Изобретение относится к обработке металлов давлением, в частности к устройствам для гибки штучных заготовок.
Целью изобретения является повышение производительности при изготовлении Z-образных деталей.
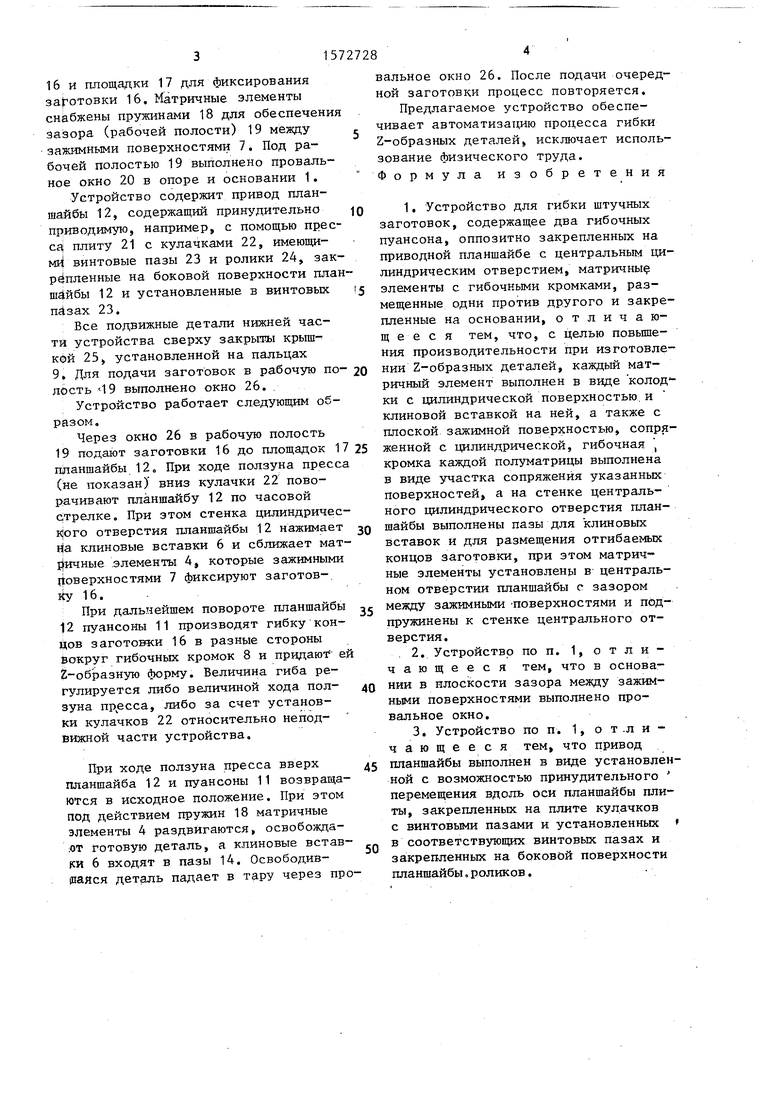
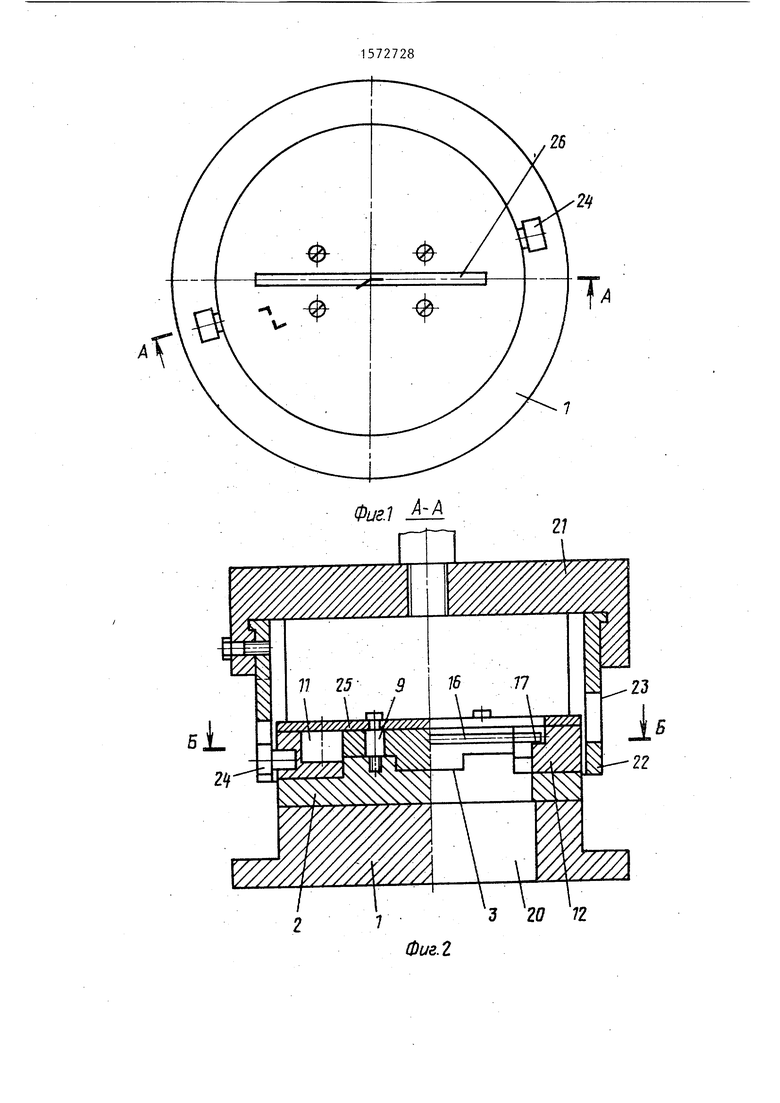
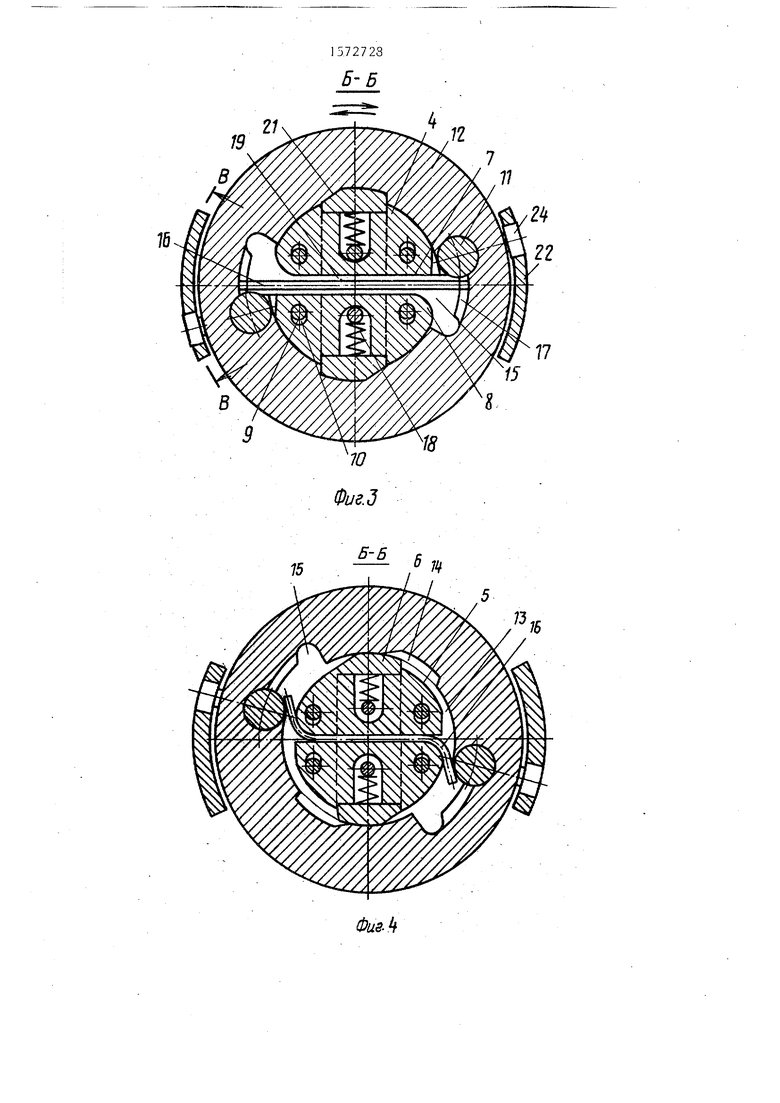
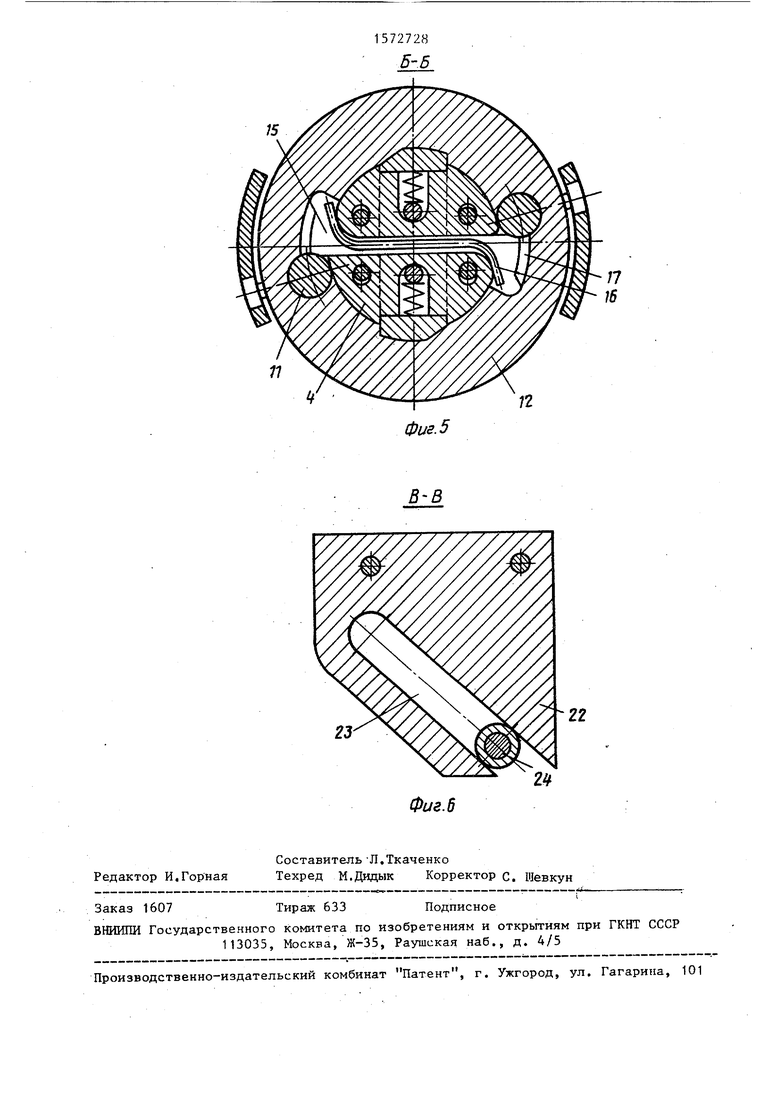
На фиг. 1 показана нижняя часть предлагаемого устройства, вид сверху; на фиг. 2 - разрез А-А на фиг.1; на фиг. 3 - разрез Б-Б на фиг. 2 (исходное положение); на фиг. 4 - то же, в конце гибки; на фиг. 5 - то же, после возврата рабочих частей в исходное положение; на фиг. 6 - сечение В-В на фиг. 3.
: Устройство состоит из основания 1, закрепленной на нем опоры 2 с направляющим пазом 3 для матричных
элементов 40 Каждый матричный элемент выполнен в виде колодки с цилиндрической поверхностью 5, на которой установлена клиновая вставка 6. Колодка имеет также плоскую зажимную поверхность 7„ Поверхности 5 и 7 сопрягаются с одной стороны гибочной кромкой 8. Каждая колодка крепится на опоре 2 с помощью пальцев 9, размещенных в продолговатых пазах 10 Устройство содержит также два гибочных пуансона 11, оппозитно закрепленных на приводной планшайбе 12, имеющей центральное цилиндрическое отверстие 13 для размещения матричных элементов 4. На стенках отверстия 13 выполнены клиновые пазы 14 для клиновых вставок 6, пазы 15 для размещения изгибаемых концов заготовки
ГО 00
16 и площадки 17 для фиксирования заготовки 16. Матричные элементы снабжены пружинами 18 для обеспечения зазора (рабочей полости) 19 между зажимными поверхностями 7. Под рабочей полостью 19 выполнено провальное окно 20 в опоре и основании 1.
Устройство содержит привод планшайбы 12, содержащий принудительно приводимую, например, с помощью пресса плиту 21 с кулачками 22, имеющими1 винтовые пазы 23 и ролики 24, закрепленные на боковой поверхности планшайбы 12 и установленные в винтовых пазах 23.
Все подвижные детали нижней части устройства сверху закрыты крышкой 25, установленной на пальцах 9. Для подачи заготовок в рабочую по- лесть 19 выполнено окно 26.
Устройство работает следующим образом.
Через окно 26 в рабочую полость 19 подают заготовки 16 до площадок 17 планшайбы 12. При ходе ползуна пресса (не показан) вниз кулачки 22 поворачивают планшайбу 12 по часовой стрелке. При этом стенка цилиндрического отверстия планшайбы 12 нажимает На клиновые вставки 6 и сближает матричные элементы 4, которые зажимными Поверхностями 7 фиксируют заготовку 16.
При дальнейшем повороте планшайбы 12 пуансоны 11 производят гибку концов заготовки 16 в разные стороны вокруг гибочных кромок 8 и придают ей Z-образную форму. Величина гиба регулируется либо величиной хода пол- зуна пресса, либо за счет установки кулачков 22 относительно неподвижной части устройства.
При ходе ползуна пресса вверх планшайба 12 и пуансоны 11 возвращаются в исходное положение. При этом под действием пружин 18 матричные элементы 4 раздвигаются, освобождает готовую деталь, а клиновые встав- (си 6 входят в пазы 14. Освободившаяся деталь падает в тару через провальное окно 26. После подачи очередной заготовки процесс повторяется. Предлагаемое устройство обеспечивает автоматизацию процесса гибки Z-образных деталей, исключает использование физического труда. Формула изобретения
1.Устройство для гибки штучных заготовок, содержащее два гибочных пуансона, оппозитно закрепленных на приводной планшайбе с центральным цилиндрическим отверстием, матричные элементы с гибочными кромками, размещенные одни против другого и закрепленные на основании, отличающееся тем, что, с целью повышения производительности при изготовлении Z-образных деталей, каждый матричный элемент выполнен в виде колодки с цилиндрической поверхностью и клиновой вставкой на ней, а также с плоской зажимной поверхностью, сопряженной с цилиндрической, гибочная , кромка каждой полуматрицы выполнена
в виде участка сопряжения указанных поверхностей, а на стенке центрального цилиндрического отверстия планшайбы выполнены пазы для клиновых вставок и для размещения отгибаемых концов заготовки, при этом матричные элементы установлены в центральном отверстии планшайбы с зазором между зажимными поверхностями и подпружинены к стенке центрального отверстия.
2.Устройство по п. 1, отличающееся тем, что в основании в плоскости зазора между зажимными поверхностями выполнено провальное окно.
3.Устройство по п. 1, отличающееся тем, что привод планшайбы выполнен в виде установленной с возможностью принудительного перемещения вдоль оси планшайбы плиты, закрепленных на плите кулачков
с винтовыми пазами и установленных в соответствующих винтовых пазах и закрепленных на боковой поверхности планшайбы.роликов.
26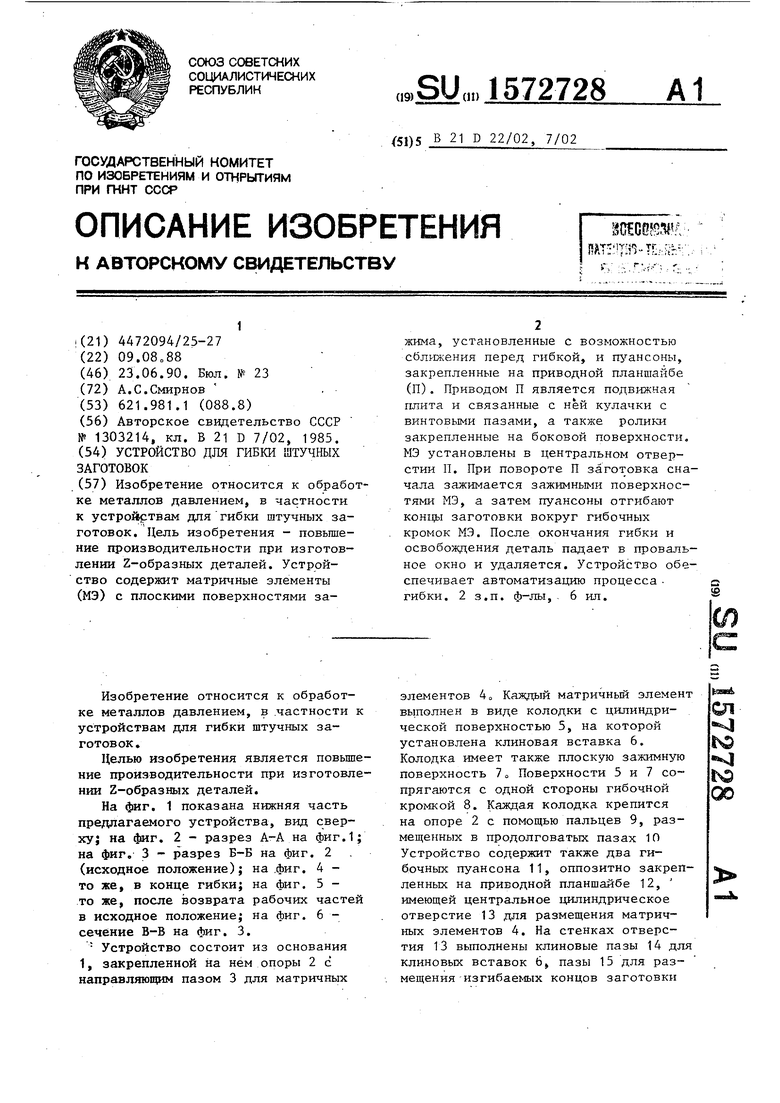
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическое устройство для штамповки штучных заготовок | 1979 |
|
SU871921A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ ТИПА ЧЕРВЯЧНЫЙ ХОМУТ И ПОЛУАВТОМАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2445180C1 |
| СТАНОК ДЛЯ ГИБКИ С РАСТЯЖЕНИЕМ | 1998 |
|
RU2147476C1 |
| Штамп автомат для двухпереходной гибки штучных заготовок | 1982 |
|
SU1038006A1 |
| Штамп для гибки деталей | 1990 |
|
SU1750790A1 |
| Гибочный штамп | 1985 |
|
SU1260065A1 |
| Гибочный штамп | 1990 |
|
SU1724407A1 |
| Универсально-гибочный автомат с приводом от центральной шестерни | 1984 |
|
SU1245381A1 |
| Автомат для сгибания фигурных изделий | 1981 |
|
SU963646A1 |
| Последовательно совмещенный штамп | 1990 |
|
SU1808445A1 |
Изобретение относится к обработке металлов давлением, в частности к устройствам для гибки штучных заготовок. Цель изобретения - повышение производительности при изготовлении Z-образных деталей. Устройство содержит матричные элементы (МЭ) с плоскими поверхностями зажима, установленные с возможностью сближения перед гибкой, и пуансоны, закрепленные на приводной планшайбе (П). Привод П является подвижная плита и связанные с ней кулачки с винтовыми пазами, а также ролики, закрепленные на боковой поверхности. МЭ установлены в центральном отверстии П. При повороте П заготовка сначала зажимается зажимными поверхностями МЭ, а затем пуансоны отгибают концы заготовки вокруг гибочных кромок МЭ. После окончания гибки и освобождения деталь падает в провальное окно и удаляется. Устройство обеспечивает автоматизацию процесса гибки. 2 з.п. ф-лы, 6 ил.
Фиг.1 ±А
19
В
12
17
5-6
73
76
Физ.Ь
15
71
23
П
Фиг. 5
22
| Устройство для гибких преимущественно @ -образных деталей из штучных заготовок | 1985 |
|
SU1303214A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
