Изобретение относится к оборудованию для строительства трубопроводов, в чатности к установкам для сварки, зачистки, нятия грата, изоляции.
Известны установки с оборудованием 5 ля стыковой контактной сварки, состоящие из рольганга, внутреннего гратоснимателя с приводом, сварочной машины.
Однако эта установка характеризуется трудоемкостью процесса извлечения и под- 10 ачи штанги внутреннего гратоснимателя к месту стыка, осуществляемых вручную.
Наиболее близкой по технической сущности к изобретению является установка ля стыковой контактной сварки трубопро- 15 водов, состоящая из рольганга, внутреннего гратоснимателя с приводом, сварочной машины. Подача гратоснимателя на стык осуществляется подачей трубы на его штангу.
Однако конструктивные особенности 20 этой установки не позволяют сваривать длиномерные плети из-за расположения гратоснимателя со стороны наращивания плети.
Цель изобретения - повышение произ- 25 водител ьности установки и расширение технологических возможностей.
Цель достигается тем, что установка для стыковой контактной сварки трубопроводов, включающая соосно расположенные 30 рольганг и внутренний гратосниматель с причодом и сварочную машину, снабжена установленным по ходу технологического процесса устройством-подачи внутреннего гратоснимателя и труб, выполненным в ви- 35 де станины с двумя направляющими, расположенными на уровне размещения оси внутреннего гратоснимателя, двух осей с роликами, один из которых приводной механизма сведения разведения роликов, вы- 40 полненного в виде двух шарнирных параллелограммных рамок, два оппозитных . шарнира каждой рамки установлены на осях с роликами, другая пара оппозитных шарниров каждой рамки смонтированы на 45 станине, причем один из них жестко закреплен на станине, а другой установлен в одной из направляющих станины с возможностью возвратно-поступательного перемещения, привода вращения, кинематически связан- 50 ного с приводным роликом и привода механизма сведения и разведения роликов.
При этом, привод вращения.ролика выполнен в виде гидромотора, смонтировённого на станине соосно с жестко 55 закрепленными на станине шарнирами рамок и зубчатой пары, связанной с осью ро- ; лика.
Привод механизма сведения и разведения роликов выполнен в виде силового цилиндра, корпус которого соединен с одним, а шток - с другим оппозитным шарниром, закрепленных на осях с роликами.
Кроме того, привод механизма/сведения и разведения роликов выполнен в виде двух стержней, жестко закрепленных концами на концах смежных сторон одной рамки, соосно им, и силового цилиндра, корпус которого и штЬк шарнирно закреплены на свободных концах стержней.
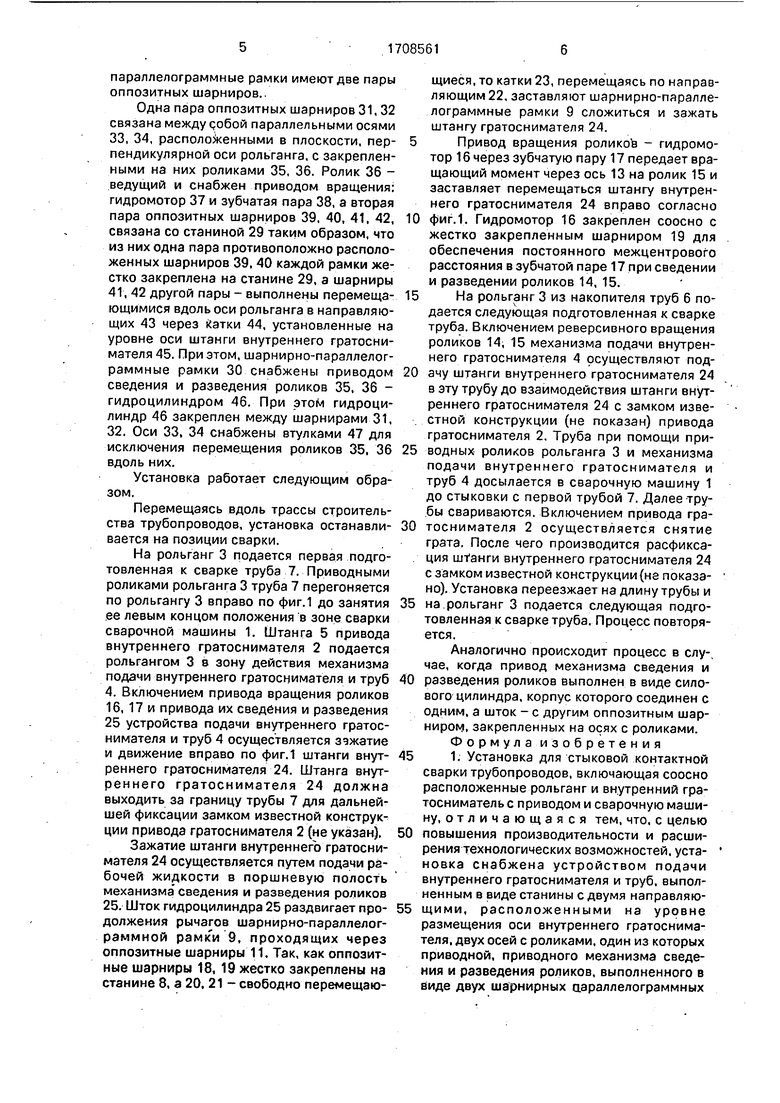
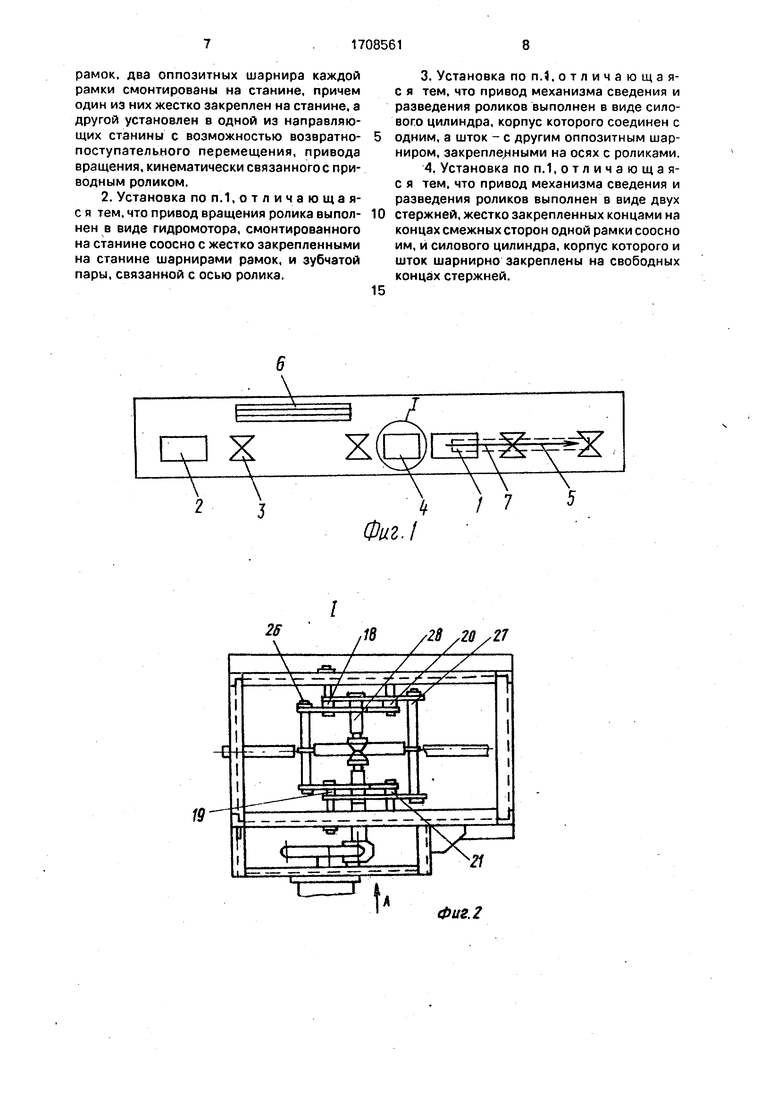
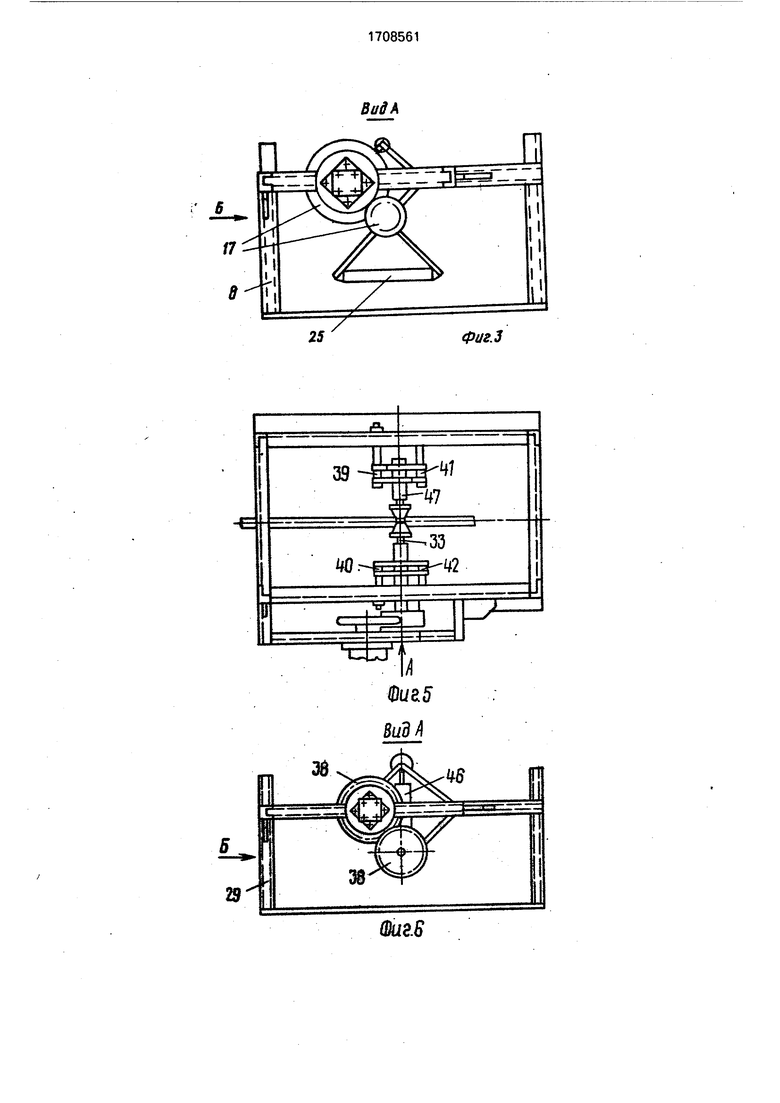
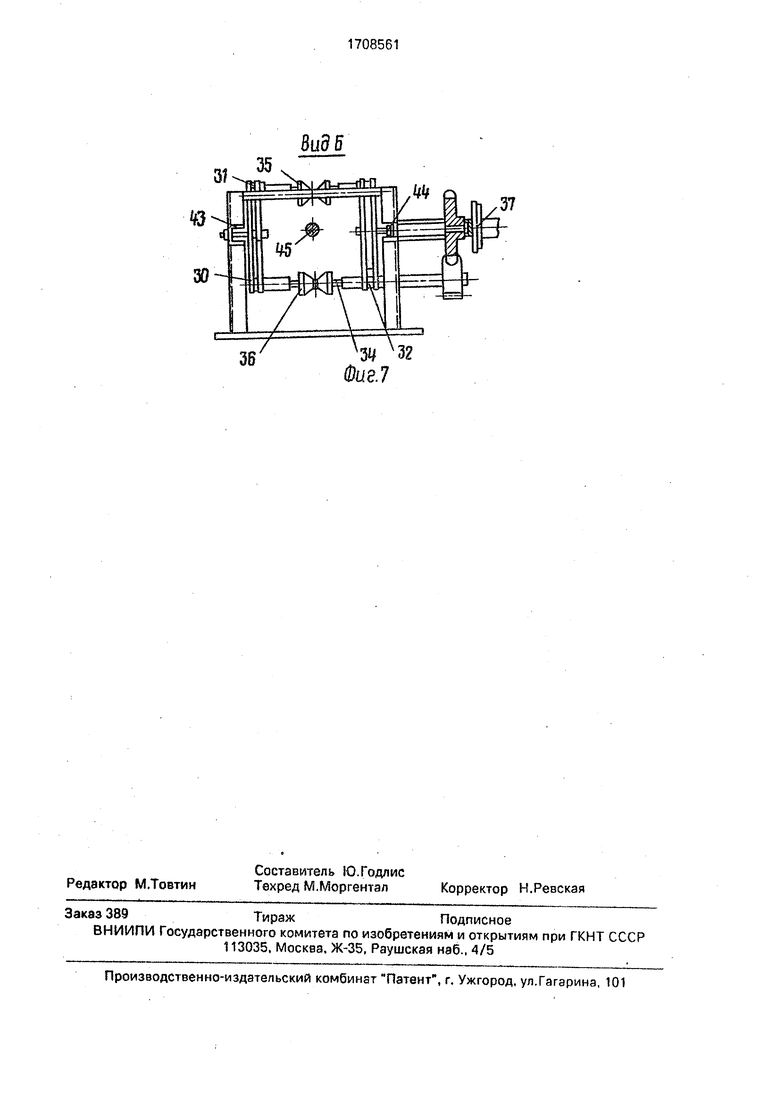
На фиг. 1 изображена установка для стыковой контактной сварки, общий вид; на фиг.2 - узел I на фиг.1; на фиг.З, 4 - виды А и Б на фиг.2 соответственно; на фиг.5 вариант исполнения механизма сведения и разведения роликов: на фиг.6, 7 - виды А и Б на фиг.5 соответственно.
Установка состоит из сварочной машины 1, связанной с приводом гратоснимателя 2, рольгангом 3 и механизмом подачи внутреннего гратоснимателя и труб 4, и самого внутреннего гратоснимателя 5. Труры поступают из накопителя труб 6.
На фиг.2-4 изображен механизм подачи внутреннего гратоснимателя и труб 4, состоящий из станины 8 и установленных параллельно оси рольганга двух шарнирнопараллелограммных рамок 9. Шарнирно-параллелограммные рамки имеют две пары оппозитных шарниров. Одна пара оппозитных шарниров 10, 11 связана между собой параллельными осями 12, 13, расположенными в плоскости, перпендикулярной оси рольганга, с закрепленными на них роликами 14, 15. Ролик 15 - ведущий и снабжен приводом вращения: гидромотор 16 и зубчатая пара 17, а вторая пара оппозитных шарниров 18, 19, 20, 21 связана со станиной 8 таким образом, что из них одна пара противоположно расположенных шарниров 18,19 каждой рамки жестко закреплена на станине 8, а шарниры 20, 21 другой пары выполнены перемещающимися вдоль оси рольганга в направляющих 22 через катки 23, установленные на уровне оси штанги внутреннего гратоснимателя 24. При этом, шарнирно-параллелограммные рамки 9 снабжены приводом сведения и разведения роликов 14, 15 - гидроцилиндром 25. При этом гидроцилиндр 25 закреплен между шарнирно-параллелограммными рамками 9 на осях 26. 27, связывающих продолжение рычагов шарнирно-параллелограммных рамок 9, проходящих через шарниры 11. Оси 12, 13 снабжены втулками 28 для исключения перемещения роликов 14,15 вдоль них.
Механизм сведения и разведения роликов состоит из станины 29 и установленных параллельно оси рольганга двух шзрнирно
параллелограммные рамки имеют две пары оппозитных шарниров..
Одна пара оппозитных шарниров 31, 32 связана между робой параллельными осями 33, 34, располо кенными в плоскости, перпендикулярной оси рольганга, с закрепленными на них роликами 35, 36. Ролик 36 ведущий и снабжен приводом вращения: гидромотор 37 и зубчатая пара 38, а вторая пара оппозитных шарниров 39, 40, 41. 42, связана со станиной 29 таким образом, что из них одна пара противоположно расположенных шарниров 39, 40 каждой рамки жестко закреплена на станине 29, а шарниры 41, 42 другой пары - выполнены перемещающимися вдоль оси рольганга в направляющих 43 через йатки 44, установленные на уровне оси штанги внутреннего гратоснимателя 45. При этом, шарнирно-параллелограммные рамки 30 снабжены приводом сведения и разведения роликов 35, 36 гидроцилиндром 46. При это гидроцилиндр 46 закреплен между шарнирами 31, 32. Оси 33, 34 снабжены втулками 47 для исключения перемещения роликов 35, 36 вдоль них.
Установка работает следующим образом.
Перемещаясь вдоль трассы строительства трубопроводов, установка останавливается на позиции сварки.
На рольганг 3 подается первая подготовленная к сварке труба 7. Приводными роликами рольганга 3 труба 7 перегоняется по рольгангу 3 вправо по фиг.1 до занятия ее левым концом положения в зоне сварки сварочной машины 1. Штанга 5 привода внутреннего гратоснимателя 2 подается рольгангом 3 в зону действия механизма подачи внутреннего гратоснимателя и труб 4. Включением привода вращения роликов 16, 17 и привода их сведения и разведения 25 устройства подачи внутреннего гратоснимателя и труб 4 осуществляется зэжатие и движение вправо по фиг.1 штанги внутреннего гратоснимателя 24. Штанга внутреннего гратоснимателя 24 должна выходить за границу трубы 7 для дальнейшей фиксации замком известной конструкции привода гратоснимателя 2 (не указан).
Зажатие штанги внутреннего гратоснимателя 24 осуществляется путем подачи рабочей жидкости в поршневую полость механизма сведения и разведения роликов 25. Шток гидроцилиндра 25 раздвигает продолжения рычагов шарнирно-параллелограммной рамки 9, проходящих через оппозитные шарниры 11, Так, как оппозитные шарниры 18, 19 жестко закреплены на станине 8, а 20. 21 - свободно перемещающиеся, то катки 23, перемещаясь по направляющим 22, заставляют шарнирно-параллелограммные рамки 9 сложиться и зажать штангу гратоснимателя 24. Привод вращения роликоЬ - гидромотор 16 через зубчатую пару 17 передает вращающий момент через ось 13 на ролик 15 и заставляет перемещаться штангу внутреннего гратоснимателя 24 вправо согласно
0 фиг.1. Гидромотор 16 закреплен соосно с жестко закрепленным шарниром 19 для обеспечения постоянного межцентрового расстояния в зубчатой паре 17 при сведении и разведении роликов 14, 15.
5 На рольганг 3 из накопителя труб 6 подается следующая подготовленная к сварке труба. Включением реверсивного вращения роликов 14, 15 механизма подачи внутреннего гратоснимателя 4 осуществляют подачу штанги внутреннего гратоснимателя 24 в эту трубу до взаимодействия штанги внутреннего гратоснимателя 24 с замком известной конструкции (не показан) привода гратоснимателя 2. Труба при помощи приводных роликов рольганга 3 и механизма подачи внутреннего гратоснимателя и труб 4 досылается в сварочную машину 1 до стыковки с первой трубой 7. Далее тру.бы свариваются. Включением привода гра0 тоснимателя 2 осуществляется снятие
грата. После чего производится расфикса. ция шtaнги внутреннего гратоснимателя 24
с замком известной конструкции (не показано). Установка переезжает на длину трубы и
5 на рольганг 3 подается следующая подготовленная к сварке труба. Процесс повторяется.
Аналогично происходит процесс в слу-, чае, когда привод механизма сведения и
0 разведения роликов выполнен в виде силового цилиндра, корпус которого соединен с одним, а шток - с другим оппозитным шарниром, закрепленных на осях с роликами. Формулаизобретения
5 1. Установка для стыковой контактной сварки трубопроводов, включающая соосно расположенные рольганг и внутренний гратосниматель с приводом и сварочную машину, отличающаяся тем, что, с целью
0 повышения производительности и расширения технологических возможностей, установка снабжена устройством подачи внутреннего гратоснимателя и труб, выполненным в виде станины с двумя направляющими, расположенными на уровне размещения оси внутреннего гратоснимателя, двух осей с роликами, один из которых приводной, приводного механизма сведения и разведения роликов, выполненного в виде двух шарнирных аараллелограммных рамок, два оппозитных шарнира каждой рамки смонтированы на станине, причем один из них жестко закреплен на станине, а другой установлен в одной из направляющих станины с возможностью возвратнопоступательного перемещения, привода вращения, кинематически связанного с приводным роликом. 2. Установка по п. 1,отличающаяся тем, что привод вращения ролика выполнен в виде гидромотора, смонтированного на станине соосно с жестко закрепленными на станине шарнирами рамок, и зубчатой пары, связанной с осью ролика. 3.Установка по п.}, о т л и ч а ю щ а яс я тем, что привод механизма сведения и разведения роликов выполнен в виде силового цилиндра, корпус которого соединен с одним, а шток - с другим оппозитным шарниром, закрепле ными на осях с роликами. 4.Установка поп.1,отличающаяс я тем, что привод механизма сведения и разведения роликов выполнен в виде двух стержней, жестко закрепленных концами на концах смежных сторон одной рамки соосно им, и силового цилиндра, корпус которого и шток шарнирно закреплены на свободных концах стержней.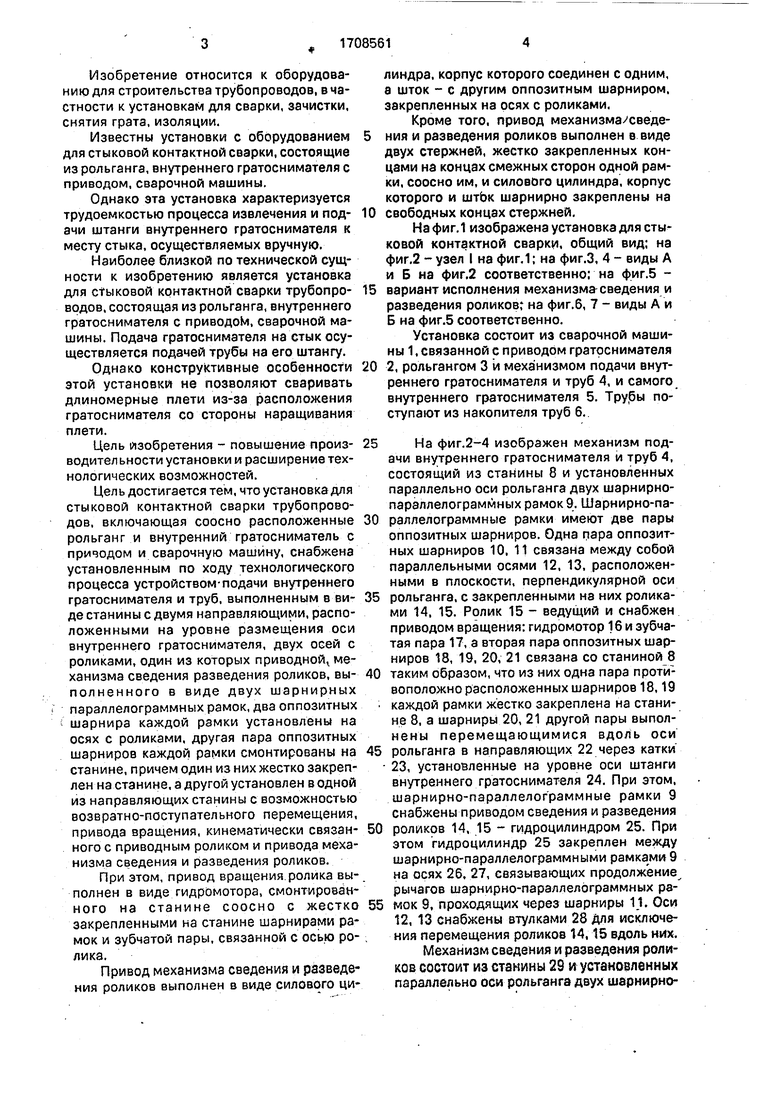
| название | год | авторы | номер документа |
|---|---|---|---|
| Стационарная автоматизированная установка для стыковой контактной сварки секций труб | 1988 |
|
SU1519858A1 |
| Устройство для удаления внутреннего грата | 1987 |
|
SU1479155A1 |
| Установка для контактной сварки труб | 1988 |
|
SU1574398A1 |
| Автоматизированная поточная линия подготовки полосы | 1986 |
|
SU1627292A1 |
| Трубоукладочная баржа с трубосварочным комплексом | 1984 |
|
SU1327403A1 |
| Установка для контактной стыковой сварки концов движущихся металлических полос | 1990 |
|
SU1824271A1 |
| МЕХАНИЗМ ПЕРЕМЕЩЕНИЯ МАШИНЫ ДЛЯ СВАРКИ ТРУБ | 2012 |
|
RU2481933C1 |
| Сварочный комплекс | 1983 |
|
SU1696210A1 |
| УСТАНОВКА СВАРОЧНАЯ ОПЛАВЛЕНИЕМ, ГОЛОВКА СВАРОЧНАЯ И МЕХАНИЗМ ПЕРЕМЕЩЕНИЯ ДЛЯ НЕЕ | 2007 |
|
RU2323073C1 |
| УСТРОЙСТВО ДЛЯ ЗАЧИСТКИ ГРАТА ПОСЛЕ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ОПЛАВЛЕНИЕМ ИЗДЕЛИЙ КРУГЛОГО СЕЧЕНИЯ | 2010 |
|
RU2428292C1 |
Изобретение относится к области сварки и может быть использовано при разработке оборудования для контактной стыковой сварки трубопроводов. Цель изобретения - повышение производительностии расширение технологических возможностей. Механизм подачи внутреннего гра- тоснимателя и труб состоит из двух шарнирно-параллелограммных рамок 9. Рамки 9 имеют две пары оппозитных шарниров. Одна пара оппозитных шарниров 10 и 11 соединена между собой параллельными осями. Другая пара оппозитных шарниров смонтирована на станине, один из них жестко закреплен на станине, а другой установлен с возможностью возвратно-поступательного перемещения в направляющих станины. В .процессе работы механизма подачи шарнирно-параллелограммные рамки складываются и зажимают штангу гра- тоснимателя 24. Включением реверсивного вращения роликов 14. 15 осуществляют подачу штанги гратоснимателя в трубу и соединяют с приводом гратоснимателя. После сварки включением привода гратоснимателя осуществляется снятие грата. 3 з.п. ф-лы, 1 ил.fWv—iJK Хи-У^-ч-ПЛSuds23XI О 00 01Фиг. и
Фиг.1
Фиг. 2
Ф11г.З
Фиг.5 Вид А
BudG
35
::m:r i: Q
3i/ 32 Фае.7
| Зайцев К.И., Шмелева И.А | |||
| Справочник по сварочно-монтажным работам при строительстве трубопроводов, М.: Недра, 1982, с | |||
| Раздвижной паровозный золотник со скользящими по его скалке поршнями и упорными для них шайбами | 1922 |
|
SU147A1 |
