Изобретение относится к обработке металлов давлением, и может быть использовано при волочении катанки, имеющей поверхностные дефекты типа уса.
Цель изобретения - уменьшение обрывности при волочении катанки с усом, непараллельным ее оси. ,
На фиг. 1 представлена схема устройства, общий вид; на фиг. 2 - то же, вид сверху; на фиг. 3 - сечение А-А на фиг. 1; на фиг. 4 - сечение Б-Б на фиг. 1.
Устройство содержит две пары роликов 1 и 2, расположенных один от другого на расстоянии 8,5-18,8 диаметра волоки 3, установленной за блоком 4 зачистки. Указанные пары роликов 1 и 2 вместе с блоком 4 зачистки расположены в самоустанавливающейся обечайке 5.
Калибр (фиг. 3) каждой из пар роликов 1 и 2 выполнен переменного сечения с отношением его диаметра к максимальному диаметру катанки, изменяющимся от 1,16 до 1,40, например, по линейной зависимости, при- этом наибольшие сечения калибров пар роликов синхронизированы в противофа- зах. Блок 4 зачистки выполнен в виде пары роликов, образующих замкнутый круглый калибр, диаметр которого превышает диаметр волоки 3 в 1,16 - 1,40 раза. Сопряжения кромок калибров пары роликов составляют две режущие кромки, причем все ролики расположены внутри самоустанавливающейся обечайки 5.
Калибр каждой из двух пар роликов выполняется переменного сечения с отношением его диаметра к диаметру волоки, изменяющимся от 1,16 до 1,40 по линейной зависимости, для создания условий возникновения момента, поворачивающего обечайку 5 с роликами 1 и 2 таким образом, что ус попадает в зону реза блока зачистки.
При диаметре калибра менее 1,16 диаметра волоки и обработке катанки с усом максимального диаметра имеет место сминание уса, что повышает обрывность при волочении.
При диаметре калибра более 1,40 диаметра волоки и обработке катанки с усом минимального диаметра имеет место превышение диаметра калибра относительно диаметра катанки, отсутствует поворот обечайки 5, что
обуславливает отсутствие срезания уса. Это вызывает повышенную обрывность при волочении.
Прямолинейный закон изменения сечения калибров выбран из условия простоты изготовления и практически не влияет на работоспособность устройства.
0 Две пары роликов необходимы для постоянного контакта их с катанкой. Одна пара роликов не обеспечивает постоянный контакт с катанкой вследствие переменного сечения калибра.
5 Три пары роликов не улучшают контакт. Синхронизация в противофазах наибольших сечений калибров пар роликов необходима для постоянного их контакта с катанкой (при отсутствии кон0 такта катанки с одной парой в месте наибольшего сечения обязателен контакт с другой парой) при наличии вращающего момента.
Расположение каждой из двух пар
5 роликов на расстоянии 8,5-18,8 диаметра волоки обусловлено шагом окручивания уса на катанке.
При расстоянии между парами роликов меньше 8,5 диаметра волоки не
Q обеспечивается минимальный диаметр роликов из условия их прочности и удобства обслуживания всего устройства.
При расположении пар роликов на
расстоянии более 18,8 диаметра волоки появится вращающий момент, препятствующий повороту обечайки в положение, синхронизирующее режущие кромки с усом.
Q Блок зачистки выполнен в виде пары роликов, образующих замкнутый круглый калибр, диаметр которого превышает диаметр волоки а 1,16-1,40 раза, сопряжение кромок калибров составляс ет две режущие зоны для надежного среза уса до его максимально возможной высоты, не нарушающей стабильности волочения.
При диаметре калибра менее 1,16 диаметра волоки и обработке катанки с усом максимального диаметра имеет место обрезь тела катанки, рост усилия волочения и повышение обрывности.
0
При диаметре калибра более 1,40 диаметра волоки и обработке катанки с усом минимального диаметра зачистка уса до максимально допустимой величины не производится, что вызывает
его деформацию в волоке и повышенную обрывность.
Устройство работает следующим образом.
Катанка с усом, не параллельным ее оси, находится одновременно в калибрах двух пар роликов 1 и 2, блок 4 зачистки и волоке 3, протяжка ее через устройство осуществляется за счет тянущего барабана силой Р. При контакте уса с поверхностью калибра первой пары роликов, благодаря форме калибра, появляется момент, который поворачивает обечайку 5 таким оразом, что ус попадает в выпуски калибра (зазор между роликами). Втора пара роликов обеспечивает поворот обечайки и удержание катанки с усом при наибольшем сечении калибра первой пары роликов.
Поворот обечайки и описанное положение катанки с усом обеспечивают попадание уса в режущие зоны блока зачистки. В дальнейшем катанка без уса поступает в волоку, где деформируется.
Пример. Устройство, для зачистки поверхности катанки в потоке волочения испытано в лаборатории при деформации катанки из стали СтОМ номинальным диаметром d 6,5 мм, минимальным и максимальным диаметрами dMV)H 6,2 и 7,0 мм соответственно. Катанка на поверхности имеет двухсторонний ус высотой до 2 мм (0,308 от номинального диаметра катанки) на сторону. Ус располагается на поверхности катанки по спирали со средним шагом около 500 номинальных диаметров катанки (примерно 3,3 м). Волочение ведут на цепном стане со скоростью
0,2 м/с.
i
Катанка пропускается сквозь устройство для зачистки ее поверхности, которое включает находящиеся во фрикционном контакте с нею подпружиненные с возможностью изменения зазора одну - три пары роликов диаметром 43 мм каждый с калибрами, блок зачистки и/деформирующую волоку из сплава ВК-6 с диаметром волочения 7,0 мм, причем калибры каждой из трех пар роликов, располагаемых друг от друга на переменном расстоянии 8-21 диаметра волоки (45-125 мм), выполнены переменного сечения с отношением их изменяющегося дияметра к
0
5
диаметру волоки от 1 до 1,60 (от 6,93 до 7,42 мм соответственно) по линейной зависимости. Устройство позволяет менять фазу положения пар роликов в пределах от Т (противофазы) до радиан. Далее катанка пропускается через блок зачистки, выполненный в виде пары роликов, образую- i ших замкнутый закрытый калибр, диа- метр которого в опытах набором роликов меняется от 1 до 1,60 диаметра волоки (от 6,93 до 7,42 мм соответственно) , а режущие зоны образованы сопряжением кромок калибров. Все ролики располагаются внутри обечайки, соосной с катанкой и имеющей возможность поворота вокруг продольной оси.
В качестве смазки при волочении на размер 5,63 мм используют порошок натриевого мыла.
В опытах фиксируют максимальную высоту уса после режущего блока, си- лу волочения (специальным датчиком) и обрывность в волоке.
Для сравнения катанку с усом, не параллельным ее оси, пропускают через устройство, состоящее из трех пар роликов с калибрами постоянного сечения, и расположенную соосно с калибром обечайку с радиально установленными резцами, образующими замкнутый круглый калибр диаметром 1,28 диаметра
волоки (7,20мм). Далее волочение ведут в волоке с диаметром 5,63 мм.
Варианты устройства в сравнении с известным представлены в табл. 1. В табл. 2 представлены результаты
определения эффективности устройства.
Анализ полученных данных показывает, что при использовании двух пар роликов в блоке удержания катанки,
расположенных один от другого на расстоянии 8,5-18,8 диаметра волоки, образующих калибры переменного сече- ния с отношением минимального их диаметра к диаметру волоки 1,16 и максимального диаметра к диаметру волоки 1,40, и при применении режущего блока в виде пары роликов с круглым калибром с диаметром 1,16-1,40 диаметра волоки снижается сила волочения на 42-75% и обрывность в 3 раза по сравнению с известным. Выход за указанный диапазон параметров повышает силу волочения на 4-20%, а обрывность до 3 раз.
Формула изобретения
Устройство для зачистки поверхности катанки в потоке волочения, содержащее установленные в обойме с возможностью радиального перемещения .две пары роликов, каждая из которых образует калибр, блок зачистки в виде установленных в обойме рабочих элементов с режущими кромками, образующими калибр, диаметр которого равен 1,16-1,40 диаметра волоки, расположенной за блоком зачистки, о т- личающийся тем, что,с целью уменьшения обрывности при волочении катанки с усом, непараллельным
ее оси, калибры каждой пары роликов выполнены переменного сечения, диаметр которого изменяется в пределах
от 1,16 до 1,40 диаметра волоки и расположены в противофазе, а пары роликов, их образующие, расположены на расстоянии 8,5-18,8 диаметра волоки и подпружинены в радиальном направлении, относительно обоймы, при этом режущие элементы блока зачистки выполнены в виде двух роликов, сопряжение кромок калибров которых образуют режущие кромки, а обойма блока
зачистки пар роликов выполнена за одно целое и самоустанавливающейся по оси устройства.
Таблица 1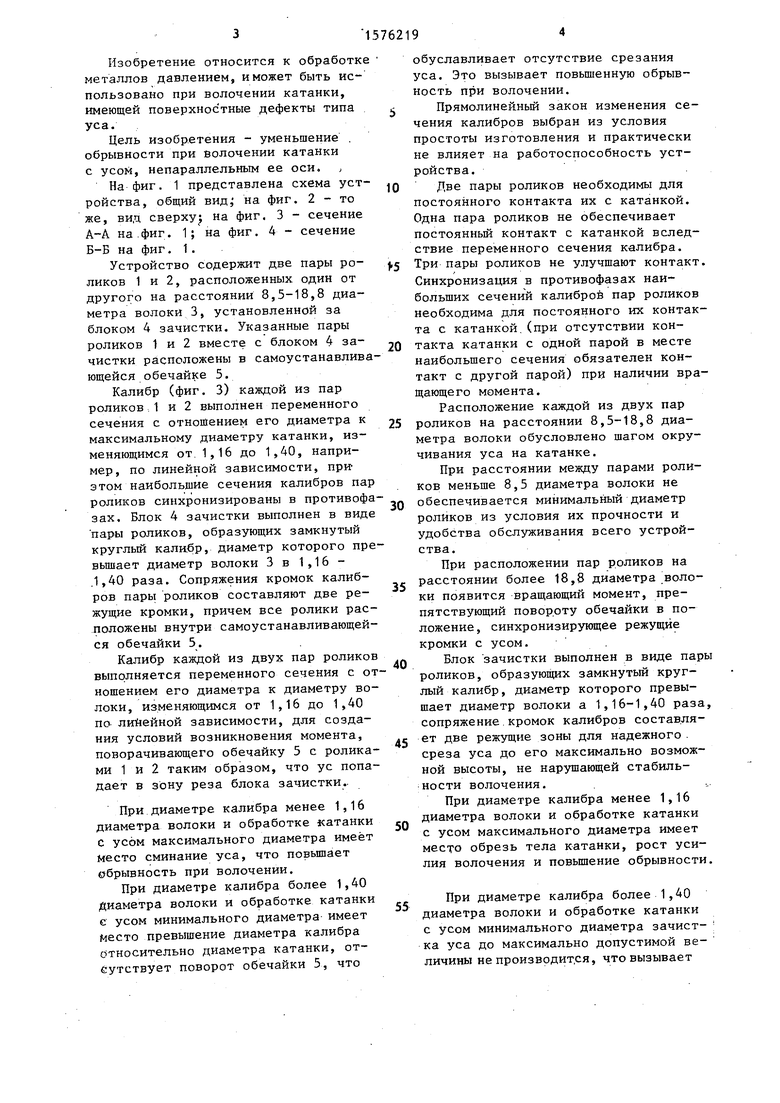


| название | год | авторы | номер документа |
|---|---|---|---|
| Способ производства проволоки | 1987 |
|
SU1444015A1 |
| Способ волочения проволоки | 1988 |
|
SU1639821A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ АРМАТУРНОЙ СТАЛИ | 2005 |
|
RU2286223C1 |
| СПОСОБ ПОЛУЧЕНИЯ КАЛИБРОВАННОГО ШЕСТИГРАННОГО ПРОФИЛЯ | 2003 |
|
RU2235614C1 |
| СПОСОБ ВОЛОЧЕНИЯ ПРОВОЛОКИ В РОЛИКОВЫХ ВОЛОКАХ | 2007 |
|
RU2329884C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АРМАТУРНОЙ СТАЛИ | 2005 |
|
RU2288061C1 |
| СПОСОБ ПРОИЗВОДСТВА АРМАТУРНОГО ПРОКАТА ПЕРИОДИЧЕСКОГО ПРОФИЛЯ ДЛЯ АРМИРОВАНИЯ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ | 2009 |
|
RU2389804C1 |
| Способ многократного волочения стальной проволоки | 1983 |
|
SU1533800A1 |
| Способ производства профиля из бронзы | 2021 |
|
RU2769966C1 |
| СПОСОБ ПРОИЗВОДСТВА КОМПОЗИЦИОННОЙ ПРОВОЛОКИ ДЛЯ ПРИСАДКИ ПРИ ВНЕПЕЧНОЙ ОБРАБОТКЕ ЖИДКОЙ СТАЛИ | 1992 |
|
RU2084303C1 |
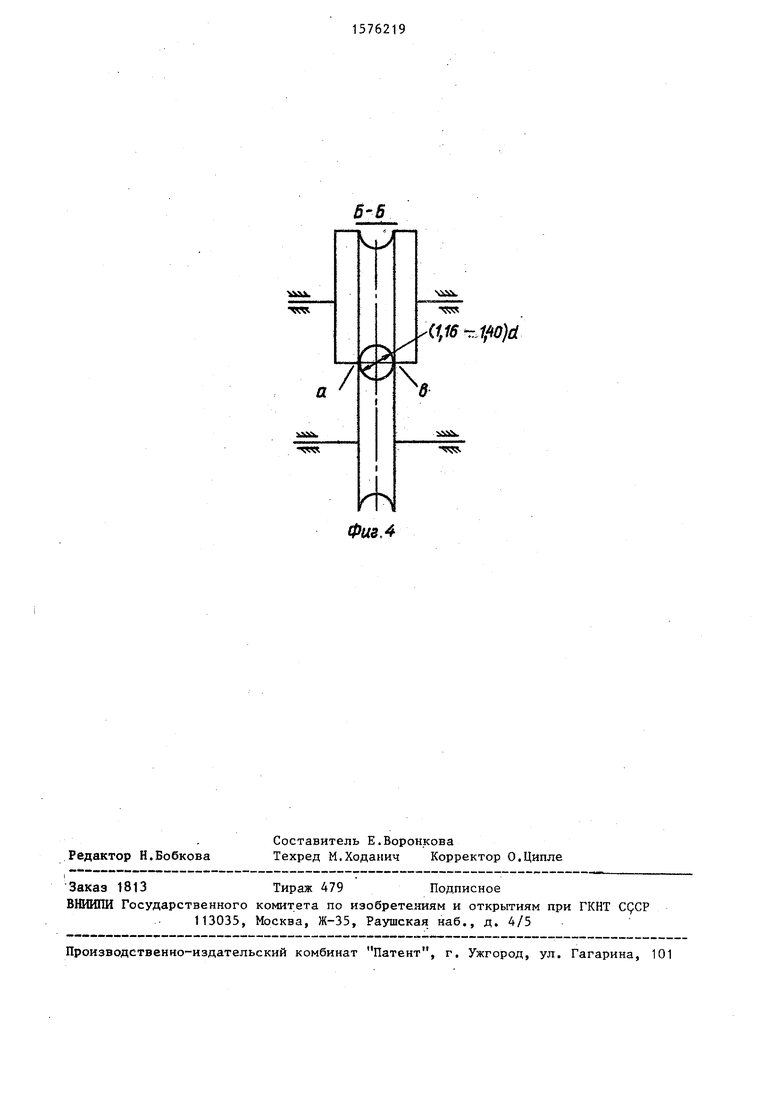
Изобретение относится к обработке металлов давлением и может быть использовано при волочении катанки, имеющей поверхностный дефект типа ус. Цель изобретения - снижение обрывности катанки с усом, непараллельным ее оси, при волочении. Устройство включает находящиеся в фрикционном контакте с катанкой подпружиненные с возможностью изменения зазора ролики 1 и 2 с калибрами, блок зачистки 4 и деформирующую волоку 3. Калибр каждой из двух пар роликов, расположенных друг от друга на расстоянии 8,5-18,8 диаметра волоки, выполнен переменного сечения с отношением его диаметра к диаметру волоки, изменяющимся от 1,16 до 1,40. Наибольшие сечения калибров пар роликов 1 и 2 синхронизированы в противофазах. Блок зачистки 4 выполнен в виде пары роликов, образующих замкнутый круглый калибр, диаметр которого превышает диаметр волоки в 1,16...1,40 раза. Сопряжения кромок калибров пары роликов составляют две режущие зоны, причем все ролики расположены внутри самоустанавливающейся обечайки 5. При контакте уса с поверхностью калибра первой пары роликов благодаря форме калибра появляется момент, который поворачивает обечайку так, что ус попадает в выпуски калибра. Вторая пара роликов обеспечивает поворот обечайки 5 и удержание катанки с усом при наибольшем сечении калибра первой пары роликов. Эти действия обеспечивают попадание уса в режущие зоны блока зачистки и предотвращают обрыв проволоки при волочении через волоку 3. 4 ил., 2 табл.
0,48 0,44 0,44 0,48 0,48 0,46 0,44 0,44
Таблица 2
1,5 1,0 1,0 2,2 2,2 1,2 1,0
1,1
9
10
11
12
13
14
Т5
16
17
изветный)
0,47 0,44 0,48 0,44 0,31 0,39 0,52 0,50
0,44
Фиг.2
Продолжение табл.2
1,1 1,2
ы
1,2 2,5
1,1 1,4 2,4
12,4
3,0
А-А
/
-wx
Фиг А
б-В
III I
лЛ
Г
41,16 )d
J
6
44SS
Л
| ЭЛЕКТРОННЫЙ УСКОРИТЕЛЬ ТИПА МИКРОТРОН | 0 |
|
SU244519A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Способ производства проволоки | 1987 |
|
SU1444015A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
