Изобретение относится к порошковой металлургии, в частности к устройствам для прокатки профилей из порошковых материалов.
Наиболее близким к предлагаемому является валковый комплект для прокатки профилей из порошковых материалов, который включает два валка, нижний из которых выполнен с ручьем, а верхний - с буртом. Кроме того, комплект снабжен размещенным в ручье нижнего валка упругим кольцом-бандажом с наружной поверхностью, соответствующей поверхности ручья нижнего валка, и с ручьем, имеющим вертикальные стенки, и разжимающим узлом для упругого деформирования кольца-бандажа, при этом выступ верхнего валка установлен с возможностью кон такта со стенками ручья кольца-бандажа, разжимающий узел размещен на выходе из валков, а диаметр кольца- бандажа превышает диаметр валка. Цельное кольцо-бандаж обладает низкой стойкостью вследствие появления концентраторов напряжений в углах, образованных наружными поверхностями кольца-бандажа, которые приводят к его усталостному разрушению.
Цель изобретения - повышение стойко сти валкового комплекта.
Поставленная цель достигается тем, что в валковом комплекте для прокатки профилей из порошковых материалов упругое кольцо-бандаж выполнено составным из ( трех колец - двух боковых и центрального, расположенного между боковыми кольцами с возможностью контакта с их внутренними поверхностями, причем внутренние повер хности боковых колец выполнены наклонными и сходящимися к оси нижнего валка или по крайней мере параллельными вертикальной плоскости симметрии ручья.
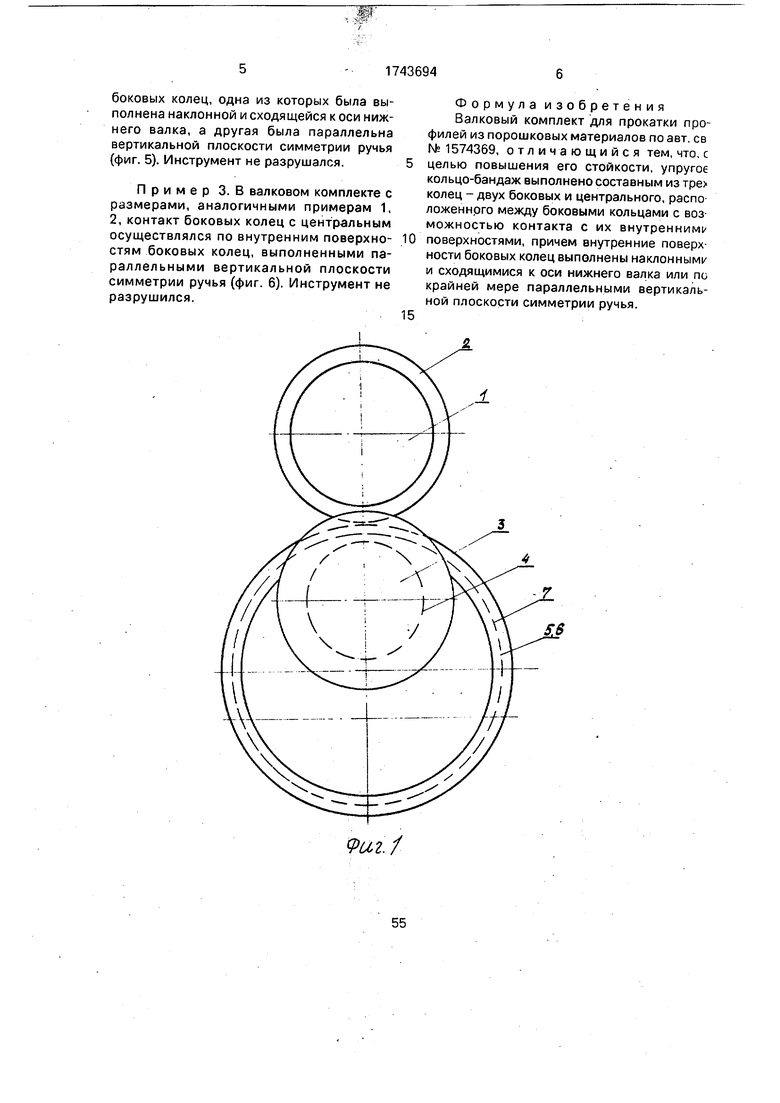
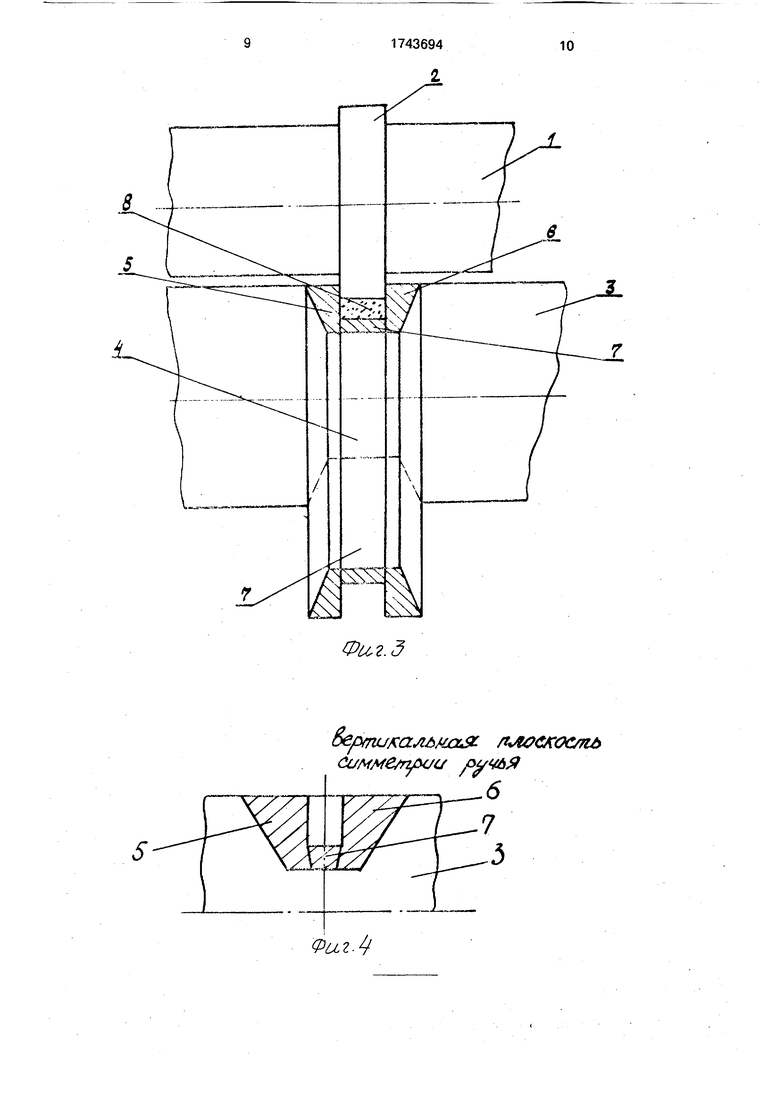
На фиг. 1 представлен валковый комплект для прокатки профилей из порошковых материалов; на фиг. 2, 3 - разрезы очага деформации с различными контактами боковых и центральных колец; на фиг 4-6 - варианты выполнения кольца-бандажа
Валковый комплект состоит Й з валка 1 (фиг. 1, 2, 3) с буртом 2, валка 3 с ррезным ручьем 4, в который помещено упругое кольцо-бандаж, выполненное составным из трех колец - двух боковых 5 и 6 (фиг. 2-6) и центрального 7, расположенного между боковыми кольцами с возможностью контакта с их внутренними поверхностями. Составные кольца 5, 6 и 7 образуют ручей 8 (фиг. 2, 3) упругого кольца-бандажа. Причем боковые кольца 5 и б выполнены специальным образом с наружными поверхностями, соответствующими профилю ручья 4 нижнего
валка 3. Центральное кольцо 7, расположенное между боковыми .кольцами 5. 6, образует дно ручья 8 упругого кольца-бандажа. Боковые и центральные кольца имеют диаметр больший диаметра валка 3 с ручьем 4. Контакт центрального кольца 7 с боковыми кольцами 5, 6 осуществляется по внутренним поверхностями боковых колец 5, 6, которые выполнены наклонными и
сходящимися к оси нижнего валка 3 (фиг. 4, 5). Кроме того, контакт центрального кольца 7 с боковыми кольцами 5, 6 выполнен по внутренним поверхностям боковых колец 5. 6, которые выполнены параллельными вертикальной плоскости симметрии ручья 8 (фиг. 5, 6). Разжимающий узел на чертеже не показан.
Валковый комплект работает следующим образом.
Порошковый материал задается в калибр, образованный буртом 2 валка 1 и ручьем 8, образованный двумя боковыми 5, 6 и центральным 7 кольцами. Жесткость системы в очаге деформации обеспечивается эффектом заклинивания центральным кольцом 7 и поверхностью ручья 4 боковых колец 5, 6.
После прохода металлом очага деформации он вместе с упругим кольцом-бандажом, образованным кольцами 5, 6, 7, благодаря тому, что диаметр последних больше диаметра валка 3 выходит из ручья 4 валка 3.
С помощью разжимающего устройства
облегчается выход металла из калибра и снижается коэффициент трения металла о стенки калибра.
Пример 1. Прокатывали железный
порошок марки ПЖРВ 2.200.26. Верхний валок диаметром 120 мм имел бурт диаметром 150 мм. Нижний валок диаметром 120 мм имел ручей с глубиной вреза 6 мм и шириной по дну б мм. Калибр глубиной 6 мм образовывался двумя боковыми и одним центральным кольцами с наружными диаметрами соответственно 140 и 132 мм. Контакт центрального кольца с боковыми осуществлялся по внутренним поверхностям боковых с°
0 лец, выполненным наклонными и сходящимися к оси нижнего валка (фиг. 4). Был получен профиль прямоугольного сечения толщиной 1,5 мм шириной 3,5 мм с относительной плотностью 88-92%. Инструмент
5 не разрушался.
Пример 2. Прокатывали тот же порошковый материал на том же валковом комплекте, что и в примере 1, при этом кон такт центрального и боковых колец осуществляйся по внутренним поверхностям
боковых колец, одна из которых была выполнена наклонной и сходящейся к оси нижнего валка, а другая была параллельна вертикальной плоскости симметрии ручья (фиг. 5). Инструмент не разрушался.
Пример 3. В валковом комплекте с размерами, аналогичными примерам 1, 2, контакт боковых колец с центральным осуществлялся по внутренним поверхностям боковых колец, выполненными параллельными вертикальной плоскости симметрии ручья (фиг. 6). Инструмент не разрушился,
0
Формула изобретения Валковый комплект для прокатки профилей из порошковых материалов по авт. ев № 1574369, отличающийся тем, что, с целью повышения его стойкости, упругое кольцо-бандаж выполнено составным из тре колец - двух боковых и центрального, распо ложенного между боковыми кольцами с воз можностью контакта с их внутренним поверхностями, причем внутренние поверх ности боковых колец выполнены наклонным / и сходящимися к оси нижнего валка или по крайней мере параллельными вертикальной плоскости симметрии ручья.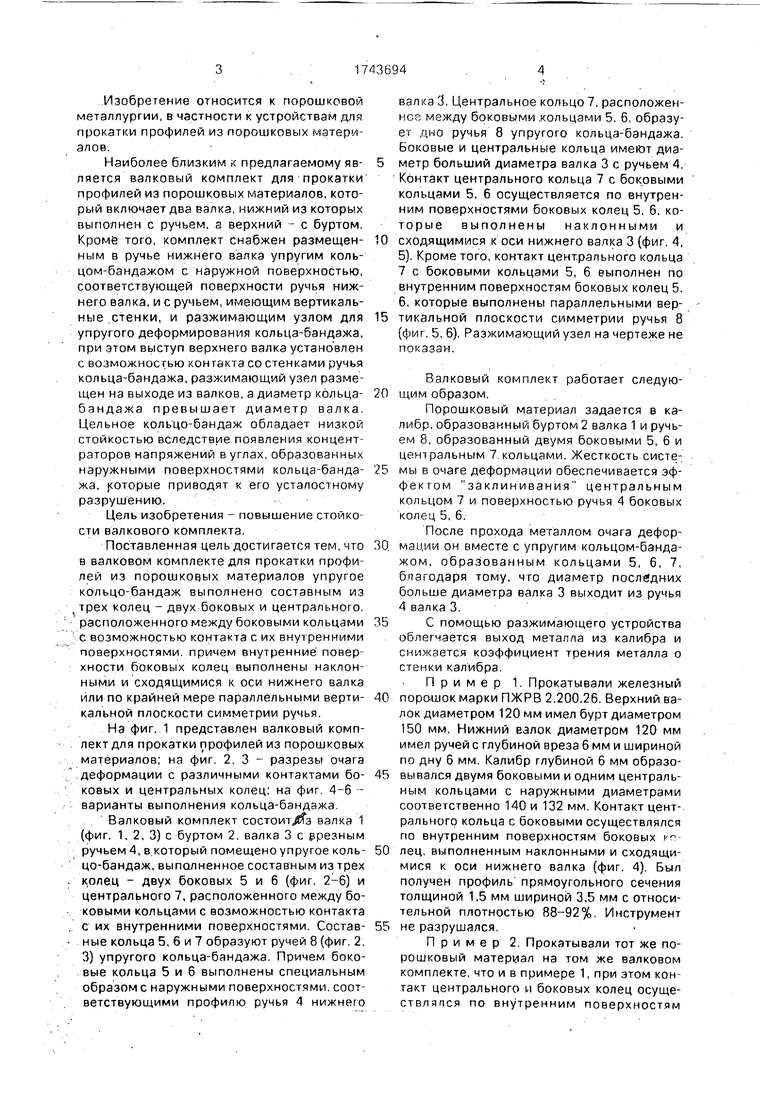
| название | год | авторы | номер документа |
|---|---|---|---|
| Валковый комплект для прокатки профилей из порошковых материалов | 1990 |
|
SU1704921A1 |
| ВАЛКОВЫЙ КОМПЛЕКТ ДЛЯ ПРОКАТКИ СОРТОВЫХ ПРОФИЛЕЙ | 2001 |
|
RU2192320C1 |
| Валковый узел для продольной прокатки | 1982 |
|
SU1024131A1 |
| Валок для периодической прокатки | 1983 |
|
SU1093371A2 |
| СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 1997 |
|
RU2130348C1 |
| СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 1999 |
|
RU2211101C2 |
| ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫЙ СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 2002 |
|
RU2226134C2 |
| Прокатный валок для прокатки полок сортового проката | 1984 |
|
SU1284626A1 |
| Прокатный валок | 1983 |
|
SU1071336A1 |
| Прокатный валок | 1990 |
|
SU1755978A1 |
Изобретение относится к порошковой металлургии. Сущность изобретения: порошковый материал задается в калибр, образованный буртом 2 валка 1 и ручьем 8, ограниченным двумя боковыми 5, 6 и центральным 7 кольцами, и после прохода очага деформации выходит из ручья 4 валка 3 вместе с упругим кольцом-бандажом, образованным кольцами 5-7. Выход облегчается за счет использования разжимающего устройства. Жесткость системы колец 5-7 обеспечивается эффектом заклинивания. 6 ил. со с VI ь CJ о чэ го Ф№2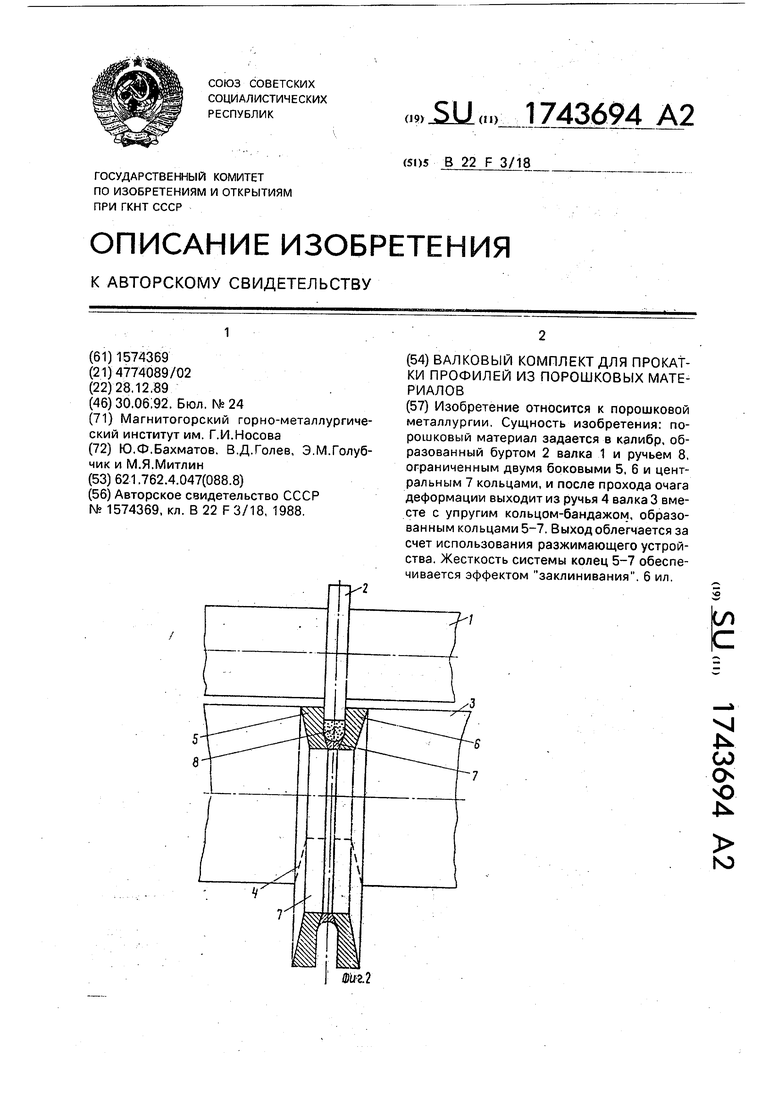
Фиг.
Фиг.З
8ертикалдма& ялескосли симметрии
6
Фи.г.
10
3 S
Фиг 6 fe/) П40йс0етб а/мме/гум/ РУЧЬЯ
ти албма& /1лосс0с/ги симметрии &/Ґ&$
6
0uzS
| Валковый комплект для прокатки профилей из порошковых материалов | 1988 |
|
SU1574369A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
