Изобретение относится к обработке металлов давлением и может быть использовано в трубном производстве при изготовлении особоточных труб по внутреннему диаметру, например, при изготовлении биметаллических волноводов.
Целью изобретения является улучшение качества готовых изделий за счет снижения овальности и кривизны, в том числе мелкопериодной кривизны, внутренней поверхности трубы.
На чертеже представлена оправка для осуществления способа раздачи труб, общий вид.
Оправка содержит стержень 1, на котором с помощью гайки 2 закреплены деформирующие элементы 3 - 5 и цилиндрические направляющие 6 и 7, Для соединения оправки с тяговым органом на стержне 1 закреплен элементе. Деформирующие элементы 4
и 5 между собой разделены дистанционной втулкой 9.
Способ осуществляют следующим образом.
Термообработанную трубу устанавливают, например, на волочильный стан, оборудованный устройством для осевого натяжения, и натягивают трубу в осевом направлении. Затем на внутреннюю поверхность трубы наносят смазку и вводят в ее полость штангу, соединенную одним концом с волочильной тележкой. Ко второму концу штанги подсоединяют оправку и ее вводят в полость трубы. Деформирование трубы производят с помощью сборной с последовательно расположенными деформирующими элементами 3-5 оправки, снабженной цилиндрическими направляющими 6 и 7, под действием осевого усилия волочильного стана. Для стабильного удерсл VJ J
CJ
ю о
жания сборной оправки на оси обрабатываемой трубы используют цилиндрические на- правляющие с отношением наружного диаметра Он (dH) к внутреннему диаметру трубы DT (dT) в зоне расположения направляющей, равным 1±0,8 тг где От и Е соответственно предел текучести и модуль упругости материала трубы, причем направляющие размещены по крайней мере после первого и последнего деформирующих элементов.
Цилиндрические направляющие в процессе раздачи трубы задают прямолинейную ось для обработки трубы и в связи с этим распределяют пластическую деформацию в окружном направлении раздаваемого сечения таким образом, что его ось после раздачи совпадает с заданной осью для обработки трубы.
При отношении диаметров больше величины 1+ 0,8-р- затруднено ведение процесса раздачи из-за появления задиров на внутренней поверхности трубы. При отношении диаметров меньше величины
1-0,8 - не обеспечивается устойчивое положение оправки и снижается точность внутреннего канала трубы по овальности и мелкопериодной кривизне.
При обработке труб, у которых жесткость в поперечном направлении соизмерима с жесткостью оправки, цилиндрические направляющие размещают на оправке после каждого деформирующего элемента.
Конкретный пример применения способа раздачи труб при калибровании пятиметровой биметаллической трубы (сталь 20+ + медь) с диаметром внутреннего канала 69 ± 0,2 мм на диаметр 70+ 0,03 мм, используемой для изготовления биметаллического волновода. Сборная оправка содержала семь последовательно расположенных деформирующих элементов с наружным диаметром цилиндрического пояска 69,3; 69,6; 69,9; 70,0; 70,05; 70.08 и 70,1 мм. После первого и последнего деформирующих элементов размещались цилиндрические направляющие. При раздаче труб использовали 6 комплектов цилиндрических направляющих, отличающихся друг от друга наружным диаметром, При этом цилиндрические направляющие имели длину 70 мм, равную внутреннему диаметру трубы.
Трубы после раздачи контролировали через каждые 50 мм внутренней диаметр, овальность и мелкопериодную кривизну. Величину мелкопериодной кривизны оценивали по средне-квадратичным значениям скачков (V5x ) определяемых как разность угловых отклонений оси внутреннего канала на соседних участках (Ах ). Приведенная величина шага (50 мм) мелкопериодной кривизны является оптимальной для контроля качества внутренней поверхности биметаллических волноводов.
Результаты контроля геометрических параметров внутренней поверхности биметаллическихтрубприведенывтаблице.Экспериментальные данные свидетельствуют, что наиболее устойчивое положение оправки достигается при использовании цилиндрических направляющих, у которых
отношение наружного диаметра к внутреннему диаметру трубы в зоне расположения
Высо направляющей равно
1 ±0,8 Ј
кая точность внутренней поверхности биметлалических волноводов обеспечивает снижение электрических потерь антенно- волноводного тракта и увеличение его пропускной способности.
Формула изобретения
Способ раздачи труб, при котором трубу последовательно деформируют по участкам путем протягивания через нее сборной оправки с цилиндрическими направляющими и последовательно расположенными и увеличивающимися в диаметре деформирующими элементами, отличающийся тем, что, с целью улучшения качества готовых изделий за счет снижения овальности и кривизны, втом числе мелкопериодной кривизны, внутренней поверхности трубы, деформирование осуществляют оправкой, цилиндрические направляющие которой размещены по крайней мере после первого и последнего деформирующих элементов, а
отношение диаметра цилиндрической направляющей к внутреннему диаметру трубы в зоне расположения направляющей определяется по следующей математической зависимости:
dH.+rtpOr
d7 1±0 8r
где - диаметр цилидрической направляющей;
dr - внутренний диаметр трубы в зоне
расположения направляющей;
Of - предел текучести материала трубы; Е - модуль упругости материала трубы.
8236 4
5 1 

| название | год | авторы | номер документа |
|---|---|---|---|
| ОПРАВКА ДЛЯ КАЛИБРОВАНИЯ ВНУТРЕННЕГО КАНАЛА ТРУБ | 2014 |
|
RU2580262C2 |
| Способ раздачи труб | 1989 |
|
SU1625556A1 |
| Способ волочения труб | 1990 |
|
SU1731330A1 |
| СПОСОБ РЕМОНТА НАСОСНО-КОМПРЕССОРНЫХ ТРУБ | 2007 |
|
RU2338053C2 |
| Способ изготовления биметаллических волноводов | 1989 |
|
SU1709440A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ ХОЛОДНОДЕФОРМИРОВАННЫХ ТРУБ | 1999 |
|
RU2152281C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ ТРУБ | 1971 |
|
SU301251A1 |
| Способ сварки кольцевых стыков | 1986 |
|
SU1391843A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ИЗДЕЛИЙ ВТУЛОЧНОГО ТИПА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2091200C1 |
| СПОСОБ ВОЛОЧЕНИЯ ТРУБ | 1992 |
|
RU2014923C1 |
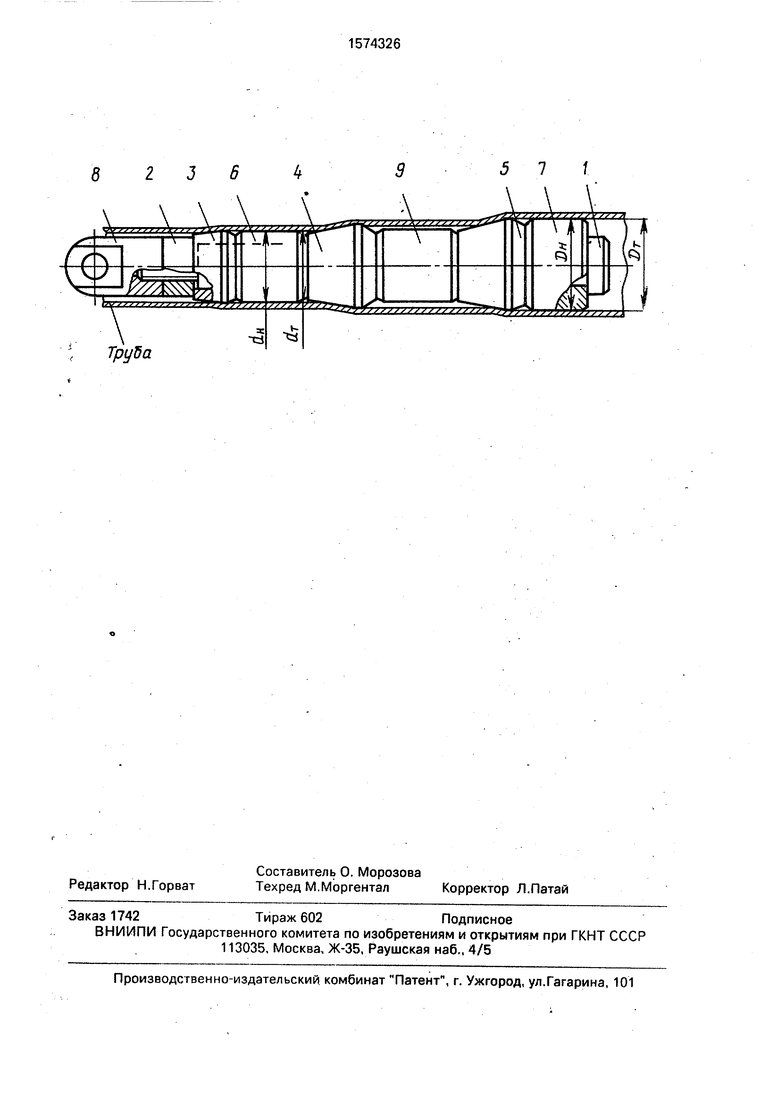
Изобретение относится к обработке металлов давлением и используется в производстве труб при изготовлении особоточных труб по внутреннему диаметру, например при изготовлении биметаллических волноводов. Цель изобретения - улучшение качества готовых изделий за счет снижения овальности и кривизны, в том числе мелкопериодной кривизны внутренней поверхности трубы. Способ заключается в том, что трубу деформируют по участкам, протягивая через нее сборную оправку с цилиндрическими направляющими (ЦН) 6 и 7 и деформирующими элементами (ДЭ) 3,4 и 5. При этом ЦН расположены по крайней мере после ДЭ 3 и 4, а отношение наружного диаметра ЦН к внутреннему диаметру трубы в зоне расположения ЦН определяется по приведенной математической зависимости. 1 ил., 1 табл.
| Розенберг A.M | |||
| Расчет и проектирование твердосплавных деформирующих протяжек и процесса протягивания | |||
| Киев: Наукова думка, 1978, с | |||
| Солесос | 1922 |
|
SU29A1 |
