1
(21)4349312/25-27
(22)28.12.87
(46) 30.06.90. Бюл. № 24
(71)Всесоюзньй научно-исследовательский проектно-конструкторский и технологический институт электросварочного оборудования
(72)А.П.Суханов, К.А.Сивалкин, С.В.Александров и С.А.Коровин
(53)621.791.763.039 (088.8)
(56) Авторское свидетельство СССР № 1166346, кл. В 23 К 11/10, 1984.
(54)МАШИНА ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ
(57) Изобретение относится к сварке и может быть использовано при разработке оборудования для контактной точечной сварки. Цель изобретения - повышение производительности при сварке панельных изделий преимущественно коробчатого типа. Машина снабжена захватным устройством, выполненным в виде двуплечих рычагов 12, каждый из которых связан одним плечом 13 с приводом, а на свободном плече имеет опорную площадку под изделие. Сборочно-сварочный кондуктор снабжен выталкивателями 5 с механизмом их синхронного перемещения. После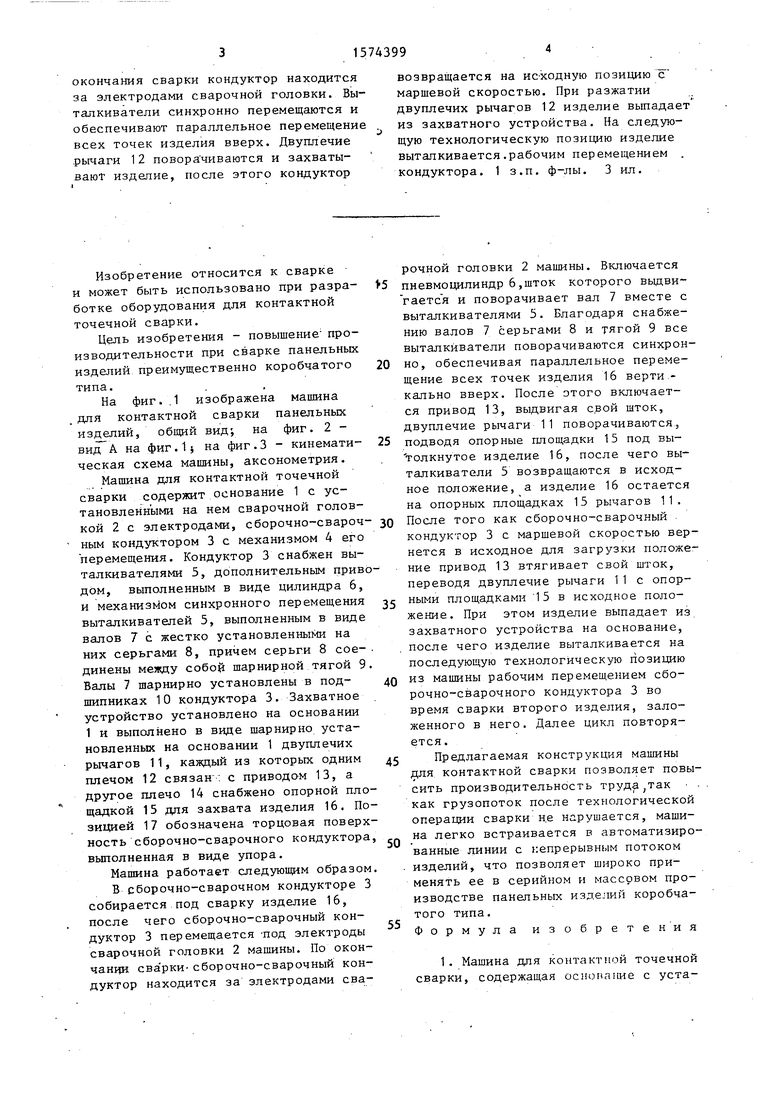
| название | год | авторы | номер документа |
|---|---|---|---|
| Многоэлектродная установка для контактной точечной сварки | 1986 |
|
SU1321541A1 |
| Многоэлектродная машина для контактной сварки | 1985 |
|
SU1419841A1 |
| Устройство для контактной точечной сварки пространственных арматурных каркасов | 1983 |
|
SU1119807A1 |
| Автоматизированная поточная линия для изготовления сварных конструкций | 1991 |
|
SU1784430A1 |
| Установка для микросварки проволочных проводников | 2021 |
|
RU2759103C1 |
| Пистолет для контактной точечной сварки | 1982 |
|
SU1085723A1 |
| УСТАНОВКА СВАРОЧНАЯ ОПЛАВЛЕНИЕМ, ГОЛОВКА СВАРОЧНАЯ И МЕХАНИЗМ ПЕРЕМЕЩЕНИЯ ДЛЯ НЕЕ | 2007 |
|
RU2323073C1 |
| Устройство для электроконтактной точечной сварки | 1975 |
|
SU539710A1 |
| Установка для многоточечной контактной сварки | 1990 |
|
SU1824273A1 |
| Машина для контактной точечной сварки | 1984 |
|
SU1166946A1 |
Изобретение относится к сварке и может быть использовано при разработке оборудования для контактной точечной сварки. Цель изобретения - повышение производительности при сварке панельных изделий преимущественно коробчатого типа. Машина снабжена захватным устройством, выполненным в виде двуплечих рычагов 12, каждый из которых связан одним плечом 13 с приводом, а на свободном плече имеет опорную площадку под изделие. Сборочно-сварочный кондуктор снабжен выталкивателями 5 с механизмом их синхронного перемещения. После окончания сварки кондуктор находится за электродами сварочной головки. Выталкиватели синхронно перемещаются и обеспечивают параллельное перемещение всех точек изделия вверх. Двуплечие рычаги 12 поворачиваются и захватывают изделие, после этого кондуктор возвращается на исходную позицию с маршевой скоростью. При разжатии двуплечих рычагов 12 изделие выпадает из захватного устройства. На следующую технологическую позицию изделие выталкивается рабочим перемещением кондуктора. 1 з.п. ф-лы, 3 ил.
/J
-Л
ч
(Л
СП
-sj
4 СО СО СО
10
окончания сварки кондуктор находится за электродами сварочной головки. Выталкиватели синхронно перемещаются и обеспечивают параллельное перемещение всех точек изделия вверх. Двуплечие рычаги 12 поворачиваются и захватывают изделие, после этого кондуктор
Изобретение относится к сварке и может быть использовано при разработке оборудования для контактной точечной сварки.
Цель изобретения - повышение производительности при сварке панельных изделий преимущественно коробчатого типа.
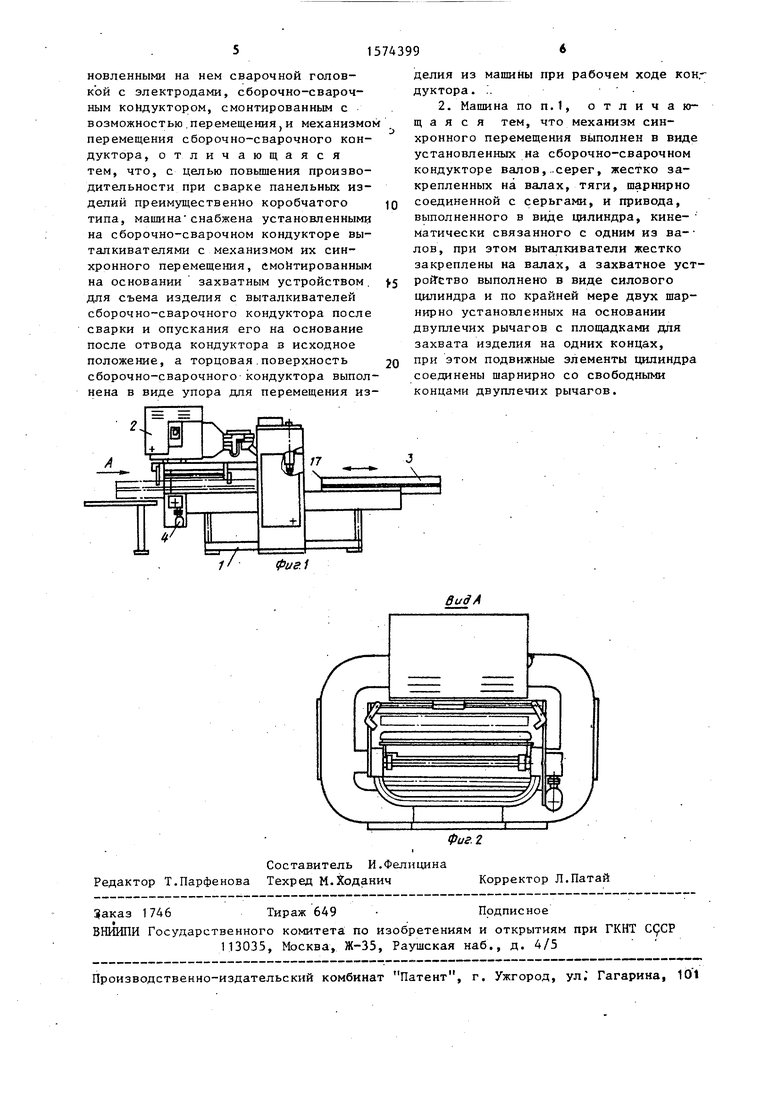
На фиг. 1 изображена машина для контактной сварки панельных изделий, общий вид; на фиг. 2 - на фиг.1 $ на фиг.З - кинематическая схема машины, аксонометрия.
Машина для контактной точечной сварки содержит основание 1 с установленными на нем сварочной головкой 2 с электродами, сборочно-свароч ным кондуктором 3 с механизмом 4 его перемещения. Кондуктор 3 снабжен выталкивателями 5, дополнительным привдом, выполненным в виде цилиндра 6, и механизмом синхронного перемещения выталкивателей 5, выполненным в виде валов 7 с жестко установленными на них серьгами 8, причем серьги 8 соединены между собой шарнирной тягой 9 Валы 7 шарнирно установлены в подшипниках 10 кондуктора 3. Захватное устройство установлено на основании 1 и выполнено в виде шарнирно установленных на основании 1 двуплечих рычагов 11, каждый из которых одним плечом 12 связан с приводом 13, а другое плечо 14 снабжено опорной площадкой 15 для захвата изделия 16. Позицией 17 обозначена торцовая поверхность сборочно-сварочного кондуктора выполненная в виде упора.
Машина работает следующим образом
В сборочно-сварочном кондукторе 3 собирается под сварку изделие 16, после чего сборочно-сварочный кондуктор 3 перемещается под электроды сварочной головки 2 машины. По окончании сварки сборочно-сварочный кондуктор находится за электродами сва
возвращается на исходную позицию с маршевой скоростью. При разжатии двуплечих рычагов 12 изделие выпадает из захватного устройства. На следующую технологическую позицию изделие выталкивается.рабочим перемещением . кондуктора. 1 з.п. ф-лы. 3 ил.
рочной головки 2 машины. Включается пневмоцилиндр 6,шток которого выдви- гается и поворачивает вал 7 вместе с выталкивателями Ь. Благодаря снабжению валов 7 серьгами 8 и тягой 9 все выталкиватели поворачиваются синхронно, обеспечивая параллельное перемещение всех точек изделия 16 верти - кально вверх. После этого включается привод 13, выдвигая свой шток, двуплечие рычаги 11 поворачиваются, подводя опорные площадки 15 под вы- толкнутое изделие 16, после чего выталкиватели 5 возвращаются в исходное положение, а изделие 16 остается на опорных площадках 15 рычагов 11. После того как сборочно-сварочный кондуктор 3 с маршевой скоростью вернется в исходное для загрузки положение привод 13 втягивает свой шток, переводя двуплечие рычаги 11 с опорными площадками 15 в исходное положение. При этом изделие выпадает из захватного устройства на основание, после чего изделие выталкивается на последующую технологическую позицию из машины рабочим перемещением сборочно-сварочного кондуктора 3 во время сварки второго изделия, заложенного в него. Далее цикл повторяется.
Предлагаемая конструкция машины для контактной сварки позволяет повысить производительность труда ;так как грузопоток после технологической операции сварки не нарушается, машина легко встраивается в автоматизированные линии с непрерывным потоком изделий, что позволяет широко применять ее в серийном и массовом производстве панельных изде шй коробчатого типа. Формула изобретения
делия из машины при рабочем ходе кон дуктора.
