1
(21)4242255/31-02
(22)06.03.87
(46) 30.06.90. Бюл. № 24
(71)Ижевский механический институт
(72)В.Л. Тимофеев
(53)621.746.393(088.8;
(56)Авторское свидетельство СССР № 495145, кл. В 22 D 7/08, 1975.
Авторское свидетельство СССР (Р 599913, кл. В 22 D 7/08, 1978.
(54)УСТРОЙСТВО ДЛЯ ОТЛИВКИ СЛИТКОВ
(57)Изобретение относится к металлургии и может быть использовано для отливки слитков из вторичных цветных металлов. 11ель изобретения - повышение качества основной части металла
за счет смещения зоны с макродефектами к боковой стенке слитка. Устройство содержит поддон с сифонными проводками, установленные на нем объемные боковые и торцовые стенки изложницы и размещенную в полости изложницы разделительную многосекционную вставку, выполненную в виде основной вертикальной перегородки, расположенной по центру полости параллельно боковым стенкам, и яестко связанных с ней вторичных перегородок. При этом толщина перегородок составляет 0,001-0,02 расстояния между боковыми стенками изложницы, а сами перегородки выполнены из металлических, неметаллических или комбинированных материалов. 2 ил.
§
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сифонной разливки стали | 1979 |
|
SU829320A1 |
| Устройство для сифонной отливки горизонтальных слитков | 1989 |
|
SU1629144A1 |
| СИФОННАЯ ПРОВОДКА С КРУГЛЫМ СЕЧЕНИЕМ КАНАЛА ДЛЯ ПОДВОДА МЕТАЛЛА | 1992 |
|
RU2048958C1 |
| Устройство для получения трехслойного слитка | 1987 |
|
SU1502170A1 |
| Устройство для сифонной отливки слитков | 1990 |
|
SU1759535A1 |
| Способ получения плоских слитков направленной кристаллизацией | 1990 |
|
SU1825323A3 |
| Устройство для сифонной отливки трубных слитков | 1990 |
|
SU1752494A1 |
| Стаканчик для сифонной разливки стали | 1982 |
|
SU1069926A1 |
| Поддон для отливки слитков | 1984 |
|
SU1186368A1 |
| Способ сифонной разливки слитков | 1988 |
|
SU1613245A1 |
Изобретение относится к металлургии и может быть использовано для отливки слитков из вторичных цветных металлов. Цель изобретения - повышение качества основной части металла за счет смещения зоны с макродефектами к боковой стенке слитка. Устройство содержит поддон с сифонными проводками, установленные на нем объемные боковые и торцовые стенки изложницы и размещенную в полости изложницы разделительную многосекционную вставку, выполненную в виде основной вертикальной перегородки, расположенной по центру полости изложницы параллельно боковым стенкам, и жестко связанных с ней вторичных перегородок. При этом толщина перегородок составляет 0,001 - 0,02 расстояние между боковыми стенками изложницы, а сами перегородки выполнены из металлических, неметаллических или комбинированных материалов. 2 ил.
I
Изобретение относится к металлургии, а именно к устройствам для отливки слитков, и может быть использовано для отливки слитков из вторичных цветных сплавов.
Цель изобретения - повышение качества основной части металла за счет смещения зоны с макроскопическими дефектами к боковой стенке слитка.
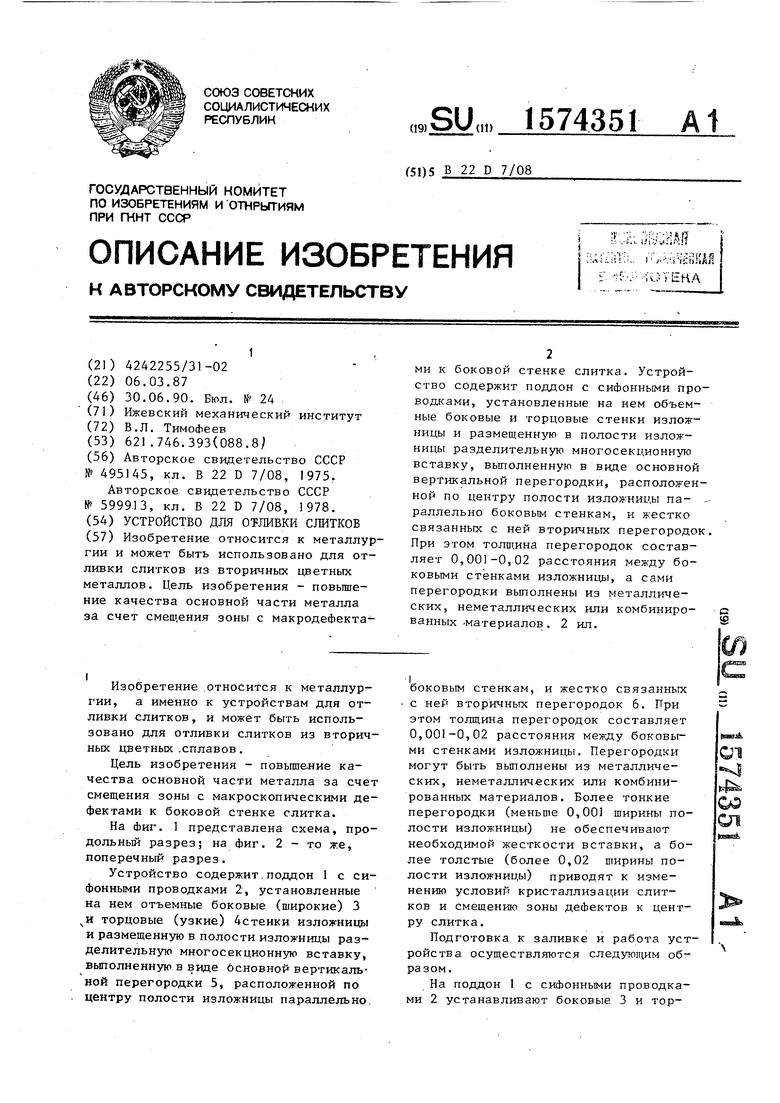
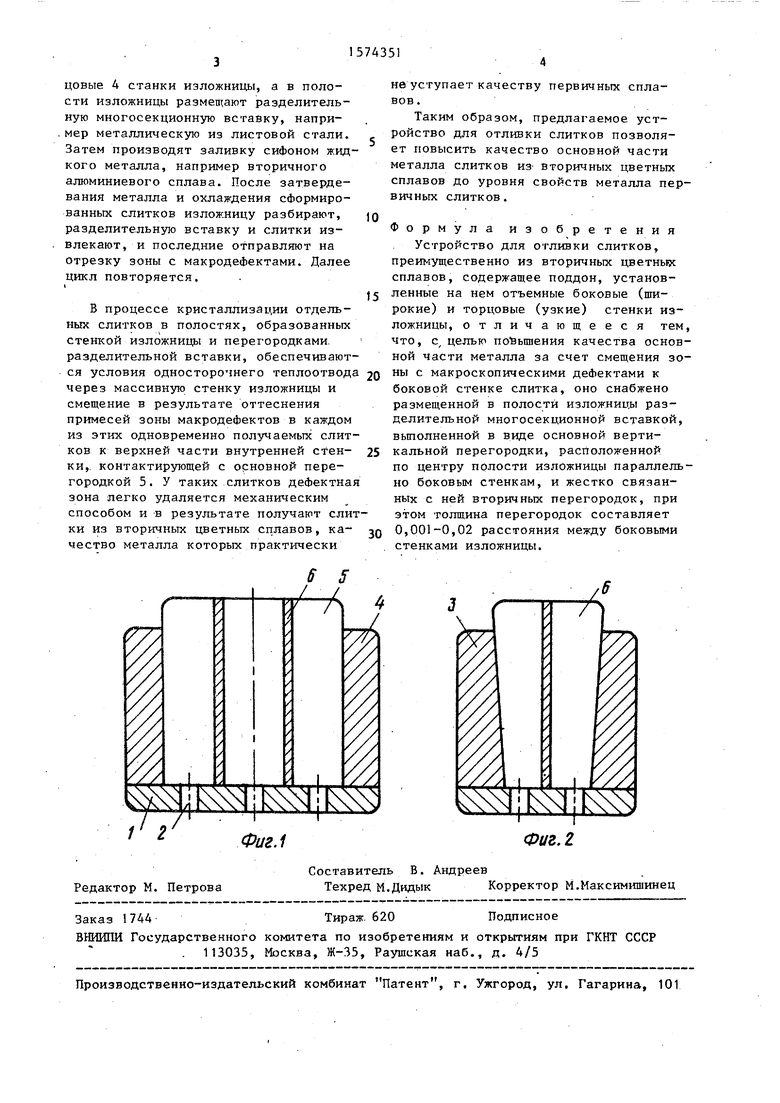
На фиг. 1 представлена схема, продольный разрез; на фиг. 2 - то же, поперечный разрез.
Устройство содержит поддон 1 с сифонными проводками 2, установленные на нем отъемные боковые (широкие) 3 чи торцовые (узкие) 4стенки изложницы и размещенную в полости изложницы разделительную многосекционную вставку, выполненную в виде бсновной вертикальной перегородки 5, расположенной по центру полости изложницы параллельно
1аиго
боковым стенкам, и жестко связанных с ней вторичных перегородок 6. При этом толщина перегородок составляет 0,001-0,02 расстояния между боковыми стенками изложницы. Перегородки могут быть выполнены из металлических, неметаллических или комбинированных материалов. Более тонкие перегородки (меньше 0,001 ширины полости изложницы) не обеспечивают необходимой жесткости вставки, а более толстые (более 0,02 ширины полости изложницы) приводят к изменению условий кристаллизации слитков и смещению зоны дефектов к центру слитка.
Подготовка к заливке и работа устройства осуществляются следующим образом.
На поддон 1 с сифонными проводками 2 устанавливают боковые 3 и торсо
цовые 4 станки изложницы, а в полости изложницы размещают разделительную многосекционную вставку, например металлическую из листовой стали. Затем производят заливку сифоном жидкого металла, например вторичного алюминиевого сплава. После затвердевания металла и охлаждения сформированных слитков изложницу разбирают, разделительную вставку и слитки извлекают, и последние отправляют на отрезку зоны с макродефектами. Далее цикл повторяется.
В процессе кристаллизации отдельных слитков в полостях, образованных стенкой изложницы и перегородками разделительной вставки, обеспечиваются условия односторочнего теплоотвода через массивную стенку изложницы и смещение в результате оттеснения примесей зоны макродефектов в каждом из этих одновременно получаемых слитков к верхней части внутренней стен- ки, контактирующей с основной перегородкой 5. У таких слитков дефектная зона легко удаляется механическим способом и в результате получают слитки из вторичных цветных сплавов, ка- чество металла которых практически
6 5
//
Л
+
1
Фиг л
не уступает качеству первичных сплавов.
Таким образом, предлагаемое устройство для отливки слитков позволяет повысить качество основной части металла слитков из вторичных цветных сплавов до уровня свойств металла первичных слитков.
Формула изобретения
Устройство для отливки слитков, преимущественно из вторичных цветные сплавов, содержащее поддон, установленные на нем отъемные боковые (широкие) и торцовые (узкие) стенки изложницы, отличающееся тем, что, с, целью повышения качества основной части металла за счет смещения зоны с макроскопическими дефектами к боковой стенке слитка, оно снабжено размещенной в полости изложницы разделительной многосекционной вставкой, выполненной в виде основной вертикальной перегородки, расположенной по центру полости изложницы параллельно боковым стенкам, и жестко связанных с ней вторичных перегородок, при этом толщина перегородок составляет 0,001-0,02 расстояния между боковыми стенками изложницы.
4
/
Фиг. 2
