Изобретение относится к электрон- ной технике и предназначено для использования в процессе полировки поверхностей стеклоиэделий как плоской, 5 так и сферической формы, например, для полировки поверхности круглых эк-ф ранов электронно-лучевых трубок.
Цель изобретения - повышение качества полиро вки стеклоизделий при JQ одновременном увеличении производительности за счет создания равномер-i ного теплового потока по всей ширине обрабатываемой поверхности.
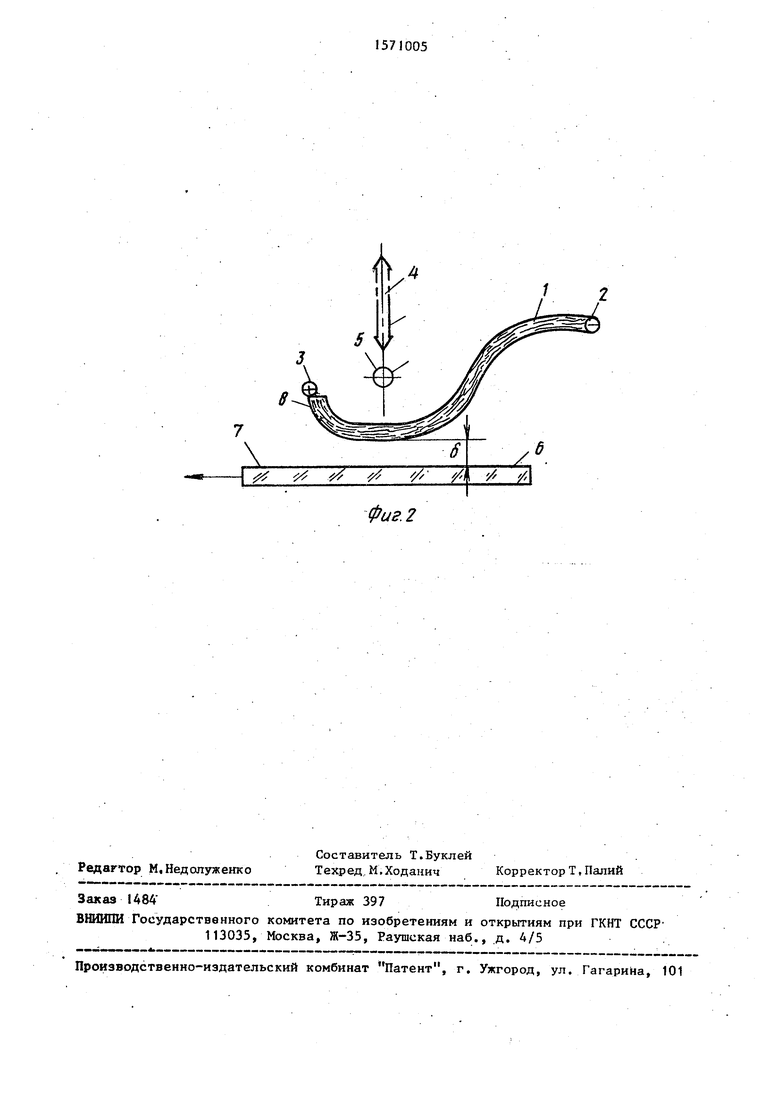
На фиг, 1 приведена схема, изомет- J5 рия; на фиг. 2 - схема устройства, продольный разрез,
Поверхность стеклоизделия полируют электрической дугой 1, которую фиксируют в прикатодной области 2, а в 20 прианодной области 3 перемещают возвратно-поступательно переменным магнитным полем 4, Расстояние сГ от обрабатываемой поверхности до прианодной области фиксируется магнитным по- 25 лем 5. Изделие 6 перемещают со скоростью VV. Изделие имеет полированную поверхность 7. VA- скорость перемещения анодного пятна 8. Расстояние сГ от обрабатываемой поверхности до траек- ,30 тории перемещения прианодной области фиксируется магнитным полем 5 , причем расстояние с/1 поддерживается постоянным по воей ширине обработки, При обработке изделий с малым радиусом кривизны маг-,, нитное поле 5 изменяют синхронно с движением прианодной области, обеспечивая постоянство расстояния f, а при обработке изделий с большим радиусом кривизны магнитное поле 5 поддержива- о ется практически постоянным. Изделие 6 движется под прианодной областью электрической дуги, которая нагревает поверхность изделия и расплавляет ее до появления полированной полосы 7, д5 при этом по всей ширине прианодной зоны реализуются равные тепловые потоки, что обеспечивает постоянный класс чистоты обработки изделия по всей поверхности изделия,50
Анодное пятно 8 электрической дуги lf зафиксированной в прикатодной области 2, перемещается в прианодной области 3, под действием переменного магнитного поля 4, Расстояние между траекторией перемещения прианодной области и обрабатываемой поверхностью фиксируется магнитным полем 5, которое формируют из постоянного магнит55
, о 5 0
5
ного поля В . п и наложенного на него переменного магнитного поля В 4V (форма горизонтальной составляющей магнитной индукции В ч приведена на фиг, 2), Для поддержания равного расстояния между анодным пятном и поверхностью стеклоизделия 6 по ширине обработки образующая анода имеет форму обрабаты ваемой поверхности,
Скорость перемещения прианодной области электрической дуги регулируется частотой переменного напряжения, его величиной и формой электрического сигнала, подаваемого на вход соленоида, Амплитуда выбирается в зависимости от ширины обрабатываемого изделия и регулируется величиной переменного тока, протекающего через соленоид,
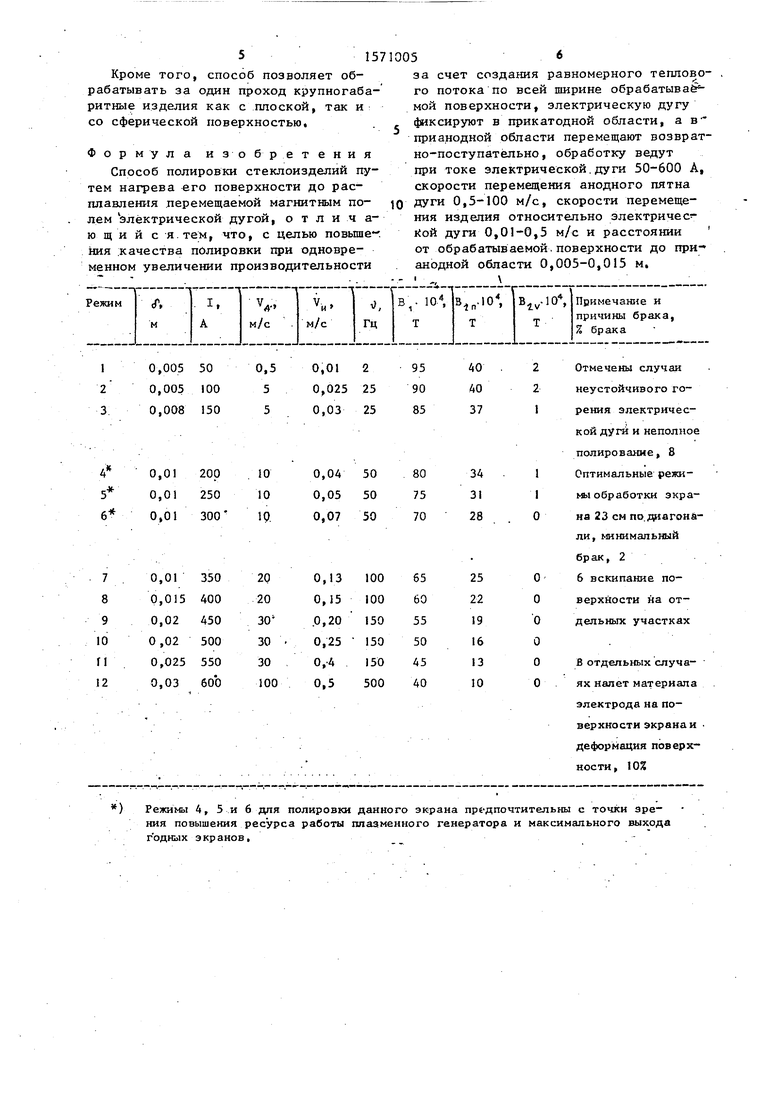
Пример, Прямоугольный экран ЭЛТ со сферической поверхностью с размером диагонали 23 см, изготовленный из щелочно-силикатного стекла, подвергают полировке электрической дугой электродугового плазменного генератора. Экран устанавливают горизонтально с возможностью горизонтального перемещения перпендикулярно траектории перемещения анодного пятна,
В таблице приведены значения V частота переменного напряжения, подаваемого на соленоид магнитного поля 4, В1 - вертикальная составляющая магнитной индукции на оси соленоида в точке пересечения с условной плоскостью, образованной перемещением электрической дуги, В 4 - горизонтальная составляющая магнитной индукции на середине оси выходных концов сердечника (магнитоводов) соленоида магнитного поля 5,
Для режимов 1-Т2 отмеченных в таблице, установлено, что класс частоты поверхности экранов во всех точках одинаковый.
Таким образом, предлагаемый способ позволяет, во-первых, повысить качество полировки за счет равномерного теплового воздействия по всей ширине рабочей зоны, что определяет одинаковый класс I чистоты по всей поверхности стеклоизделий, во-вторых, уменьшить количество брака за счет исключения динамического воздействия струи на поверхности изделия-, в-третьих, увеличить производительность за счет сокращения времени Обработки приблизительно в 10 раз по сравнению с известным независимо от размера экрана.
515
Кроме того, способ позволяет обрабатывать за один проход крупногабаритные изделия как с плоской, так и со сферической поверхностью.
Формула изобретения
Способ полировки стеклоизделий путем нагрева его поверхности до расплавления перемещаемой магнитным полем электрической дугой, отличающийся тем, что, с целью повыше ния качества полировки при одновременном увеличении производительности
5
за счет создания равномерного теплового потока по всей ширине обрабатываё - мой поверхности, электрическую дугу фиксируют в прикатодной области, а в прианодной области перемещают возвратно-поступательно, обработку ведут при токе электрической дуги 50-600 А, скорости перемещения анодного пятна
ДУГИ 0,5-100 м/с, скорости перемещения изделия относительно электрической дуги 0,01-0,5 м/с и расстоянии от обрабатываемой поверхности до при- анодной области 0,005-0,015 м.
-,
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПЛАЗМЕННОЙ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2092580C1 |
| СПОСОБ ДЕКОРАТИВНОЙ ОБРАБОТКИ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ | 1990 |
|
RU2065814C1 |
| СПОСОБ ПЛАЗМЕННОЙ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2121514C1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ ИЗДЕЛИЙ ДУГОВЫМ РАЗРЯДОМ В ВАКУУМЕ | 2012 |
|
RU2509824C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ УПРОЧНЕНИЯ ПОВЕРХНОСТИ ГОЛОВКИ РЕЛЬСА | 2001 |
|
RU2218430C2 |
| Способ сварки магнитоуправляемой дугой | 1990 |
|
SU1817742A3 |
| СПОСОБ ПЛАЗМЕННОЙ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ПОВЕРХНОСТНОГО СЛОЯ ДЕТАЛЕЙ И ПЛАЗМЕННАЯ ГОРЕЛКА ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ПОВЕРХНОСТНОГО СЛОЯ ДЕТАЛЕЙ | 1993 |
|
RU2021645C1 |
| ЭЛЕКТРОДУГОВОЙ ИСПАРИТЕЛЬ МЕТАЛЛОВ И СПЛАВОВ | 2013 |
|
RU2510428C1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЙ В ВАКУУМЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2091989C1 |
| Способ термической полировки стеклоизделий | 1985 |
|
SU1411303A1 |
Изобретение относится к электронной технике и предназначено для полировки поверхностей стеклоизделий, например экранов электронно-лучевых трубок. Цель изобретения - повышение качества полировки при одновременном увеличении производительности за счет создания равномерного теплового потока по всей ширине обрабатываемой поверхности. Полировку поверхности стеклоизделий осуществляют электрической дугой 1, которую фиксируют в прикатодной области 2, а в прианодной области 3 перемещают возвратно-поступательно над поверхностью изделия 6 переменным магнитным полем 4 в направлении, перпендикулярном поступательному перемещению изделия относительно электрической дуги. Расстояние от прианодной области электрической дуги до обрабатываемой поверхности поддерживают эквидистантным и фиксируют его магнитным полем 5. Ток электрической дуги 50-600 А, скорость возвратно-поступательного перемещения анодного пятна 8 электрической дуги 0,5-100 м/с. Скорость поступательного перемещения изделия относительно электрической дуги 0,01-0,5 м/с. Расстояние от обрабатываемой поверхности до прианодной области 0,005-0,015 м. 2 ил.
) Режимы 4, 5 и 6 для полировки данного экрана предпочтительны с точки зрения повышения ресурса работы плазменного генератора и максимального выхода годных экранов.
- t ft ft /// //,
Фиг. 2
| Способ обработки диэлектрика | 1977 |
|
SU715514A1 |
| Устройство для оплавления кромки стеклоизделий | 1974 |
|
SU513942A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
