Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении холоднодеформированных труб.
Известен способ волочения труб через две волоки, включающий обжатие заготовки на оправке в первой волоке и редуцирование во второй, при этом величина деформации в первой волоке составляет 40-50%, а во второй волоке - 12-14% от величины деформации в первой волоке [1].
Недостатком этого способа является то, что деформационная зона имеет по контактной поверхности высокий уровень сил трения, ограничивающий степень разовой деформации.
Наиболее близким к предлагаемому является способ волочения труб путем протягивания трубчатой заготовки на ступенчатой цилиндрической оправке последовательно через роликовую и кольцевую волоки за один проход, причем в роликовой волоке трубчатую заготовку деформируют по диаметру и толщине стенки со степенью деформации, составляющей 0,1-0,8 от суммарной деформации [2].
Недостатком указанного способа волочения является то, что в роликовой волоке создается деформационная зона с невысокой степенью деформации, так как в ней осуществляется наряду с обжатием стенки редуцирование трубчатой заготовки. В связи с этим при одной и той же деформации более интенсивно возрастают по разъему калибра зазоры, ограничивающие степень деформации в роликовой волоке.
Целью изобретения является повышение разовой деформации по диаметру при волочении трубчатой заготовки на закрепленной оправке через две последовательно установленные волоки, одна из которых роликовая.
Для этого в способе волочения труб, включающем деформацию трубчатой заготовки по диаметру и толщине стенки в двух последовательно расположенных волоках, одна из которых роликовая, на закрепленной оправке, редуцирование трубчатой заготовки осуществляют на размер, равный наружному диаметру трубы в первой по ходу волочения кольцевой волоке, а обжатие стенки производят в роликовой волоке на оправке с обратной конусностью на размер, равный толщине стенки трубы.
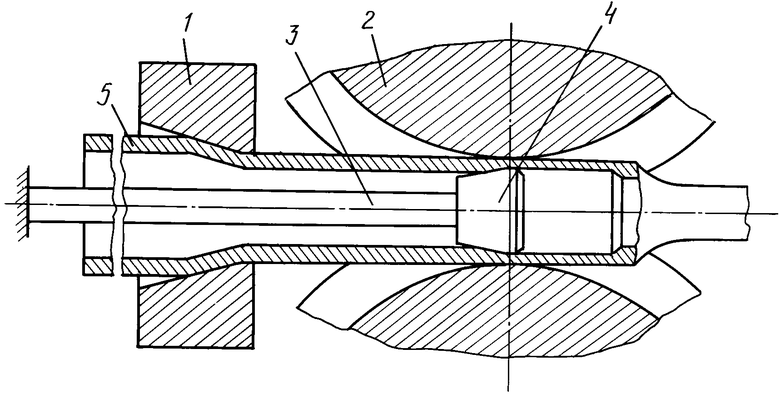
Сущность способа поясняется чертежом, где показаны кольцевая волока 1, роликовая волока 2 с приводным или неприводными роликами, стержень 3, оправка 4 увеличивающегося диаметра по ходу волочения с обратной конусностью 4 трубчатая заготовка 5.
Предлагаемый способ осуществляют следующим образом.
Перед волочением труб на волочильный стан устанавливают кольцевую волоку 1 с диаметром калибрующего участка, равным наружному диаметру трубы, роликовую волоку 2 с приводными или неприводными роликами, образующими круглый калибр, равный диаметру кольцевой волоки, и закрепленную на стержне 3 оправку 4 с обратной конусностью, у которой диаметр большего основания равен внутреннему диаметру трубы. Стержень 3 фиксируется в положении, при котором оправка 4 располагается в роликовой волоке 2. Для волочения в качестве трубчатой заготовки 5 используют трубу, на конце которой предварительно забивают захватку. Наносят на трубчатую заготовку технологическую смазку и надевают ее на стержень 3, на конце которого закреплена оправка 4 с обратной конусностью. Задают трубчатую заготовку 5 вместе с оправкой 4 захваткой в кольцевую волоку 1 и роликовую волоку 2 с волочильной тележкой (не показана) протягивают ее через волоки 1 и 2. При протягивании трубчатой заготовки она подвергается редуцированию по наружному диаметру на размер, равный наружному диаметру трубы в кольцевой волоке, а в роликовой волоке осуществляется обжатие стенки на оправке 4 с обратной конусностью на заданную толщину. Например, при изготовлении труб размером 20х1 мм использовали трубчатую заготовку размером 25 х 1,4 м. На переднем конце трубчатой заготовки забивали захватку, наносили технологическую смазку и протягивали через кольцевую и роликовую волоки диаметром 20 мм на оправке с диаметром 18 мм и углом наклона образующей 10о. При этом обжатие стенки изнутри составляло 0,4 мм.
При волочении по прототипу металл из-за переполнения калибра затекал в зазоры по его размеру, что приводило к задирам и нарушению процесса волочения.
Таким образом, предлагаемый способ позволяет повысить разовую деформацию за проход благодаря рациональному созданию деформационной зоны в роликовой волоке.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВОЛОЧЕНИЯ ТРУБ | 1992 |
|
RU2030941C1 |
| СПОСОБ ВОЛОЧЕНИЯ ТРУБ НА КОНИЧЕСКОЙ ОПРАВКЕ | 1992 |
|
RU2014925C1 |
| СПОСОБ ВОЛОЧЕНИЯ ТРУБ НА ЦИЛИНДРИЧЕСКОЙ ОПРАВКЕ | 1992 |
|
RU2014924C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ | 1991 |
|
RU2010637C1 |
| ТЕХНОЛОГИЧЕСКИЙ ИНСТРУМЕНТ ДЛЯ ВОЛОЧЕНИЯ ТРУБ | 2000 |
|
RU2168381C1 |
| Способ волочения труб | 1990 |
|
SU1731331A1 |
| Технологический инструмент для продольной прокатки труб | 1990 |
|
SU1754235A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ | 1991 |
|
RU2010640C1 |
| Способ продольной прокатки труб | 1990 |
|
SU1764726A1 |
| Способ волочения труб | 1990 |
|
SU1731330A1 |
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении холоднодеформированных труб. Целью изобретения является повышение разовой деформации, которая достигается волочением трубчатой заготовки через две кольцевую и роликовую последовательно установленные волоки на закрепленной оправке. В первой производят только редуцирование на конечный наружный диаметр. Обжатие стенки производят в роликовой волоке на оправке с обратной конусностью на размер, равный толщине стенки трубы. 1 ил.
СПОСОБ ВОЛОЧЕНИЯ ТРУБ, включающий деформацию заготовки в последовательно установленных кольцевой и роликовой волоках на закрепленной оправке, отличающийся тем, что осуществляют сначала в кольцевой волоке редуцирование трубы на конечный наружный диаметр, а затем обжимают ее стенку изнутри в роликовой волоке на оправке увеличивающегося по ходу волочения диаметра с расположением наибольшего в осевой плоскости ролика.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ изготовления труб | 1977 |
|
SU728956A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
