Изобретение относится к машиностроению, в частности к производству многоэлектродных установок для контактной точечной сварки, и может найти применение при изготовлении сварочных тонколистовых объемных изделий типа кожухов.
Цель изобретения - расширение технологических возможностей машины.
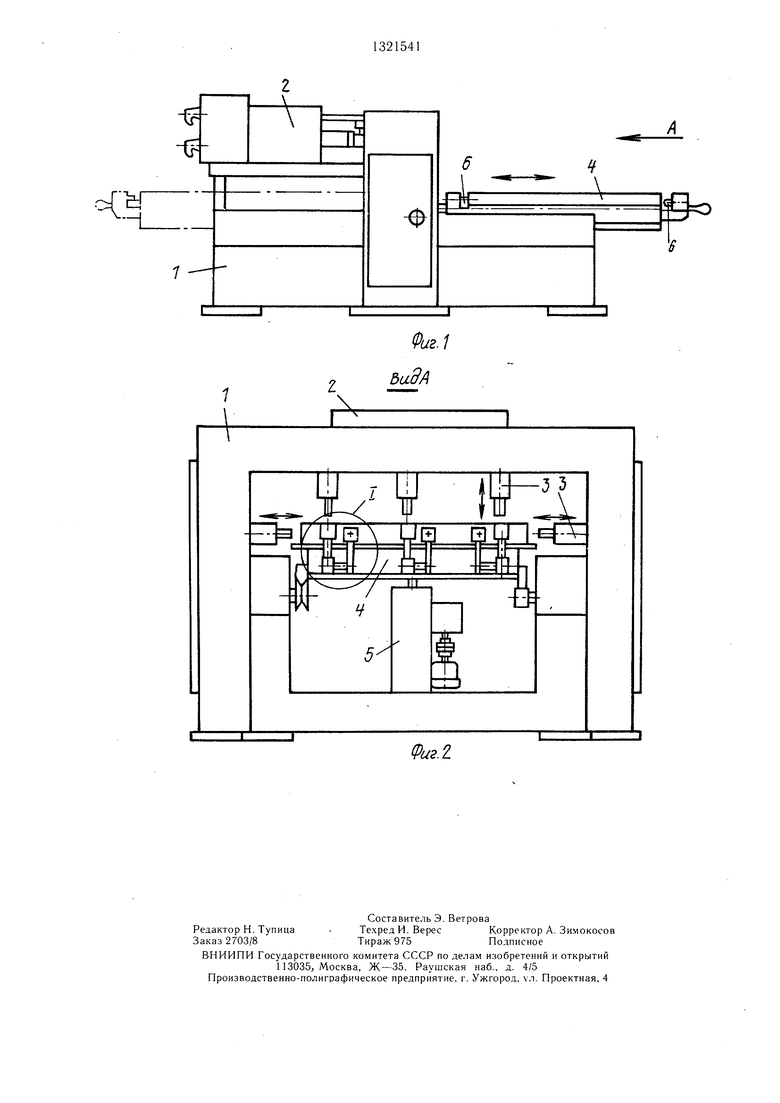
На фиг. 1 изображена многоэлектродная установка для контактной сварки, общий вид; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - узел I на фиг. 2, аксонометрия.
Многоэлектродная установка для контактной точечной сварки содержит основание 1 с установленными на нем источниэтого происходит сварка точек, расположенных вдоль хода кондуктора 4. Для торцовых точек изделия кондуктор 4 устанавливается своим перемешением так, что токо5 ведуш,ие башмаки 8 располагаются против основных электродов 3. Пара основных электродов 3 опускается, в результате чего каждый основной электрод 3 передает давление своему башмаку 8, который поварачивает рычаг 7 вокруг его оси 12. Рычаг 7, пово . рачиваясь вокруг оси 12, нажимает на плечо двуплечего коромысла 9, снабженное роликом 10, перемешая коромысло 9 вокруг оси 13. Коромысло 9 перемещает электрододер- жатель 11 с дополнительным электродом 6 и
ком 2 сварочного тока, основными свароч- прижимает свариваемое изделие в направ- ными электродами 3, соединенными с источ- лении, необходимом для простановки сварочником сварочного тока, и сборочно-свароч- ный кондуктор 4. Кондуктор 4 снабжен приводом 5 перемещения и дополнительными сварочными электродами 6. Дополнительные электроды 6 закреплены на сборочно- 20 сварочном кондукторе 4 с помощью промежуточных элементов, перемещаемых относительно кондуктора 4 под воздействием основных электродов 3 и контактирующими
НОИ точки, после чего через основной электрод 3, башмак 8, шину 14, электрододер- жатель 11 и дополнительный электрод пропускается сварочный ток.
При использовании изобретения за счет того, что дополнительные электроды .можно располагать в любом пространственном положении, технологические возможности его значительно расширяются, а так как операчерез указанные промежуточные элементы с ции доварки изделия за счет этого исклю основными сварочными электродами. ,..,„„„.,«-„.,. ...„, .,„„.„„„ „„.,,,,
В качестве примера промежуточные элементы выполнены в виде рычага 7 с токо- ведущим башмаком 8, контактирующим с основным электродом 3, и двуплечего коромысла 9, одно плечо которого контактирует с рычагом 7 через ролик 10, а другое снабжено электрододержателем 11 с дополнительным электродом 6. Рычаг 7 и коромысло 9 закреплены на осях 12 и 13, установленных на кондукторе, а электрододержатель
чается - производительность изготовления изделия увеличивается.
Формула изобретения
OQ Многоэлектродная установка для контактной точечной сварки, содержащая сварочные головки, соединенные с источником сварочного тока, и сборочно-сварочный кондуктор для установки свариваемого изделия, перемеихающийся относительно электродов.
11 соединен гибкой шиной 14 с токоведу- ос отличающаяся тем, что, с целью расшире- щим башмаком 8.
Многоэлектродная установка работает следующим образом.
Свариваемое изделие укладывается в сборочно-сварочный кондуктор 4, после этого
ния технологических возможностей, установка снабжена дополнительными электродами и установленными на сборочно-сварочном кондукторе промежуточными элементами, выполненными в виде щарнирно закрепленвключается привод 5 перемещения. Кондук- 40 ных на кондукторе рычага с токоведущим тор 4 подводится под основные электроды 3, останавливается, после чего отрабатывает цикл попарного опускания основных электродов 3 с включением сварочного тока от
башмаком, установленным с возможностью взаимодействия со сварочным электродом, и двуплечего коромысла, одно плечо снабжено соединенным гибкой шиной с токоведущим
источника 2 сварочного тока. Затем кондук- ., башмаком электрододержателем для разметор 4 перемещается в следуюцдее фиксированное положение и вновь попарно опускаются основные электроды 3. В результате
щения дополнительного электрода, а другое расположено с возможностью взаимодействия с рычагом.
этого происходит сварка точек, расположенных вдоль хода кондуктора 4. Для торцовых точек изделия кондуктор 4 устанавливается своим перемешением так, что токоведуш,ие башмаки 8 располагаются против основных электродов 3. Пара основных электродов 3 опускается, в результате чего каждый основной электрод 3 передает давление своему башмаку 8, который поварачивает рычаг 7 вокруг его оси 12. Рычаг 7, пово. рачиваясь вокруг оси 12, нажимает на плечо двуплечего коромысла 9, снабженное роликом 10, перемешая коромысло 9 вокруг оси 13. Коромысло 9 перемещает электрододер- жатель 11 с дополнительным электродом 6 и
НОИ точки, после чего через основной электрод 3, башмак 8, шину 14, электрододер- жатель 11 и дополнительный электрод пропускается сварочный ток.
При использовании изобретения за счет того, что дополнительные электроды .можно располагать в любом пространственном положении, технологические возможности его значительно расширяются, а так как операции доварки изделия за счет этого исклю ,..,„„„.,«-„.,. ...„, .,„„.„„„ „„.,,,,
чается - производительность изготовления изделия увеличивается.
Формула изобретения
Многоэлектродная установка для контактной точечной сварки, содержащая сварочные головки, соединенные с источником сварочного тока, и сборочно-сварочный кондуктор для установки свариваемого изделия, перемеихающийся относительно электродов.
отличающаяся тем, что, с целью расшире-
отличающаяся тем, что, с целью расшире-
ния технологических возможностей, установка снабжена дополнительными электродами и установленными на сборочно-сварочном кондукторе промежуточными элементами, выполненными в виде щарнирно закрепленных на кондукторе рычага с токоведущим
ных на кондукторе рычага с токоведущим
башмаком, установленным с возможностью взаимодействия со сварочным электродом, и двуплечего коромысла, одно плечо снабжено соединенным гибкой шиной с токоведущим
башмаком электрододержателем для размещения дополнительного электрода, а другое расположено с возможностью взаимодействия с рычагом.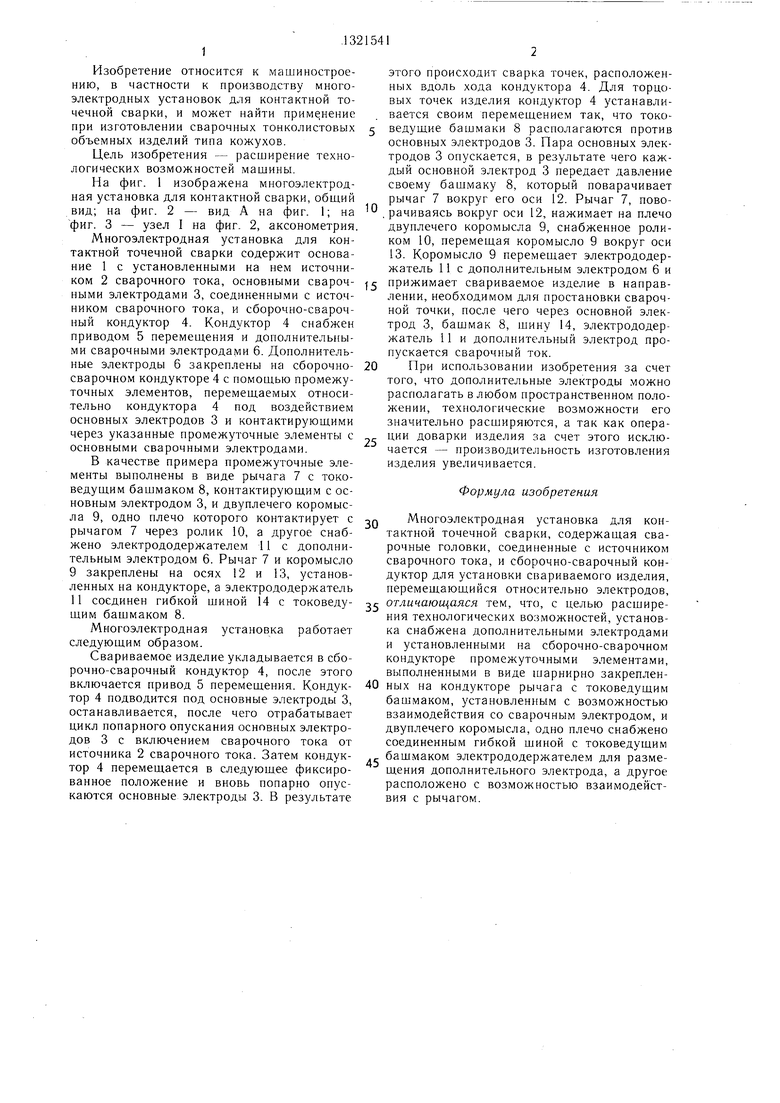
| название | год | авторы | номер документа |
|---|---|---|---|
| Многоэлектродная машина для контактной сварки | 1985 |
|
SU1419841A1 |
| Клещи для сварочных точечных машин | 1989 |
|
SU1698014A1 |
| Электродный узел для контактной сварки | 1980 |
|
SU927446A1 |
| Клещи для контактной точечной сварки | 1990 |
|
SU1798088A1 |
| Пистолет для контактной точечной сварки | 1986 |
|
SU1411110A1 |
| Сварочные клещи для контактной точечной сварки | 1985 |
|
SU1291333A1 |
| Клещи для контактной точечной сварки | 1990 |
|
SU1815076A1 |
| Способ обучения промышленного робота | 1985 |
|
SU1340956A1 |
| Горелка для дуговой сварки неплавящимся электродом | 1990 |
|
SU1743755A1 |
| Устройство для сварки наклонным электродом | 1977 |
|
SU749591A2 |
Изобретение относится к области машиностроения, в частности к производству многоэлектродных установок для контактной точечной сварки, и может найти применение при изготовлении сварных тонколистовых объемных изделий типа кожухов. Целью изобретения является расширение технологических возможностей машины. Свариваемое изделие укладывается в сборочно-сварочный кондуктор, который подводится за счет привода под электроды 3. Осуш.ествляется сварка. Затем кондуктор перемешается в сле- дуюшее фиксированное положение, и вновь осушествляется сварка. В результате этого происходит сварка всех точек, расположенных вдоль хода кондуктора. Для сварки торцовых точек изделия кондуктор устанавливается так, что токоведущие башмаки 8 располагаются напротив электродов 3. При опускании каждого электрода 3 давление передается соответствуюшему башмаку 8, по- ворачиваюшему рычаг 7, который воздействует на плечо двуплечего коромысла 9, перемешаюш.его в результате этого дополнительный электрод 6. Осуш.ествляется сварка. 3 ил. (Л 12 11 1 СО ьо ел 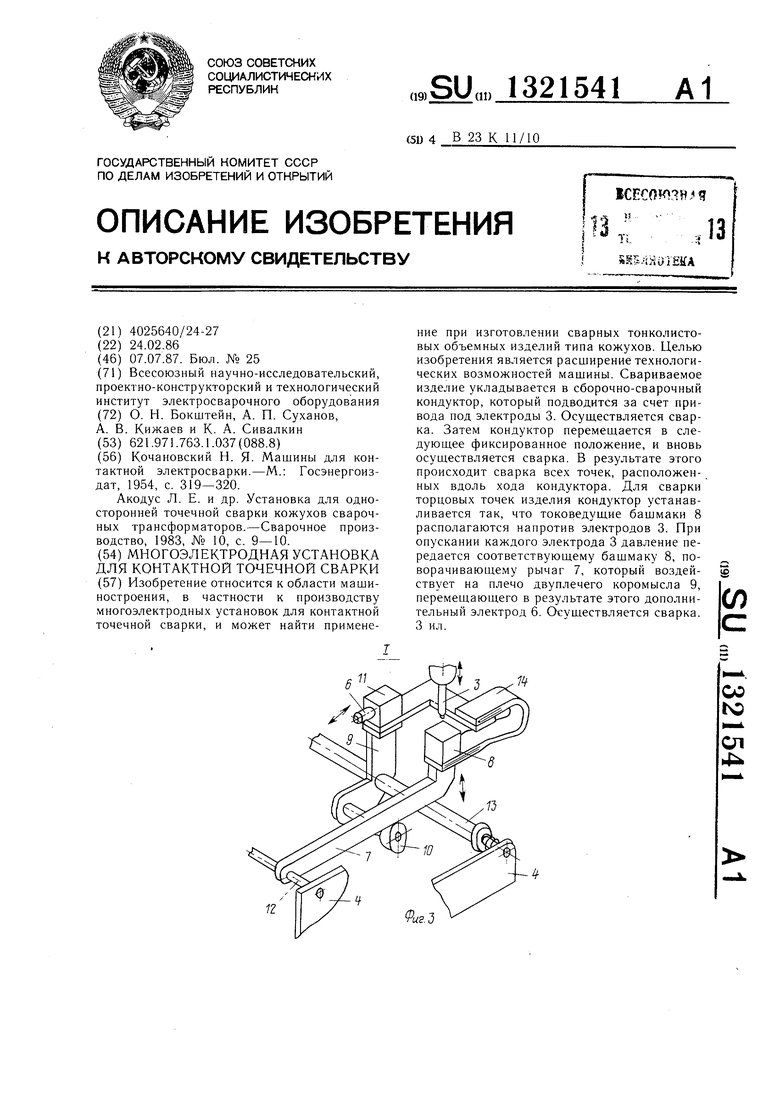
Фиг.г
| Кочановский Н | |||
| Я | |||
| Машины для контактной электросварки.-М.: Госэнергоиз- дат, 1954, с | |||
| Прибор для определения при помощи радиосигналов местоположения движущегося предмета | 1921 |
|
SU319A1 |
| Акодус Л | |||
| Е | |||
| и др | |||
| Установка для односторонней точечной сварки кожухов сварочных трансформаторов.-Сварочное производство, 1983, № 10, с | |||
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
