г-г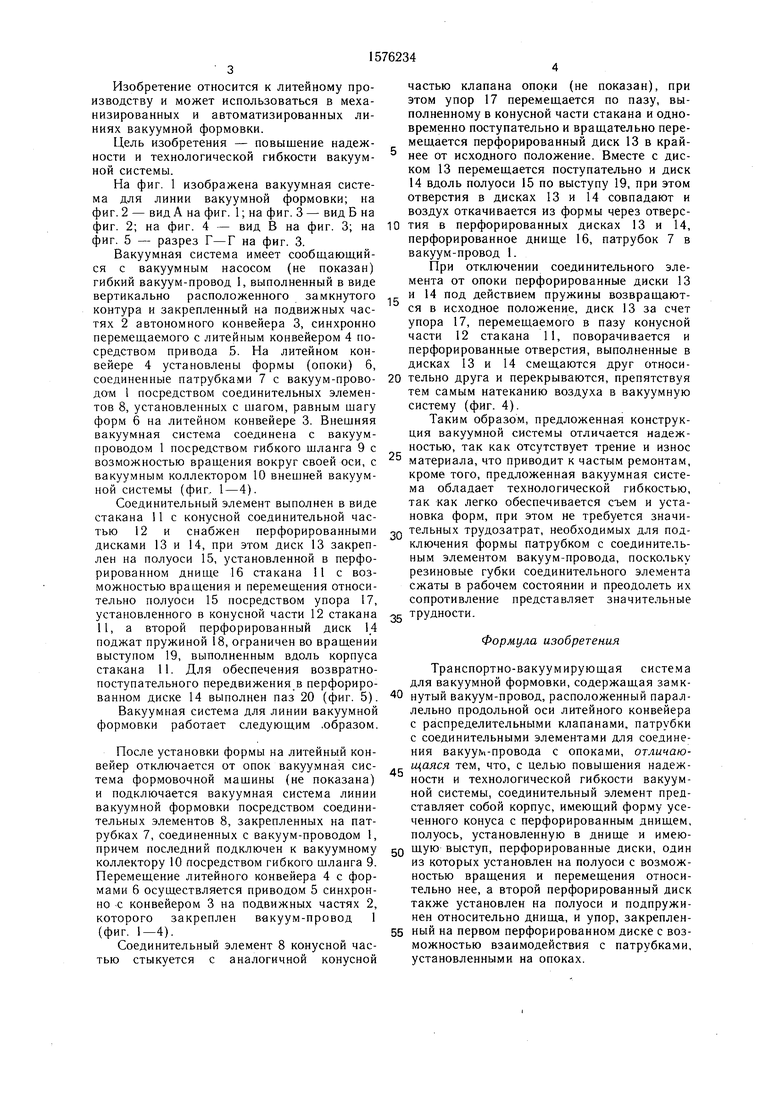
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления отливок и опока для его реализации | 1981 |
|
SU1006039A1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ОТЛИВОК В ВАКУУМНО-ПЛЕНОЧНЫХ ФОРМАХ | 1990 |
|
RU2020025C1 |
| Вакуумная система для линии вакуумной формовки | 1988 |
|
SU1600926A2 |
| Вакуумная система для линии вакуумной формовки | 1986 |
|
SU1379091A1 |
| Литейная форма | 1983 |
|
SU1186357A1 |
| Способ вакуумной формовки и устройство для его осуществления | 1985 |
|
SU1268280A1 |
| Опока для вакуумной формовки | 1980 |
|
SU952416A1 |
| Автоматическая литейная линия изготовления отливок вакуумной формовкой | 1981 |
|
SU975202A1 |
| Оснастка для вакуумной формовки | 1981 |
|
SU996060A2 |
| Опока для вакуумной формовки | 1986 |
|
SU1371761A1 |
Изобретение относится к литейному производству и может использоваться в линиях вакуумной формовки. Цель изобретения - повышение надежности и технологической гибкости системы. Система содержит вертикально замкнутый вакуум-провод, снабженный соединительными элементами, выполненными в виде конусных стаканов 11, взаимодействующих с патрубками опоки 6. При взаимодействии упор 17 перемещается по криволинейному пазу и смещает перфорированные диски 13 и 14. При повороте диска 13 происходит присоединение опоки к системе. 5 ил.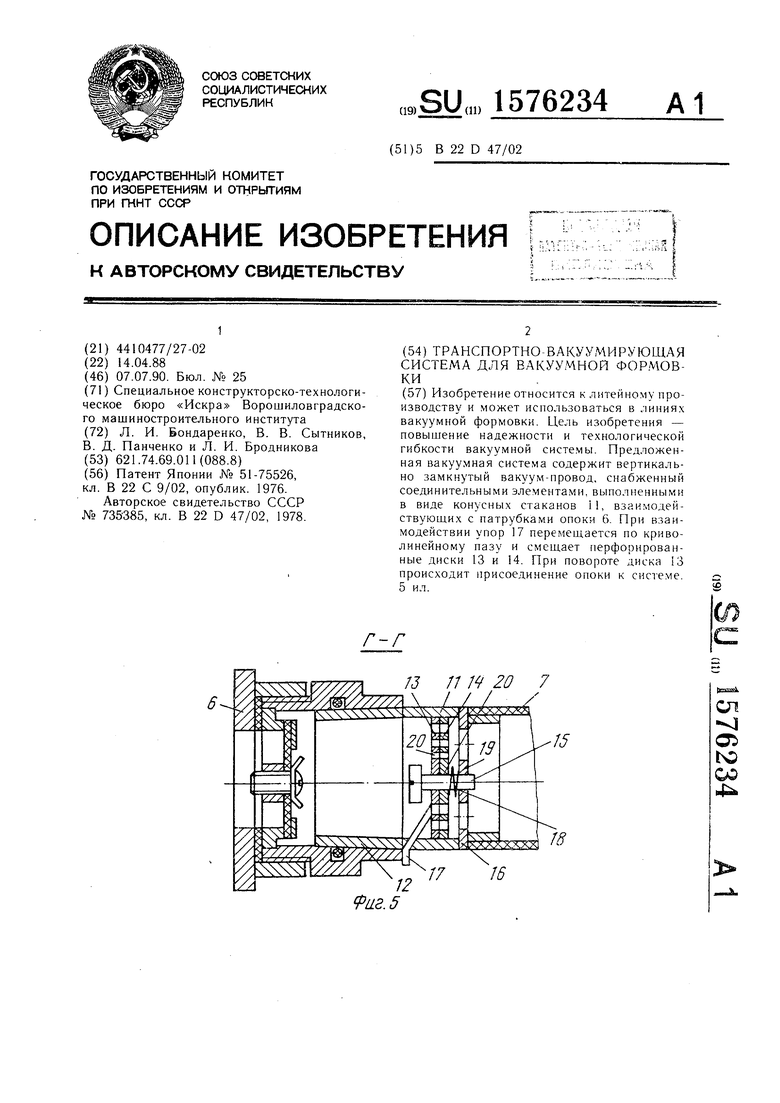
6
/J // / 20 7
сл Ч
OS
ю
со
4Фаг. 5
Изобретение относится к литейному производству и может использоваться в механизированных и автоматизированных линиях вакуумной формовки.
Цель изобретения - повышение надежности и технологической гибкости вакуумной системы.
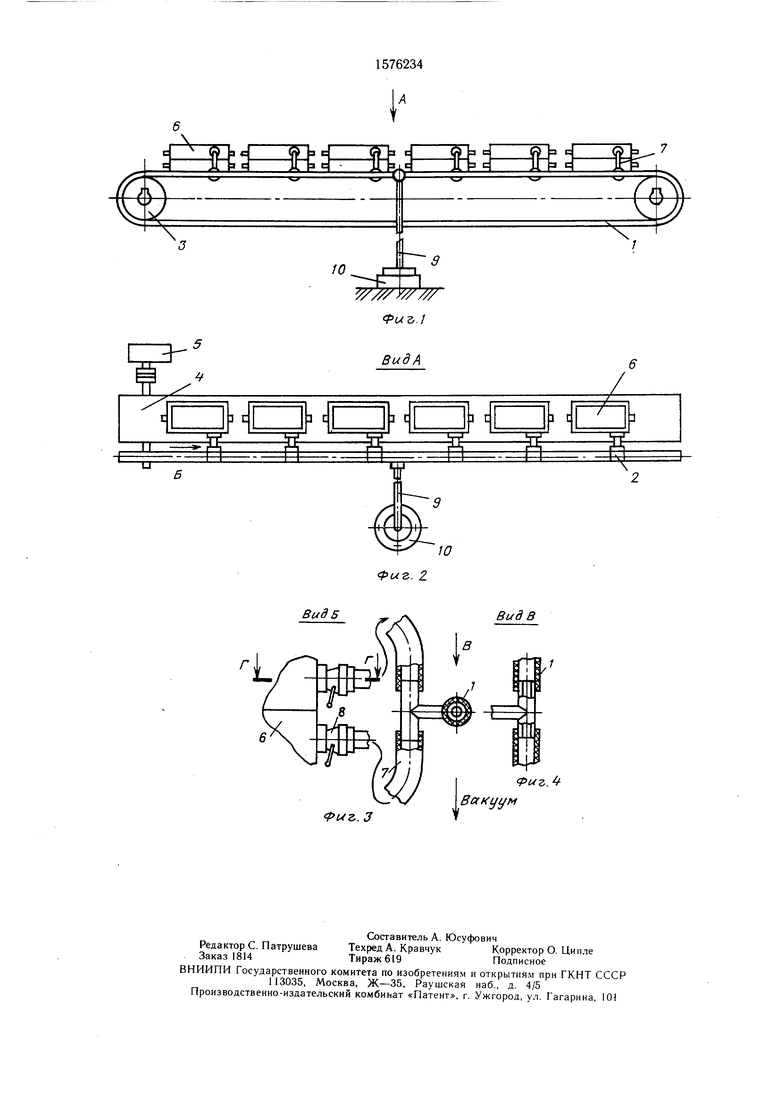
На фиг. 1 изображена вакуумная система для линии вакуумной формовки; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - вид Б на фиг. 2; на фиг. 4 - вид В на фиг. 3; на фиг. 5 - разрез Г-Г на фиг. 3.
Вакуумная система имеет сообщающийся с вакуумным насосом (не показан) гибкий вакуум-провод 1, выполненный в виде вертикально расположенного замкнутого контура и закрепленный на подвижных частях 2 автономного конвейера 3, синхронно перемещаемого с литейным конвейером 4 посредством привода 5. На литейном конвейере 4 установлены формы (опоки) 6,
частью клапана опоки (не показан), при этом упор 17 перемещается по пазу, выполненному в конусной части стакана и одновременно поступательно и вращательно перемещается перфорированный диск 13 в край5 нее от исходного положение. Вместе с диском 13 перемещается поступательно и диск 14 вдоль полуоси 15 по выступу 19, при этом отверстия в дисках 13 и 14 совпадают и воздух откачивается из формы через отверс10 тия в перфорированных дисках 13 и 14, перфорированное днище 16, патрубок 7 в вакуум-провод 1.
При отключении соединительного элемента от опоки перфорированные диски 13 и 14 под действием пружины возвращаются в исходное положение, диск 13 за счет упора 17, перемещаемого в пазу конусной части 12 стакана 11, поворачивается и перфорированные отверстия, выполненные в дисках 13 и 14 смещаются друг относи15
соединенные патрубками 7 с вакуум-прово- 20 тельно друга и перекрываются, препятствуя
25
дом 1 посредством соединительных элементов 8, установленных с шагом, равным шагу форм 6 на литейном конвейере 3. Внешняя вакуумная система соединена с вакуум- проводом 1 посредством гибкого шланга 9 с возможностью вращения вокруг своей оси, с вакуумным коллектором 10 внешней вакуумной системы (фиг. 1-4).
Соединительный элемент выполнен в виде стакана 11 с конусной соединительной частью 12 и снабжен перфорированными дисками 13 и 14, при этом диск 13 закреплен на полуоси 15, установленной в перфорированном днище 16 стакана 11 с возможностью вращения и перемещения относительно полуоси 15 посредством упора 17, установленного в конусной части 12 стакана 11, а второй перфорированный диск 14 поджат пружиной 18, ограничен во вращении выступом 19, выполненным вдоль корпуса стакана 11. Для обеспечения возвратно- поступательного передвижения в перфорированном диске 14 выполнен паз 20 (фиг. 5).
Вакуумная система для линии вакуумной формовки работает следующим .образом.
После установки формы на литейный конвейер отключается от опок вакуумная сие- . щаяся тем, что
тема формовочной машины (не показана)
и подключается вакуумная система линии вакуумной формовки посредством соединительных элементов 8, закрепленных на патрубках 7, соединенных с вакуум-проводом 1,
тем самым натеканию воздуха в вакуумную систему (фиг. 4).
Таким образом, предложенная конструкция вакуумной системы отличается надежностью, так как отсутствует трение и износ материала, что приводит к частым ремонтам, кроме того, предложенная вакуумная система обладает технологической гибкостью, так как легко обеспечивается съем и установка форм, при этом не требуется значиOQ тельных трудозатрат, необходимых для подключения формы патрубком с соединительным элементом вакуум-провода, поскольку резиновые губки соединительного элемента сжаты в рабочем состоянии и преодолеть их сопротивление представляет значительные
35 трудности.
Формула изобретения
Транспортно-вакуум иру ющая система для вакуумной формовки, содержащая замк- 40 нутый вакуум-провод, расположенный параллельно продольной оси литейного конвейера с распределительными клапанами, патрубки с соединительными элементами для соединения вакуум-провода с опоками, отличаю- с целью повышения надежности и технологической гибкости вакуумной системы, соединительный элемент представляет собой корпус, имеющий форму усеченного конуса с перфорированным днищем, полуось, установленную в днище и имеюпричем последний подключен к вакуумному 5д щую выступ, перфорированные диски, один коллектору 10 посредством гибкого шланга 9. Перемещение литейного конвейера 4 с формами 6 осуществляется приводом 5 синхронно с конвейером 3 на подвижных частях 2, которого закреплен вакуум-провод 1 (фиг. 1-4).
Соединительный элемент 8 конусной частью стыкуется с аналогичной конусной
из которых установлен на полуоси с возможностью вращения и перемещения относительно нее, а второй перфорированный диск также установлен на полуоси и подпружинен относительно днища, и упор, закреплен- 55 ный на первом перфорированном диске с возможностью взаимодействия с патрубками, установленными на опоках.
76234
4
частью клапана опоки (не показан), при этом упор 17 перемещается по пазу, выполненному в конусной части стакана и одновременно поступательно и вращательно перемещается перфорированный диск 13 в край5 нее от исходного положение. Вместе с диском 13 перемещается поступательно и диск 14 вдоль полуоси 15 по выступу 19, при этом отверстия в дисках 13 и 14 совпадают и воздух откачивается из формы через отверс10 тия в перфорированных дисках 13 и 14, перфорированное днище 16, патрубок 7 в вакуум-провод 1.
При отключении соединительного элемента от опоки перфорированные диски 13 и 14 под действием пружины возвращаются в исходное положение, диск 13 за счет упора 17, перемещаемого в пазу конусной части 12 стакана 11, поворачивается и перфорированные отверстия, выполненные в дисках 13 и 14 смещаются друг относи15
5
щаяся тем, что
тем самым натеканию воздуха в вакуумную систему (фиг. 4).
Таким образом, предложенная конструкция вакуумной системы отличается надежностью, так как отсутствует трение и износ материала, что приводит к частым ремонтам, кроме того, предложенная вакуумная система обладает технологической гибкостью, так как легко обеспечивается съем и установка форм, при этом не требуется значиQ тельных трудозатрат, необходимых для подключения формы патрубком с соединительным элементом вакуум-провода, поскольку резиновые губки соединительного элемента сжаты в рабочем состоянии и преодолеть их сопротивление представляет значительные
5 трудности.
Формула изобретения
Транспортно-вакуум иру ющая система для вакуумной формовки, содержащая замк- 0 нутый вакуум-провод, расположенный параллельно продольной оси литейного конвейера с распределительными клапанами, патрубки с соединительными элементами для соединения вакуум-провода с опоками, отличаю- с целью повышения надежности и технологической гибкости вакуумной системы, соединительный элемент представляет собой корпус, имеющий форму усеченного конуса с перфорированным днищем, полуось, установленную в днище и имеющую выступ, перфорированные диски, один
из которых установлен на полуоси с возможностью вращения и перемещения относительно нее, а второй перфорированный диск также установлен на полуоси и подпружинен относительно днища, и упор, закреплен- ный на первом перфорированном диске с возможностью взаимодействия с патрубками, установленными на опоках.
зBuds
Фиг.З
Puz.l
Вид А
фиг. 2
Вид В
| Способ запрессовки не выдержавших гидравлической пробы отливок | 1923 |
|
SU51A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Планшайба для точной расточки лекал и выработок | 1922 |
|
SU1976A1 |
| Вакуумная система для линии вакуумной формовки | 1978 |
|
SU735385A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
