Изобретение относится к обработке металлов давлением и может быть использовано при прокатке в универсальных реверсивных клетях.
Цель изобретения - увеличение выхода годного металла за счет снижения продольной разноширинности проката.
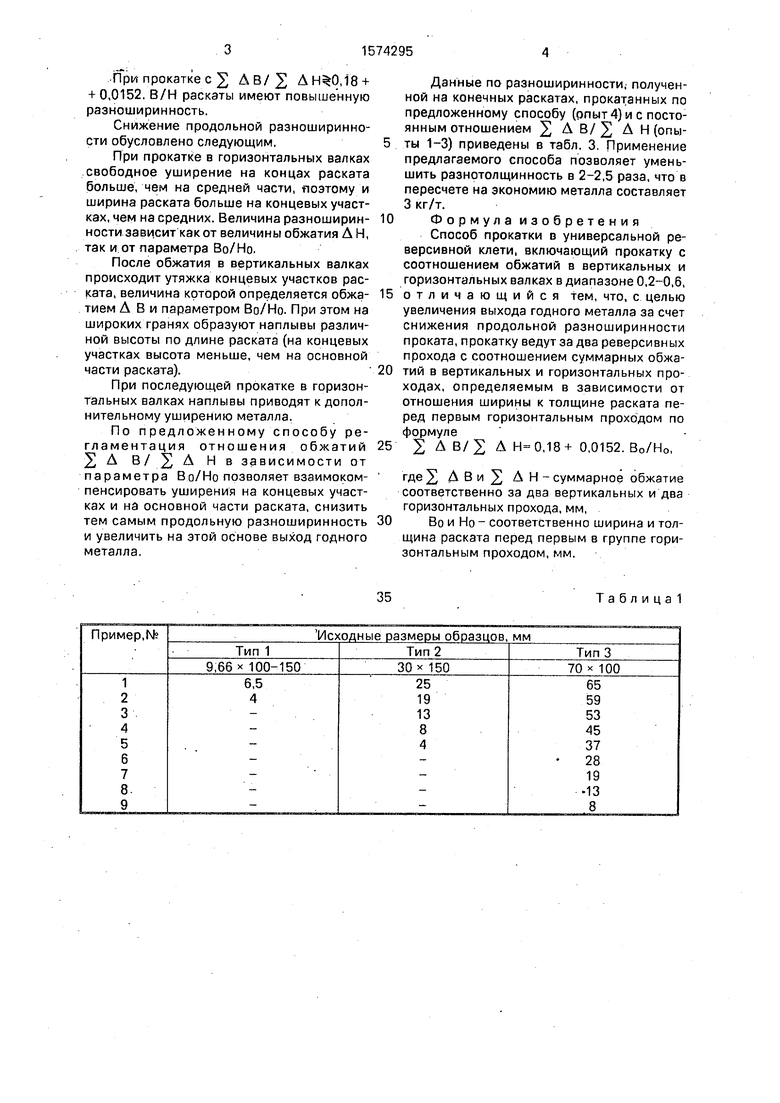
На чертеже представлена зависимость оптимального с точки зрения минимизации продольной разноширинности проката отношения суммарных обжатий за два вертикальных ( А В) и два горизонтальных (2 АН) прохода от отношения ширины к толщине раската перед первым горизонтальным проходом (Во/Но).
Способ осуществляют следующим образом.
Пример. Три типоразмера образцов поперечным сечением 70 х 100; 30 х 150 и. 9,66х 100-150 мм одинаковой длины прокатывают в горизонтальных (Г) и вертикальных (В) валках по схеме: Г-В-В-Г и т.д. При постоянном для каждого типоразмера образцов
режиме обжатий в горизонтальных валках (А Н) (см. табл. 1) варьируют обжатия в вертикальных валках, меняя отношение А В/А Н от 0,2 до 0,6. После каждого прохода измеряют ширину переднего, среднего и заднего участков раскатов, а после каждой группы проходов 2) А В и А Н.
Результаты исследования влияния отношения А В/ 2 А Н на разноширинность раскатов (Вп - Вс)(Вз - Вс), где Вп, Вси В3-шири на соответствен но переднего, среднего и заднего участков раската, приведены в табл.2.
Зависимость А В/ АН, при котором раскаты имеют наименьшую продольную разноширинность, от В/Н носит линейный характер и описывается уравнением вида
2 А В/2 А ,18+ 0,0152. В/Н.
(Л
С
ел
2
го
сл
При прокатке с 2 ЛВ/Ј АН%0,18 + + 0,0152. В/Н раскаты имеют повышенную разноширинность.
Снижение продольной разноширинно- сти обусловлено следующим.
При прокатке в горизонтальных валках свободное уширение на концах раската больше, чем на средней части, яоэтому и ширина раската больше на концевых участках, чем на средних. Величина разноширин- ности зависит как от величины обжатия А Н, так и от параметра Во/Но.
После обжатия в вертикальных валках происходит утяжка концевых участков раската, величина которой определяется обжа- тием А В и параметром Во/Но. При этом на широких гранях образуют наплывы различной высоты по длине раската (на концевых участках высота меньше, чем на основной части раската).
При последующей прокатке в горизонтальных валках наплывы приводят к дополнительному уширению металла.
По предложенному способу регламентация отношения обжатий 2 А В / 2 А Н в зависимости от параметра Во/Но позволяет взаимоком- пенсировать уширения на концевых участках и на основной части раската, снизить тем самым продольную разноширинность и увеличить на этой основе выход годного металла.
Данные по разноширинности, полученной на конечных раскатах, прокатанных по предложенному способу (рпыт 4) и с постоянным отношением Ј А В/ АН (опыты 1-3) приведены в табл. 3. Применение предлагаемого способа позволяет уменьшить разнотолщинность в 2-2,5 раза, что в пересчете на экономию металла составляет 3 кг/т.
Формула изобретения Способ прокатки в универсальной реверсивной клети, включающий прокатку с соотношением обжатий в вертикальных и горизонтальных валках в диапазоне 0,2-0,6, отличающийся тем, что, с целью увеличения выхода годного металла за счет снижения продольной разноширинности проката, прокатку ведут за два реверсивных прохода с соотношением суммарных обжатий в вертикальных и горизонтальных проходах, определяемым в зависимости от отношения ширины к толщине раската перед первым горизонтальным проходом по формуле 2) А В/ 2 А Н 0,18+ 0,0152. Во/Но,
где А В и 2 АН -суммарное обжатие соответственно за два вертикальных и два горизонтальных прохода, мм,
Во и Но - соответственно ширина и толщина раската перед первым в группе горизонтальным проходом, мм.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прокатки толстых листов | 1982 |
|
SU1091950A1 |
| Способ прокатки слитков и слябов | 1986 |
|
SU1565550A1 |
| Способ прокатки толстых листов | 1988 |
|
SU1556777A1 |
| Способ прокатки листов и полос в реверсивной вертикальной клети | 1990 |
|
SU1722625A1 |
| Способ прокатки листов из слитков | 1982 |
|
SU1097400A1 |
| Способ горячей прокатки на широкополосном стане | 1987 |
|
SU1507464A1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ СТАЛЬНЫХ ПОЛОС | 2004 |
|
RU2273535C1 |
| ЛИСТОПРОКАТНЫЙ СТАН С УДЛИНЕННЫМИ РАБОЧИМИ ВАЛКАМИ | 2011 |
|
RU2499637C2 |
| Способ горячей прокатки полос и листов | 1986 |
|
SU1509142A1 |
| СПОСОБ ПРОКАТКИ СЛЯБОВ ИЗ СЛИТКОВ | 2010 |
|
RU2453384C2 |

Изобретение относится к обработке металлов давлением и может быть использовано при прокатке в универсальных реверсивных клетях. Целью изобретения является увеличение выхода годного металла за счет снижения продольной разноширинности проката. Сущность изобретения заключается в том, что прокатку в каждой группе из двух пар реверсивных проходов осуществляют с соотношением суммарных обжатий в вертикальных и горизонтальных проходах, определяемым в зависимости от отношения ширины к толщине раската перед первым в группе горизонтальным проходом по формуле. Изобретение позволяет уменьшить разноширинность в 2,0 - 2,5 раза и за счет этого обеспечить экономию металла около 3 кг/т. 1 ил., 3 табл.
35
Т а б л и ц а 1
разноширинность раскатов: числитель Вп-Вс, знаменатель В3-ВС.
Таблица2
I а б л и ц а 3
i+l Z&51
ОТ 0,6
0,5 0,4 0,3 0.2
15
20
Boi HOi
| Авторское свидетельство СССР №914119, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
