1
(21)4701245/05
(22)060589
(46) 23 1091 Ьюл № 39
(71)Комчинарский горно метал iv pi с кии инстит ут
(72)Е X Завгорочекии I /leu нко Бородина, В И К 1ьменко
В Пересей коп
67806(0888)
Авторское сви 1етельство СС( Р
кл В 29 D 29/06 В 29 П 00
Т Н и А
(53)
(56)
ЛЬ 872287
1980
Авторское сви 1еге.1Ьство Г( ( Р № 1298095, кп В 29 D 29/06 В 29 1985
С 7 00
(54) (ТАНОК 4/1Я Р4 1К1КИ ГЫКОВ ТКАНЕВЫХ КОНВ1ШРНЫХ 1ГНГ (57) Изобретение отшкится к обор ним
НИЮ I 1Я ПО1ГОТОНКИ IkalKBblX Htlf МЯ И
сое 1ИНСНИЯ Цс ibповышение к 1чсчтв
)) CMC i обе спс uмия постоянной сИ1Ы резания при обр кичке I IH о n ханиш pervпироном 1Я но к АС ич кони i с о
It ВЫПОШеН В НИИ i И 1 I lli )1 (/ НИМ К р 1 СБИТЬ ПЬ РНИРНО СТ rtHOB 1C НИ01 ) II
верхней части рамы рычи i с ip ом и vti t ношенных на поворотном HI n u р/ь ITC ни мя намотки 1ибки j ic н н оч также it крещенных на конце с то ia KoiU uciOM но i п;)жинен от нос итс 1ьно рты Прогивопч ложный конец стота акрснп(М1 на рамс тар нирно При снятии слоя с конца ленты си тие прижатия б 1ет пос i 1 i и ф и. 4 и т
Ј
(Л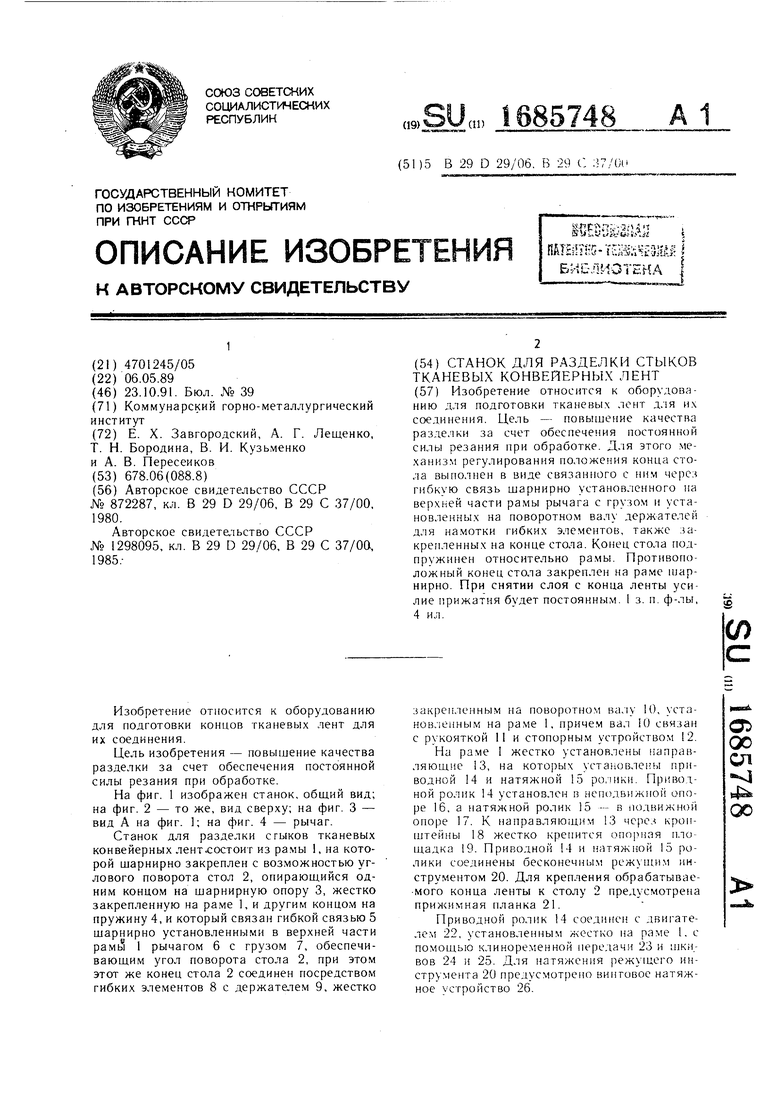
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для разделки концов конвейерных лент | 1989 |
|
SU1669755A1 |
| Станок для разделки стыков тканевых конвейерных лент | 1985 |
|
SU1298095A1 |
| Устройство для разделки концов конвейерных лент | 1990 |
|
SU1713831A1 |
| Устройство для разделки концов конвейерных лент | 1981 |
|
SU979160A1 |
| Станок для разделки стыков тканевых конвейерных лент | 1987 |
|
SU1482816A2 |
| Устройство для разделки концов конвейерных лент | 1988 |
|
SU1685729A2 |
| СТЕНД ДЛЯ ИССЛЕДОВАНИЯ ПАРАМЕТРОВ ЛОВИТЕЛЕЙ ДЛЯ КОНВЕЙЕРОВ С ПОДВЕСНОЙ ЛЕНТОЙ | 2007 |
|
RU2350915C1 |
| Торцовый шлифовальный инструмент для обработки плоских поверхностей | 1987 |
|
SU1570890A1 |
| СПОСОБ ОТДЕЛОЧНОЙ ОБРАБОТКИ ВИНТОВ ПРОВОЛОЧНО-АБРАЗИВНЫМ ОХВАТЫВАЮЩИМ ИНСТРУМЕНТОМ | 2002 |
|
RU2230648C1 |
| ВСЕСОЮЗНАЯ ЯАТЕНТНИЕХИЧЕГЬИЬЛИОТЬНА | 1971 |
|
SU314650A1 |
Июбретение относится к обор юванию д 1Я подготовки концов 1кшевых icin пя их соотинения
Цель и юбретения - повьпнение катана ралетки за счет обеспечения и Прониной силы резания при обработке
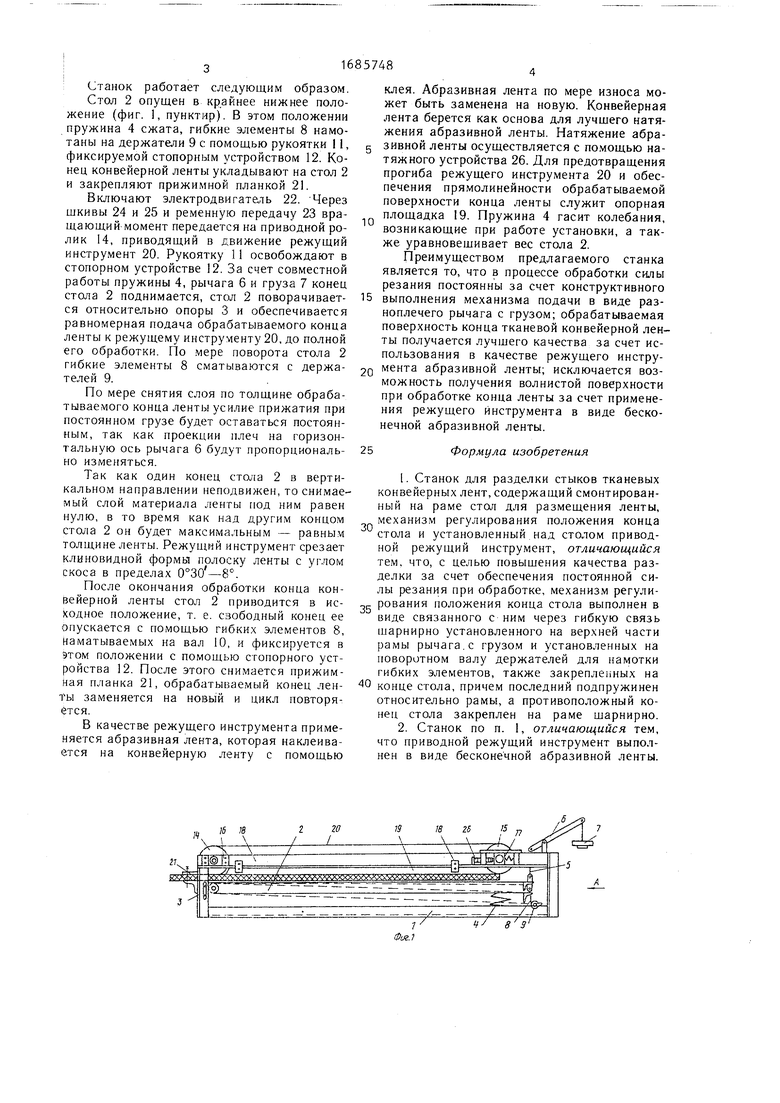
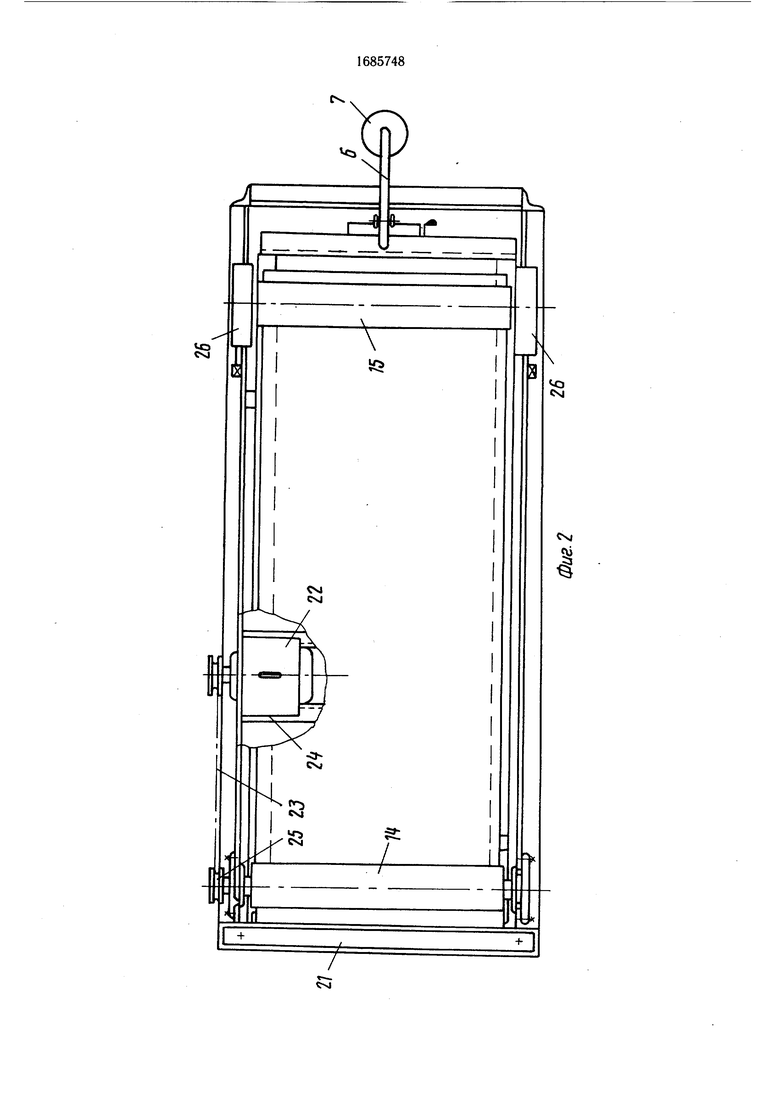
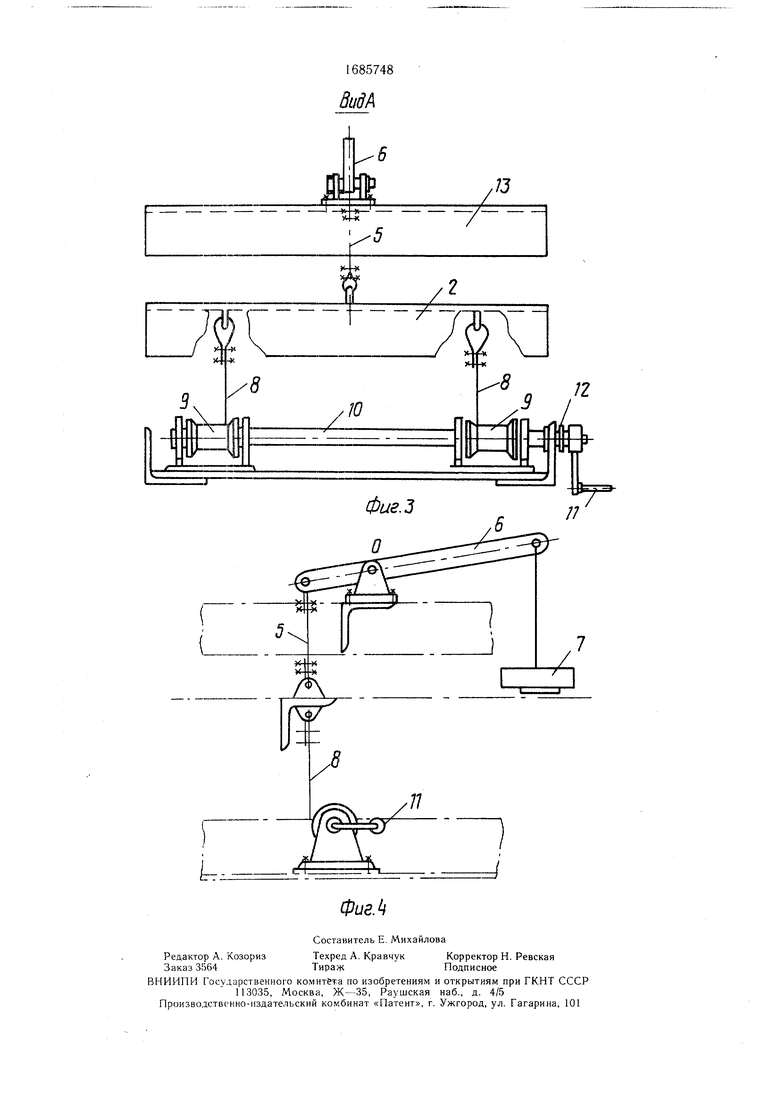
На фиг 1 изображен станок общий вит на фиг 2 - то же BUI сверх на фиг 3 вид на фиг 1, на фиг 4 рычаг
Станок для раз ie 1ки стыков тканевых конвейерных лент .сое гонг и рамы 1 на кого рой шарнирно закрещен с возможностью и левого поворота стот 2 опирающийся oi ним концом на шарнирную опор жестко закрегпеннчю на раме 1 и конном nt 4 и который связан гибкой нжью 5 шарнирно чстановтенными в верхней кн т и рамы 1 6 с i р юм 7 ибсикчи ваюшим гот поворота сто ia 2 inn :ном этот же конец (юта 2 ссх тинен иосре u IBOM гибких цементов 8 с (.ер атсмем 9 жестко
i 1К|)1 II К ИНЫМ На IK Ml pi ili i h I 1 1(1 I i 1
ношенным на I 1|рнчсм н 1(1 нч;ан t p кояткои II и стопорным устройством 12 На раме I стаиоршны a ipai (якмцне 1 на ког( (М р т i oil ic ч i пи во 1ной 14 и натяжной I pi мкн lipiiioi ной ро шк 1 4 с м i i IK i ui/i IKMI i ре 16 а нагяжнои ро ик i i i uui/. н и oiio|)c 17 К направ uuo ци v к pc крог in теины 1 8 жсч i ко к к i и 11 ч i , i я i о i на IK a () 11 p in ) U OH 1 и i i i к юи 1 t po пики со минены бе с коне ч i iv , пи cTpvMCHToM 20 Дтя креп 1ения обрнб гывас мого конца 1енты к стоп 2 нрс vioipeit.i прижимная п панк.) 2 I
При ВО 1НОИ РО1ИК 1 1 i )( UHUiIttl )Г(
ic i 22 с г шов к м i
СГ5
00 СЛ 1
4
оо
BOB 2 и 2 и i i i KI мп1 | i. +v in i о и ц с г мс ига 20 npt cvuipc ш чипгоше HI я t- нос vi iроис тно 26
С,танок работает следующим образом.
Стол 2 опущен в крайнее нижнее положение (фиг 1, пунктир). В этом положении пружина 4 сжата, гибкие элементы 8 намотаны на держатели 9 с помощью рукоятки 11, фиксируемой стопорным устройством 12. Конец конвейерной ленты укладывают на стол 2 и закрепляют прижимной планкой 21.
Включают электродвигатель 22. Через шкивы 24 и 25 и ременную передачу 23 вращающий момент передается на приводной ролик 14, приводящий в движение режущий инструмент 20 Рукоятку 11 освобождают в стопорном устройстве 12 За счет совместной работы пружины 4, рычага 6 и груза 7 конец стола 2 поднимается, стол 2 поворачивается относительно опоры 3 и обеспечивается равномерная подача обрабатываемого конца ленты к режущему инструменту 20, до полной его обработки. По мере поворота стола 2 гибкие элементы 8 сматываются с держателей 9
По мере снятия слоя по толщине обрабатываемого конца ленты усилие прижатия при постоянном грузе будет оставаться постоянным, так как проекции плеч на горизон- 1альн ю ось рычага 6 будут пропорционально и меняться
Так как один конец стола 2 в вертикальном направлении неподвижен, то снимаемый слой материала ленты под ним равен , в то время как над другим концом стола 2 он будет максимальным - равным толщине ленты Режиций инструмент срезает клиновидной формы полоску ленты с углом скоса в пределах 0°30 - 8°.
После окончания обработки конца конвейерной ленты стол 2 приводится в исходное положение, т е свободный конец ее опускается с помощью гибки ч элементов 8, наматываемых на вал 10, и фиксируется в этом положении с помощью стопорного устройства 12 После этого снимается прижимная планка 21, обрабатываемый конец ленты заменяется на новый и цикл повторяется
В качестве режущего инструмента применяется абразивная лента, которая наклеивается на конвейерную ленту с помощью
клея Абразивная лента по мере износа может быть заменена на новую. Конвейерная лента берется как основа для лучшего натяжения абразивной ленты. Натяжение абразивной ленты осуществляется с помощью натяжного устройства 26 Для предотвращения прогиба режущего инструмента 20 и обеспечения прямолинейности обрабатываемой поверхности конца ленты служит опорная площадка 19. Пружина 4 гасит колебания, возникающие при работе установки, а также уравновешивает вес стола 2.
Преимуществом предлагаемого станка является то, что в процессе обработки силы резания постоянны за счет конструктивного выполнения механизма подачи в виде раз- ноплечего рычага с грузом; обрабатываемая поверхность конца тканевой конвейерной ленты получается лучшего качества за счет использования в качестве режущего инстру- 0 мента абразивной ленты, исключается возможность получения волнистой поверхности при обработке конца ленты за счет применения режущего инструмента в виде бесконечной абразивной ленты.
0
5
25
Формула изобретения
0
5
1 Станок для разделки стыков тканевых конвейерных лент, содержащий смонтированный на раме стол для размещения ленты, механизм регулирования положения конца стола и установленный над столом приводной режущий инструмент, отличающийся гем, что, с целью повышения качества разделки за счет обеспечения постоянной силы резания при обработке, механизм регулирования положения конца стола выполнен в виле связанного с ним через гибкую связь шарнирно установленного на верхней части рамы рычага с грузом и установленных на поворотном валу держателей для намотки гибких элементов, также закрепленных на 0 конце стола, причем последний подпружинен относительно рамы, а противоположный конец стола закреплен на раме шарнирно 2 Станок по п. I, отличающийся тем, что приводной режущий инструмент выполнен в виде бесконечной абразивной ленты.
ш
Составитель Е Михайлова
Корректор Н Ревская Подписное
Речактор КозоризТехред А Кравчук
Закл Ч%4Тираж
ВНИИПИ Potv ырственного комитета по изобретениям и открытиям при ГКНТ СССР
I1J055 HocKBd Ж 35, Раушская наб , д 4/5 Проишиственно издaтe ы kий комбинат «Патент, г Ужгород, ул Гагарина, 101
12
LIJ
Фиг.Ц
Корректор Н Ревская Подписное
