Изобретение относится к способам изготовления спиральных фильтров и может быть использовано при создании фильтров для гидравлических систем различных машин, в химическом машиностроении, пищевой и других отраслях промышленности.
Цель изобретения - повышение качества сборки и увеличение срока службы элемента путем компенсации термических деформаций .при изменении температуры фильтруемой среды.
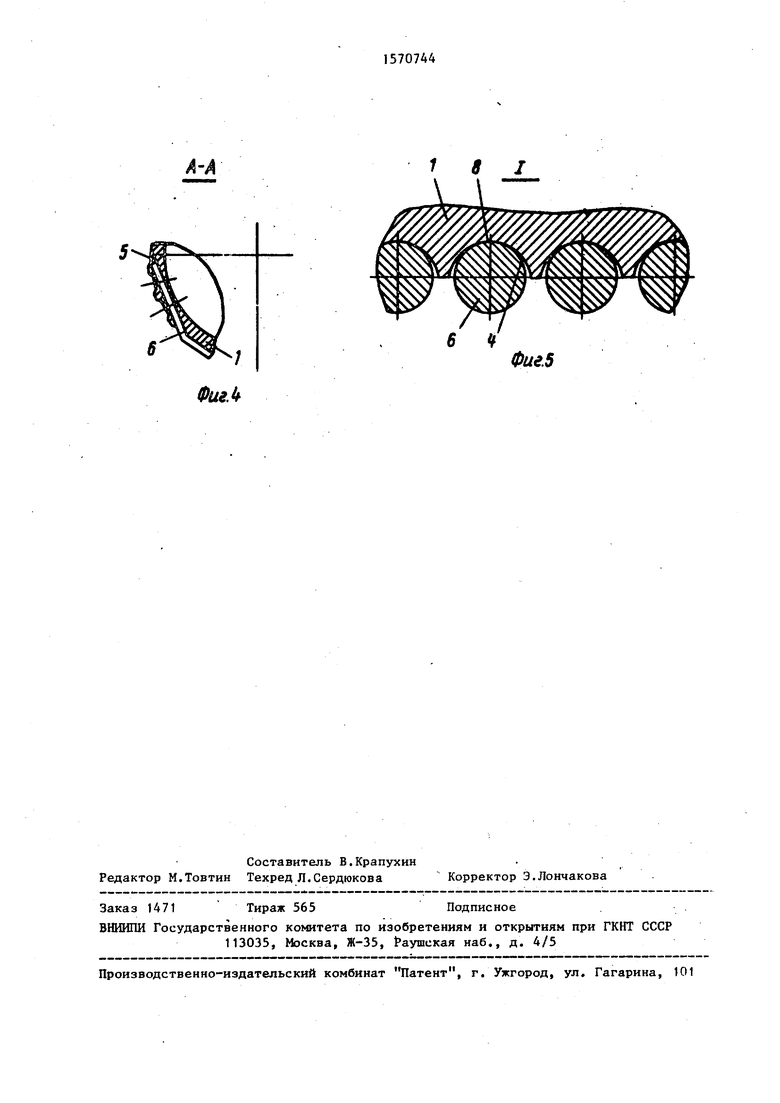
На фиг.1 показан фильтрующий элемент, разрезI на фиг.2 - вид В на каркас до сборки его с остальными .деталями} на фиг.З - сечение Б-Б на фиг.1; на фиг.4 - сечение А-А на фиг.1 с выделением места заделки проволоки в каркасJ на фиг.З - место I на фиг.1 в увеличенном масштабе.
В каркасе 1, имеющем полости 2 по всей длине каркаса, перфорации 3 и винтовые канавки 4, а также отверстия 5 для закрепления концов проволо ки 6, выполняют сквозную продольную прорезь 7. Перед навивкой проволоки каркас сжимают в радиальном направлении (в пределе до соприкосновения сторон прорези).
ГГосле навивки проволоку 6 скрепляют с каркасом 1 в местах их контакта 8.
Затем в каркас устанавливают донышко 9 с помощью стопорного кольца 10. Изготовленный описанным Способом фильтрующий элемент укрепляют на фланце 11, а затем устанавливают в корпусе 12. Фильтрование на элементе проводят снаружи.
Выполнение сквозной прорези в каркасе и его сжатие перед навивкой проволоки обеспечивают напряженное состояние проволоки и компенсацию ее термических деформаций при изменении температуры фильтруемой среды
Скрепление проволоки с каркасом в местах их контакта улучшает качество сборки элемента и позволяет его эксплуатировать при возможном обрыве проволоки.
Формула изобретения
1.Способ изготовления спирального фильтра, включающий навивку про.волоки и закрепление ее концов на перфорированном каркасе, отличающий с я тем , что, с целью повышения качества сборки и увеличения срока службы фильтра, в каркасе выполняют сквозную продольную прорезь и перед навив- к-ой проволоки сжимают его в радиально направлении.
2.Способ поп.1,отличаю- щ и и с я тем, что проволоку скрепляют с каркасом в местах их контакта.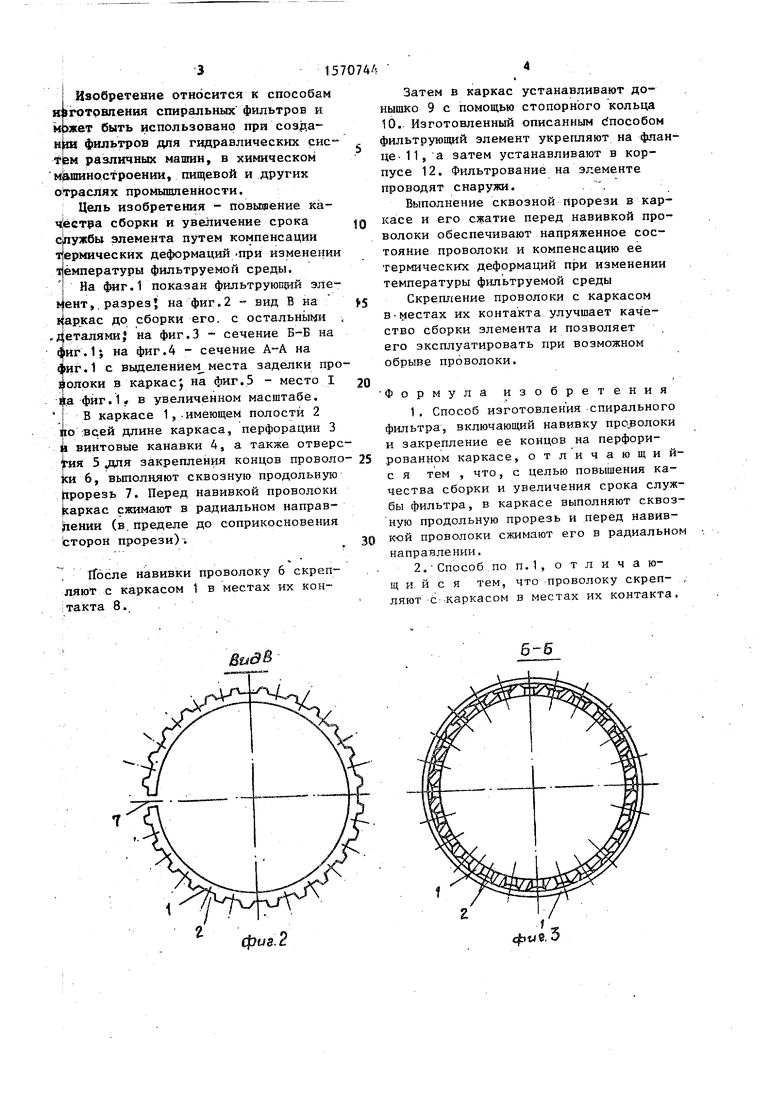
| название | год | авторы | номер документа |
|---|---|---|---|
| Спиральный проволочный гидравлический фильтр и способ его изготовления | 1990 |
|
SU1761205A1 |
| ТЕПЛОВЫДЕЛЯЮЩАЯ СБОРКА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2016 |
|
RU2651263C1 |
| ФИЛЬТРУЮЩИЙ ЭЛЕМЕНТ | 2002 |
|
RU2232620C1 |
| ОГРАНИЧИТЕЛЬ ПЕРЕНАПРЯЖЕНИЙ | 2004 |
|
RU2256972C1 |
| ТЕПЛОВЫДЕЛЯЮЩАЯ СБОРКА ЯДЕРНОГО РЕАКТОРА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2016 |
|
RU2647707C1 |
| Фильтр | 2023 |
|
RU2815377C1 |
| ФИЛЬТР | 2002 |
|
RU2197315C1 |
| КАРКАСНО-ПРОВОЛОЧНЫЙ ФИЛЬТРУЮЩИЙ ЭЛЕМЕНТ | 2013 |
|
RU2521586C2 |
| СКВАЖИННЫЙ ФИЛЬТР И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2001 |
|
RU2209299C2 |
| Фильтр и способ его изготовления | 1981 |
|
SU1002475A1 |
Изобретение относится к способам изготовления спиральных фильтров и может быть использовано при создании фильтров для гидравлических систем различных машин в химическом машиностроении, пищевой и других отраслях промышленности. Цель изобретения - повышение качества сборки и увеличение срока службы фильтра путем компенсации термических деформаций при изменении температуры фильтруемой среды. В каркасе 1, имеющем полости 2 по всей длине каркаса, перфорации 3 и винтовые канавки, а также отверстия для закрепления концов проволоки, выполняют сквозную продольную прорезь. Перед навивкой проволоки каркас сжимают в радиальном направлении (в пределе до соприкосновения сторон прорези). После навивки проволоку скрепляют. Затем в каркас устанавливают донышко 9 с помощью стопорного кольца 10. Изготовленный описанным способом фильтр укрепляют на фланце 11, а затем устанавливают в корпусе 12. Фильтрование проводят снаружи. Выполнение сквозной прорези в каркасе и его сжатие перед навивкой проволоки обеспечивают напряженное состояние проволоки и компенсацию ее термических деформаций при изменении температуры фильтруемой среды. Скрепление проволоки с каркасом в местах их контакта улучшает качество сборки и позволяет его эксплуатировать при возможном обрыве проволоки. 1 з.п. ф-лы, 5 ил.
физ 2
6-6
фиъ 5
1 8 I
В «
Фие.5
| ПАТРОННЫЙ ПРОВОЛОЧНЫЙ ФИЛЬТРУЮЩИЙ ЭЛЕМЕНТ | 0 |
|
SU342648A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Щелевой фильтрующий элемент | 1972 |
|
SU455739A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
| Цель изобретения - повышение качества сборки и увеличение срока службы фильтра путем компенсации термических деформаций при изменении температуры фильтруемой среды | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| по всей длине каркаса, перфорации И 3 и винтовые канавки, а также отверстия для закрепления концов проволоки, выполняют сквозную продольную прорезь | |||
| Перед навивкой проволоки каркас сжимают в радиальном направлении (в пределе до соприкосновения сторон прорези) | |||
| После навивки проволоку скрепляют | |||
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
| Фильтрование проводят снаружи | |||
| Выполнение сквозной прорези в каркасе и его сжатие перед навивкой проволоки обеспечивают напряженное состояние проволоки и компенсацию ее термических деформаций при изменении температуры фильтруемой среды | |||
| Скрепление проволоки с каркасом в местах их контакта упучшает качество сборки и позволяет его эксплуатировать при возможном обрыве проволоки | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| ф-лы, 5 ил | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
