 и выполненной в виде конической спирали, причем витки спирали равноудалены от конической оболочки бункера., Трубка 14 выполнена из материала с упругими свойствами и соединена верхним концом с трубопроводом 13. Нижний конец трубопровода 13 шарнирно, посредством хомута 15, осей 16 и стоек 17, закреплен на крышке 4 бункера 3 (фиг, 2). Трубка 14 нижним перфорированным концом шарнирно, посредством хомутов 18 и 19 и осей 20, закреплена на конце подпружиненного плоской пружиной 21 штока 9. Дополнительно шток подпружинен в верхней части
40
45
50
Для загрузки и выгрузки деталей из барабана в корпусе 1 выполнен проем /j. снабженный дверцей 25. Отвод от- { ботанного рабочего агента в бункер 3 осуществляется через отверстия в с чках барабана 5 и окно 23 крышки ;i ,
Аппарат работает следующим ббра- .
В барабан 5 через открытый проем Ч загружается партия деталей, вклю4,тся привод 11 вращения барабана, обеспечивающий ворошение деталей в процессе обработки. Закрывается дверцей 25 проем 24, включается вытяжная вентиляция камеры (не показано). Одновременно по трубопроводу 12 подается в струйное сопло 6 сжатый воздухf который обеспечивает эжектирование по трубопроводу 13 и трубке 14 абразива в сопло 6.
При врашении барабана 5 торцовый кулачок воздействует на подпружиненный шток 9, сообщая ем, возвратно- поступательное движение в полости бункера 3, заполненного частично абразивом. Вместе со штоком 9 колебательное движение совершает и закрепленная нижним концом на штоке 9 трубка 14, выполненная в виде конической спирали, которая своими витками обеспечивает ворошение абразива в бункере, исключая возможность его уплотнения и образование сводов абразива Через перфорированный конец трубки 14S тарнирно закрепленной на штоке 9, присходит подсос абразива в трубопровод 13 и далее в струйное сопло 6„ Шарнирное соединение конца трубопровода 13 с трубкой 14 обеспечивает необходимую для эффективного ворошения, а следовательно, и равномерной подачи абразива подвижность перфорированного (заборного) конца трубки 14 в бункере с абразивом
В процессе обработки детали перекатываются по стенкам вращающегося относительно наклонной оси барабана, тем самым обеспечивается равномерность их обработки.
По окончании обработки детали через проем 24 выгружаются из барабана
5,При повторном запуске аппарата за
пружиной 22, контактирующей с крышкой55счет возвратно-поступательного движе4 (фиг. 3) «, В крышке предусмотренония штока 9 и трубки 14 обеспечиваокно 23, сообщающее полость рабочейется ворошение абразива с разрушеникамеры 2 с барабаном 5 с бункером 3,ем сводов, что обеспечивает равномер0
0
5
5
0
45
0
Для загрузки и выгрузки деталей из барабана в корпусе 1 выполнен проем /j. снабженный дверцей 25. Отвод от- { ботанного рабочего агента в бункер 3 осуществляется через отверстия в с чках барабана 5 и окно 23 крышки ;i ,
Аппарат работает следующим ббра- .
В барабан 5 через открытый проем Ч загружается партия деталей, вклю4,тся привод 11 вращения барабана, обеспечивающий ворошение деталей в процессе обработки. Закрывается дверцей 25 проем 24, включается вытяжная вентиляция камеры (не показано). Одновременно по трубопроводу 12 подается в струйное сопло 6 сжатый воздухf который обеспечивает эжектирование по трубопроводу 13 и трубке 14 абразива в сопло 6.
При врашении барабана 5 торцовый кулачок воздействует на подпружиненный шток 9, сообщая ем, возвратно- поступательное движение в полости бункера 3, заполненного частично абразивом. Вместе со штоком 9 колебательное движение совершает и закрепленная нижним концом на штоке 9 трубка 14, выполненная в виде конической спирали, которая своими витками обеспечивает ворошение абразива в бункере, исключая возможность его уплотнения и образование сводов абразива Через перфорированный конец трубки 14S тарнирно закрепленной на штоке 9, присходит подсос абразива в трубопровод 13 и далее в струйное сопло 6„ Шарнирное соединение конца трубопровода 13 с трубкой 14 обеспечивает необходимую для эффективного ворошения, а следовательно, и равномерной подачи абразива подвижность перфорированного (заборного) конца трубки 14 в бункере с абразивом
В процессе обработки детали перекатываются по стенкам вращающегося относительно наклонной оси барабана, тем самым обеспечивается равномерность их обработки.
По окончании обработки детали через проем 24 выгружаются из барабана
5,При повторном запуске аппарата за
ную подачу абразива к соплу в процессе обработки.
Формула изобретения
Аппарат для абразивоструйной обработки деталей, содержащий размещенные в рабочей камере перфорированный барабан, бункер для абразива и струйное сопло, связанное с бункером трубопроводом подачи абразива, отличающийся тем, что, с целью повышения надежности, аппарат снабжен торцовым кулачком, закрепленным на
боковой поверхности барабана, -перекальным подпружиненным штоком, установленным с возможностью с кулачком и расположенным нижним кок- цом в бункере, и ксх .ческой спиралью, при этом бункер выполнен в виде конической оболочки с осевым отверстием в крышке для размещения в нем , а спираль установлена в бункере и соединена с трубопроводом подали аС5 - разива, причем верхний конец спирали шарнирно закреплен на крышке бункеч а нижний - на штоке.
| название | год | авторы | номер документа |
|---|---|---|---|
| Аппарат для абразивоструйной обработки деталей | 1985 |
|
SU1341004A1 |
| УСТРОЙСТВО ДЛЯ УДАЛЕНИЯ ОБЛОЯ С ПОЛИМЕРНЫХ ДЕТАЛЕЙ | 1991 |
|
RU2012500C1 |
| Устройство для обработки абразивной струей поверхностей | 1981 |
|
SU1054036A1 |
| Устройство для обработки абразивной струей поверхностей | 1982 |
|
SU1092036A2 |
| Установка для струйно-абразивной обработки преимущественно деталей обуви | 1989 |
|
SU1682151A1 |
| Установка для центробежной обработки изделий | 1984 |
|
SU1217635A2 |
| АБРАЗИВОСТРУЙНАЯ УСТАНОВКА | 2007 |
|
RU2356722C1 |
| СТРУЙНЫЙ АППАРАТ ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ И УСТРОЙСТВО ДЛЯ ПОДАЧИ ЭНЕРГОНОСИТЕЛЕЙ В НЕГО | 1992 |
|
RU2068334C1 |
| Установка для абразивоструйнойОбРАбОТКи дЕТАлЕй | 1978 |
|
SU848316A1 |
| УСТАНОВКА ДЛЯ СТРУЙНО-АБРАЗИВНОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 2012 |
|
RU2503534C1 |
Изобретение относится к пескоструйной очистке деталей во вращающихся барабанах. Целью изобретения является повышение надежности в работе аппарата путем обеспечения равномерной подачи абразива к струйному соплу. Для этого аппарат, содержащий рабочую камеру 2 со струйным соплом 6 и вращающимся барабаном 5, бункер 3 для абразива, связанный трубопроводом 13 с соплом 6, дополнительно снабжен торцовым кулачком 7, закрепленным на барабане 5, который подпружинен штоком 9, размещенны в бункере 3, и трубкой 14 в виде конической спирали, установленной в бункере. Трубка 14 имеет на нижнем конце, шарнирно закрепленном на штоке 9, перфорацию, а верхним концом соединена посредством трубопровода 13 для подачи абразива с соплом 6. Шток 9 и трубка 14 установлены в бункере 3 с возможностью возвратно-поступательного перемещения от кулачка 7 при вращении барабана 5. 3 ил.
Фиг.З
| Установка для абразивоструйнойОбРАбОТКи дЕТАлЕй | 1978 |
|
SU848316A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
