{5) ОСНАСТКА ДЛЯ ВАКУУМНОЙ ФОРМОВКИ

| название | год | авторы | номер документа |
|---|---|---|---|
| Оснастка для вакуумной формовки | 1980 |
|
SU952411A2 |
| Способ вакуумной формовки и стержневой ящик для его осуществления | 1981 |
|
SU996061A1 |
| Оснастка для вакуумной формовки | 1980 |
|
SU882695A1 |
| Стержень для вакуумной формовки крупногабаритных литейных форм | 1985 |
|
SU1294454A1 |
| Литейная оснастка | 1978 |
|
SU764835A2 |
| Способ вакуумной формовки и оснастка для его осуществления | 1982 |
|
SU1052312A1 |
| Способ вакуумной формовки и оснастка для его осуществления | 1987 |
|
SU1519822A1 |
| Оснастка для вакуумной формовки | 1978 |
|
SU768535A1 |
| Оснастка для изготовления литейных форм со стержнями вакуумно-пленочной формовкой | 1980 |
|
SU884830A1 |
| Литейная оснастка для изготовления преимущественно крупногабаритных стержней вакуумно-пленочной формовкой | 1985 |
|
SU1311840A1 |

Изобретение относится к литейному производству и Momet быть использова но в оснастках для вакуумной формовки, преимущественно крупногабаритных литейных стержней, подключаемых к источнику вакуума через литейную фор му. По основному авт.свид. № 882695 известна оснастка для вакуумной формовки , преимущественно крупногабарит ных литейных стержней, подключаемых к источнику вакуума через литейную форму, содержащая модельную плиту с формообразующими элементами, каркас из перфорированной трубки с патрубком, срезанным под острым углом к ос и патрубка и вакуумным штуцером с обратным клапаном на противоположной от патрубка стороне каркаса, захват в виде сменной крышки с серьгой, охватывающей каркас, и кольцевой бобыш кой, фиксирующей крышку с серьгой и оформляющей впадину в стержне 1 . Недостатками известной осндстки являются недостаточная точность установки стержня в литейную форму, поскольку патрубок для подключения стержня к источнику вакуума входит в контакт- с литейной формой раньше, чем его знаковая часть, сложность сборки так как после входа срезанного под углом патрубка в сухой формовочный материал затрудняется установка крупногабаритного стержня.по знаку в литейную форму. Цель изобретения - повышение точности установки стержня в литейную форму и упрощение сборки. Поставленная цель достигается тем, что оснастка для вакуумной формовки дополнительно снабжена кондуктором выполненным в виде фильтрующего элемента и установленным соосно. с патрубком. Кондуктор выполнен в виде стакана из газопроницаемого металлического материала.
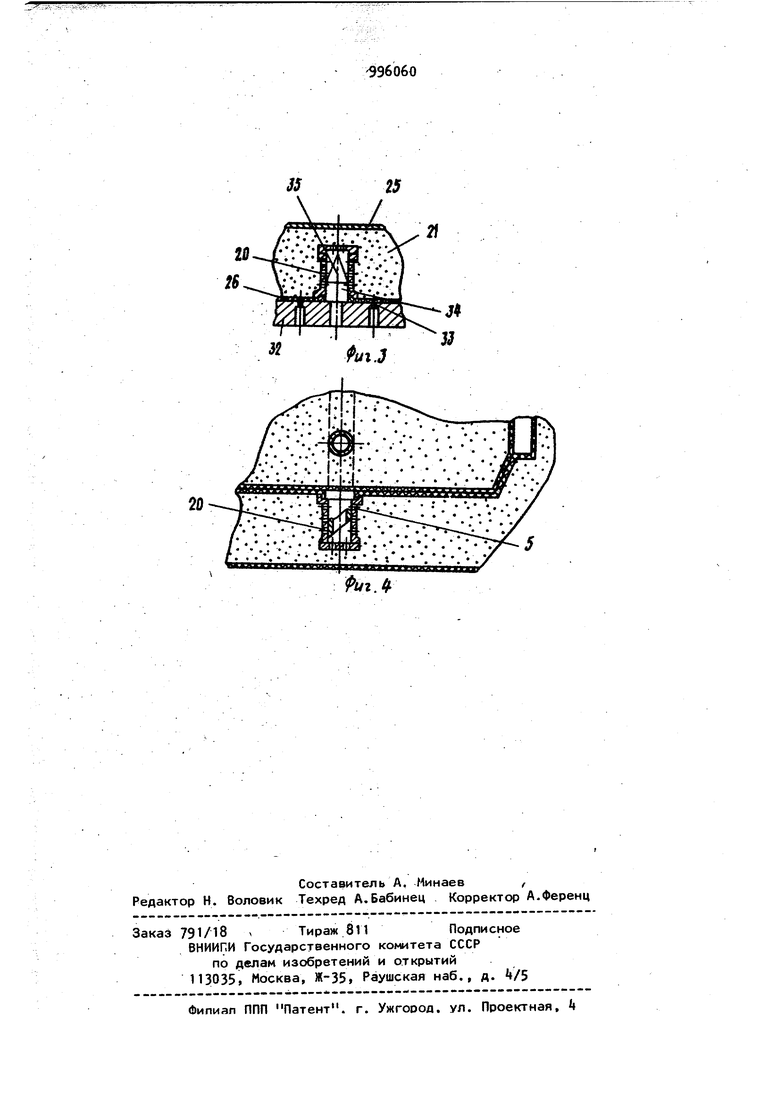
На фиг.1 изображена оснастка для вакуумной формовки; на фиг. 2 - литейная форма и стержень перед сборкой; на фиг. 3 - модельная плита со тырем и кондуктором; на фиг. - литейная форма и стержень в сборе.
Оснастка для вакуумной формовки содержит модельную плиту 1 с формообразующими элементами 2 и 3| каркас t из перфорированной трубки с патрубком 5 срезанным под острым углом к оси патрубка, и вакуумным штуцером 6 с обратным клапаном 7 на противоположной от патрубка 5 стороне каркаса, захват в виде крышки 8с серьгой 9, охватывающей каркас, при этом модельнай плита 1 выполнена с кольцевой бобышкой 10, оформляющей впадину 11 в стержне. Кроме того, в модельной плите 1 имеется герметичная полость 12, которая при помощи патрубка 13 подключается к источнику вакуума или сообщается с атмосферой, причем полость 12 связана через отсасывающие отверстия 1 с оформляющей поверхностью, облицованной синтетической пленкой 15 с отогнутым краем 16. Стержень изготавливается из сухого формовочного материала 17 без связующего и изолирован от окружающей атмосферы при помощи синтетической пленки 18, перекрывающей края 16. Для подключения стержня к источнику вакуума служит гибкий вакуумпро вод 19, а через литейную форму - пат рубок 5, который устанавливается по кондуктору 20 в литейную форму. На фиг.2 показана литейная форма и стер жень перед сборкой, изготовленные ва
куумной формовкой из сухого формовоч ного материала 21 в опоке 22 с фильт рующей оболочкой 23 и патрубком 2 для подключения к вакуумной системе, герметизирующим элементрм 25, синтетической планкой 2б, образующей полость формы 27, при этом кондуктор 20 зафиксирован в литейной форме благодаря выточке, выполненной по диаметру кондуктора 28, а сам кондуктор выполнен в виде фильтрующего элемента, например, в виде стакана из газопроницаемого металлического материала. Стержень связан с гаком 29 грузоподъемного устройства при помощи разрезного кольца 30 со скосом 31.
На фиг. 3 показана модельная плита 32 с отсасывающими отверстиями 33,
960604
и закрепленным на плите штырем 3 оканчиваюи имся конусом 35 дяя обеспечения разрыва пленки 26 при облицовывании ею модели.
5 На фиг. t показана литейная форма с заформованным в нее кондуктором 20 и установленным в нее стержень с патрубком 5.
Орнастка работает следующим сэбto разом.
Ни модельную плиту 1 устанавливаются сменные формообразующие элементы 2 и 3 выполненные, например из дерева, которые облицовываются вмесIS те с.модельной плитой, нагретой термопластичной, синтетической пленкой 15 с отогнутыми краяг и 16 при подключении патрубка 13 и полости 12 к источнику вакуума. Затем на пленку на20 носят противопригарную краску, а
внутрь оснастки устанавливают каркас
4с крышкой 8 и серьгой 9, которая входит внутрь кольцевой бобышки 10, фиксирующей крышку 8 с серьгой во
35 впадине 11, при этом вакуумный штуцер 6 также устанавливается в соответствующей впадине модельной плиты 1. После подачи и уплотнения сухого формовочного материала 17 и наложения
30 синтетической пленки 18, на патрубок
5надевается гибкий вакуумпровод 19, который подключается к источнику вакуума (не показан), при этом патрубок 13 отключается от источника ва3$ УУма и сообщается с атмосферой.
После кантования стержень извлекается из нее вместе с формообразующими элементами 2 и 3, которые легко отделяются. Затем к вакуумному штуцеру 6 после удаления, например, путем срезания с торца синтетической пленки подключается второй гибкий вакуумпровод 19, связанный также с источником вакуума. Только после это го гибкий вакуумпровод отсоединяется от патрубка 5 и стержень устанавливается в литейную форму, при этом патрубок 5 вводится в кондуктор 28, обеспечивая повышение точности ус50 тановки стержня в литейную форму и упрощение сборки. Наличие открытого патрубка 5, сообщенного с атмосферой, хотя и приводит к некоторому увеличению натекания в полость стержня,
55 но позволяет сохранить конфигурацию и размещены в период установки стержня в,литейную форму. После сборки патрубок 5 изолируется от атмосферы
и подключается к источнику вакуума, через кондуктсзр 28 и литейную форму
Сборка осуществляется следующим образом.
Стержень навешивается на гак 2Э при помощи разрезного кольца 30 с косым срезом 3V, прорезающим синтетическую пленку в зоне серьги. При опускании стержня вниз патрубок 5 входит в кондуктор 28, а стержень фиксируется в литейной форме при помощи знаковой части. В результате того, что патрубок 2k подключен к источнику вакуума, стержень подключается к источнику вакуума через литейную форму, сохраняя подключение при помощи гибкого вакуумпровода 19 штуцера 6 и обратного клапана 7 к источнику вакуума. После 3toro гибкий вакуумпровод 19 отключается от истоЧника вакуума.
После выбивки опок кондуктор 28, каркас вместе с деталями извлекается и после обдувки оснастка готова для повторного использования. Поскольку литейная форма и стержень изготовлены из сухого формовочного материала без связующего, то предложенное техническое решение позволяет исключить регенерацию смеси и снизить капитальные затраты, связанные с регенерационной установкой.
Кроме того, предложенное техническое решение позволяет изготавливать крупногабаритные сложные стержни вакуумной формовкой без использования связующего, что снижает газовыделение, улучшает условия труда в литей ном цехе., а .также упрощает сборку и обеспечивает повышение точности установки крупногабаритного стержня в литейную форму.
Экономический эффект только за счет снижения трудоемкости очистных и обрубных работ и исключения связующего из смеси составляет на 1 т годного чугунного литья.
Предложенная оснастка позволяет повысить точность установки стержня в литейную форму, упрощает сборку, что особенно важно при использовании крупногабаритных стержней, изготовленных вакуумной формовкой.
Формула изобретения
Источники информации, принятые во внимание при экспертизе
35
J
иг.З
