Изобретение относится к литейному производству, в частности к технологии и оборудованию для изготовления литейных форм вакуумной формовкой.
Цель изобретения - повышение производительности труда.
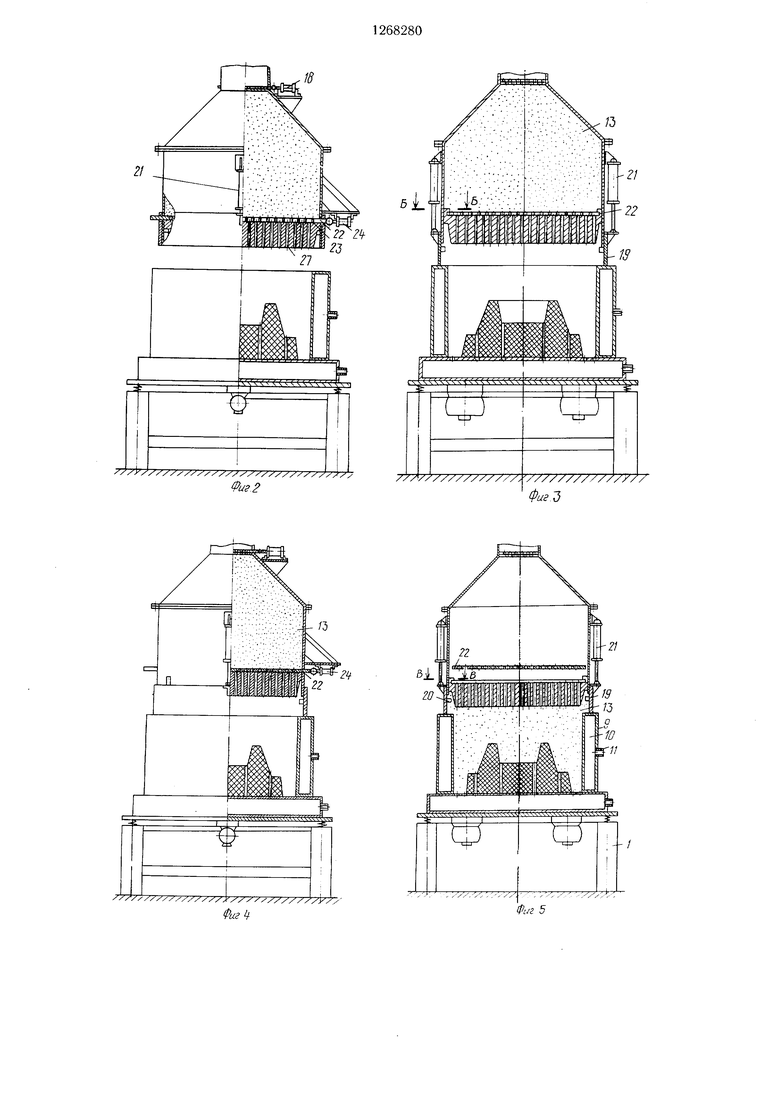
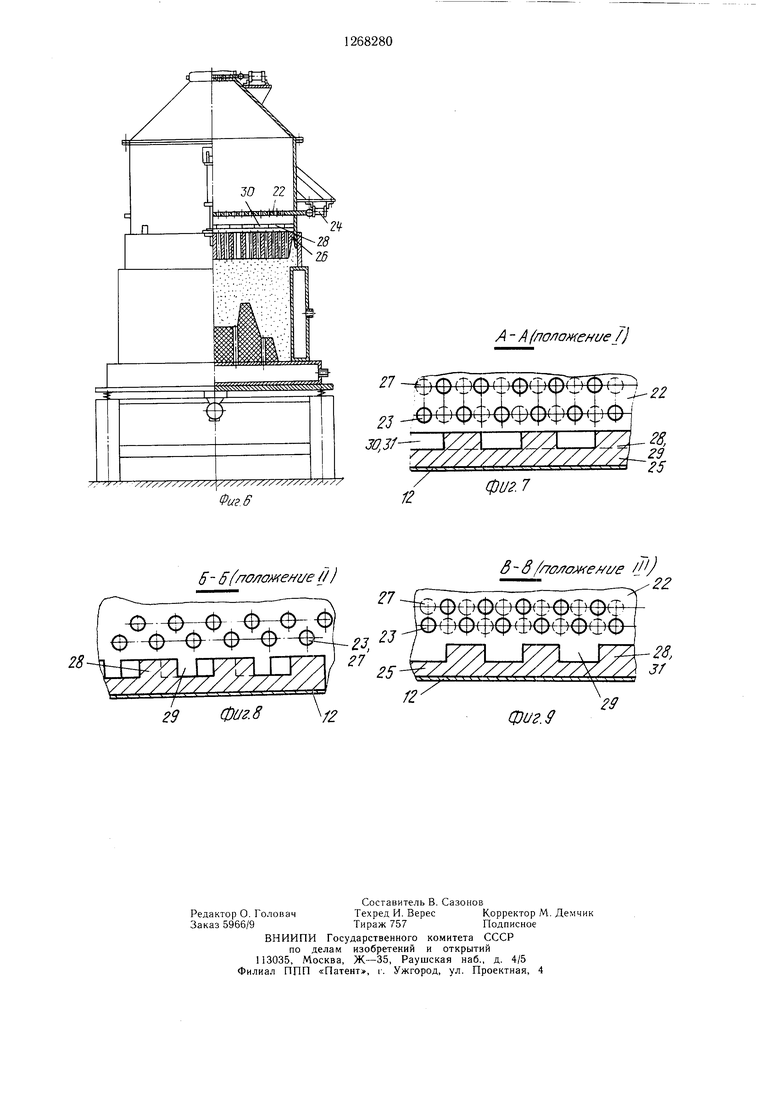
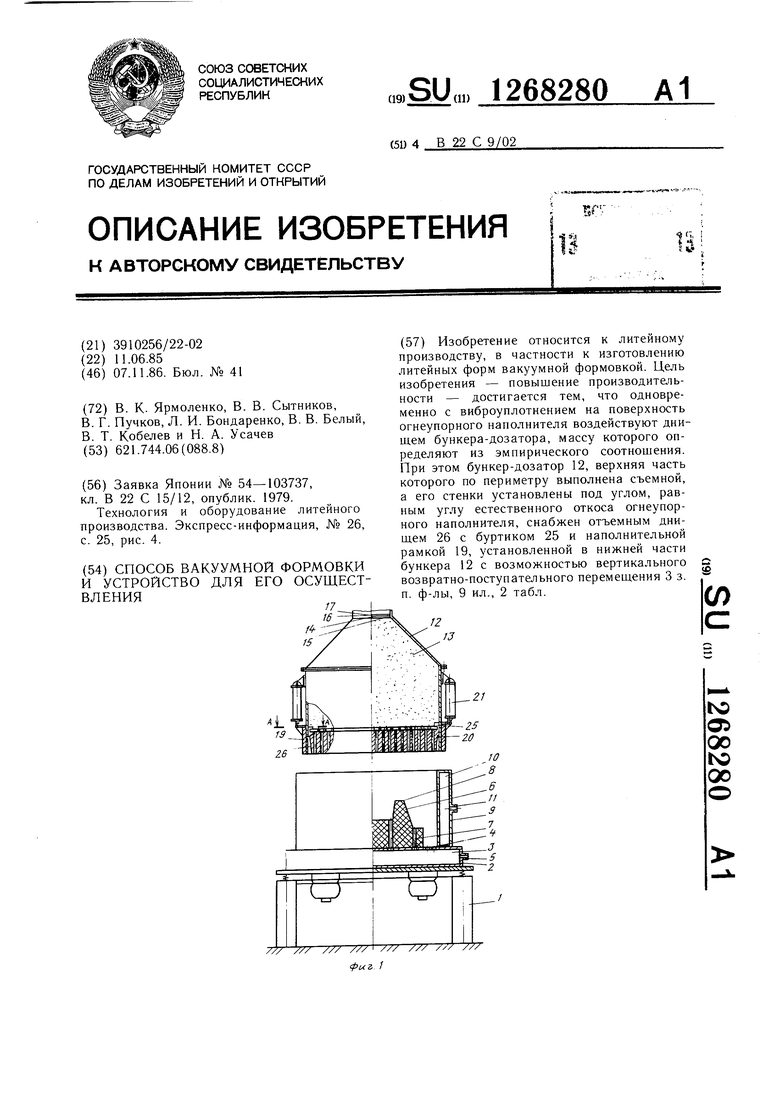
На фиг. 1-б изображено устройство для реализации предложенного способа вакуумной формовки, пооперационно; на фиг. 7 - разрез А-А на фиг. 1; на фиг. 8 - разрез Б - Б на фиг. 3; на фиг. 9 - разрез В-В на фиг. 5.
Устройство содержит вибростол 1, установленную на нем модельную плиту 2, выполненную с вакуумной полостью 3, отверстиями 4 для отсоса воздуха и патрубком 5 для соединения с источником вакуума или атмосферой, а также модель 6 с отверстиями 7, синтетическую пленку 8, служащую для облицовки модельной плиты и модели, опоку 9, выполненную с вакуумной полостью 10 и патрубком 11 для сообщения с источником вакуума или атмосферой. Кроме того, устройство содержит бункер-дозатор 12, верхняя часть которого по периметру выполнена съемной и под углом, равным углу естественного откоса огнеупорного наполнителя 13, и снабжена перегородкой 14 с отверстиями 15, шибером 16, выполненным с отверстиями 17 для заполнения опоки 9 огнеупорным наполнителем, и перемещаемым приводным цилиндром 18.
В основании бункера-дозатора 12 установлена наполнительная рамка 19, на внутренних стенках которой размешены бобышки 20, перемещаемая приводными пилиндрами 21.
Кроме того, имеется шибор 22, выполненный с отверстиями 23 и снабженный приводным цилиндрм 24, удерживающий за буртики 25 днище 26 бункера-дозатора 12, имеющее отверстия 27, сквозь которые пропускается огнеупорный наполнитель 13 для заполнения опоки 9.
В буртиках 25 днища 26 и боковых кромках щибера 22 бункера-дозатора 12 выполнены выступы 28 и 29 и пазы 30 и 31 соответственно.
Способ осуществляется следуюш,им образом.
Модель 6, закрепленная па модельной плите 2, установленной на вибростоле 1, облицовывается нагретой синтетической пленкой 8, которая герметизируется путем подключения к вакуумной системе через патрубок 5, отверстия 4 и 7 и вакуумную полость 3. Затем на модельную плиту 2 устанавливается опока 9 (фиг. 1 и 2).
В исходном положении (фиг. 1 и 7, положение I) днище 26 бункера-дозатора 12 удерживается бобышками 20 и выступами 28, выполненными в буртиках 25 днища 26, за выступы 29, выполненные в боковых кромках щибера 22 (фиг. 7, невидимый контур).
После срабатывания приводных цилиндров 21 опускается на опоку наполнительная рамка 19 (фиг. 3 и 4). Затем срабатывает приводной цилиндр 24 и перемещает щибер 22 из положения I в положение II (фиг. 7, положение II), в котором выступы 28, выполненные в буртиках днища бункер а-дозатор а 12, удерживаются за выступы 29 в боковых кромках щибера, а отверстия 23, выполненные в щибере 22, совпадают с отверстиями 27, выполненными в днище бункера-дозатора 12, через которые огнеупорный наполнитель 13 устремляется в опоку. После заполнения опоки дозой огнеупорного наполнителя срабатывает приводной цилиндр 24 и перемещает щибер 22 из положения II в положение III (фиг. 8, положение III), в результате чего выступы 28 в буртиках 25 днища 26 бункера-дозатора 12 совпадают с пазами 31, выполненными в 6oKOB j x кромках шибера, днище выходит из зацепления с шибером и опускается на поверхность огнеупорного наполнителя 13 (фиг. 5 и 6). Одновременно с опусканием днища на поверхность огнеупорного наполнителя 13 включается вибростол 1 и подключается вакуумная система к опоке 9 через патрубок 11 и вакумную полость 10, с помощью которой удаляются пылевыделения. После завершения уплотнения с одновременным воздействием вибрации и днища бункера-дозатора 12 на огнеупорный наполнитель проводится подъем днища бункера-дозатора 12 в исходное положение. Срабатывают приводные цилиндры 21, поднимая вверх наполнительную рамку 19, которая, в свою очередь, бобышками 20 поднимает днище бункера-дозатора 12 до уровня щибера 22. Возвращаясь в исходное положение, выступы 28 на буртиках днища 26 проходят сквозь пазы 31 в боковых кромках шибера 22, а выступы 29 на боковых кромках шибера - через пазы 30 соответственно в буртиках днища, после чего срабатывает приводной цилиндр 24 и шибер 22 из положения III переходит в положение I. Происходит зацепление выступов 28 и 29 буртиков днища и боковых кромок щибера соответственно. После чего срабатывает приводной цилиндр 18, отверстия 15, выполненные в перегородке 14 и щибере 16, совпадают и происхо.дит заполнение бункерадозатора 12 огнеупорным наполнителем. Устройство вновь готово к эксплуатации.
Опока 9 с уплотненным огнеупорным наполнителем 13 герметизируется синтетической пленкой (не показана), снимается с модельной оснасткой и передает на позицию сборки.
Пример. Изгртавливают форму способом вакуумной формовки в опоках размером 400х 500x150 мм. При этом в качестве облицовочного материала применяется синтетическая пленка «Сэвилен, в качестве огнеупорного наполнителя используется сухой кварцевый песок, герметизация проводилась при разрежении 65 кПа.
Применяется экспериментальная оснастка (фиг. 1-9). Вакуумная формовка включает облицовку модели пленкой, установку опоки, заполнение ее из бункера-дозатора огнеупорным наполнителем и виброуплотнение последнего, причем виброуплотнение огнеупорного наполнителя проводят с дополнительным воздействием на поверхность наполнителя днищем бункера-дозатора, массу которого определяют из соотношения
m..
(1)
РО-р
Параллельно проводятся изготовление форм традиционным способом вакуумной формовки без применения подвижного днища бункера-дозатора с использованием перечисленных формовочных материалов и времени виброуплотнения 2; 5; 10; 15; 20 с.
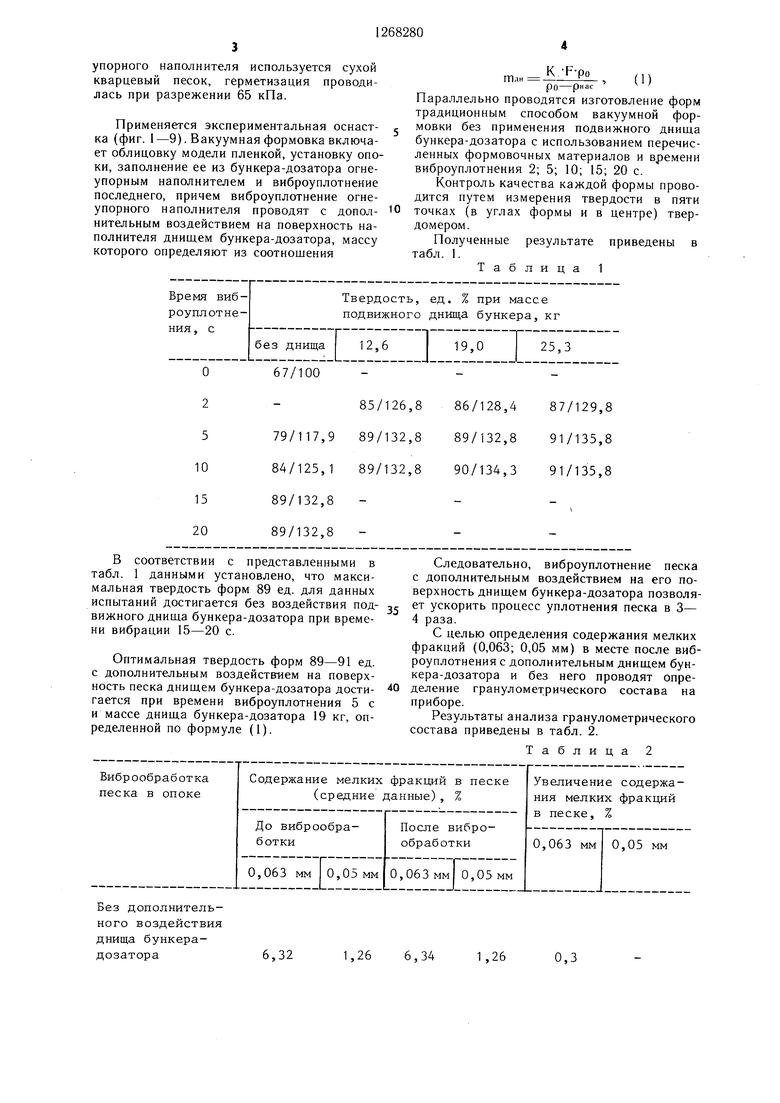
Контроль качества каждой формы проводится путем измерения твердости в пяти точках (в углах формы и в центре) твердомером.
Полученные результате приведены в табл. 1.
Таблица 1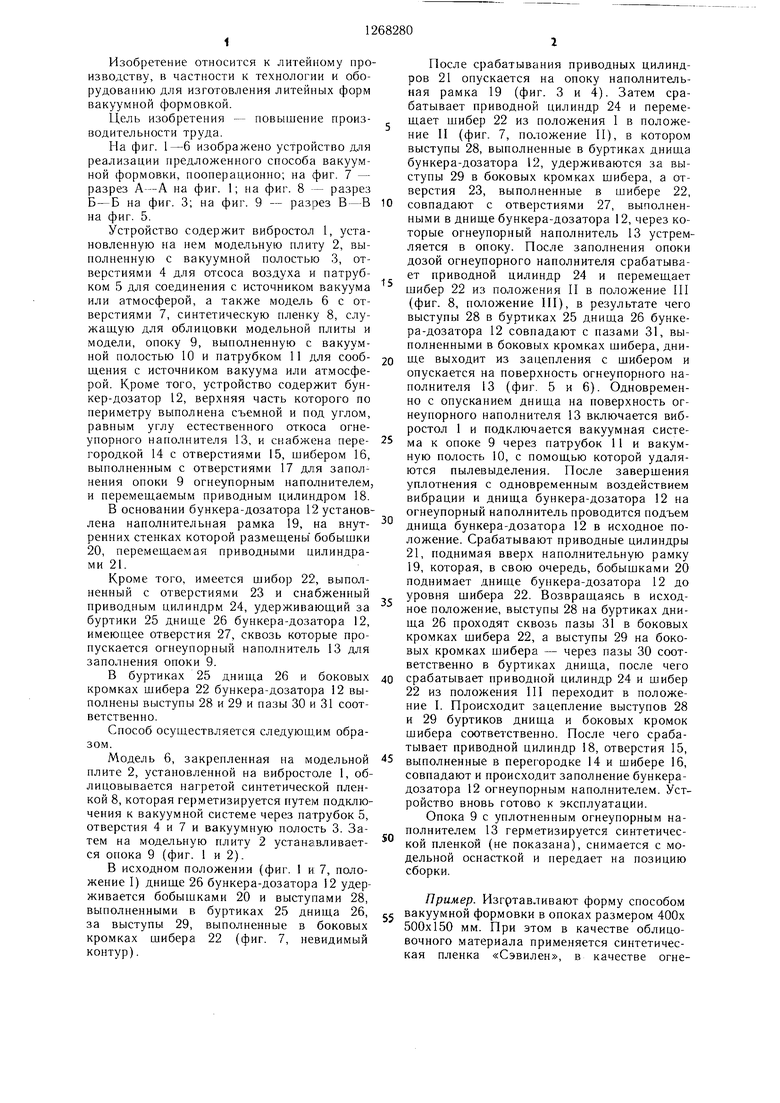
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ОТЛИВОК ПО ГАЗИФИЦИРУЕМЫМ МОДЕЛЯМ | 1986 |
|
SU1438090A1 |
| СПОСОБ ФОРМОВКИ БЛОКА ГАЗИФИЦИРУЕМЫХ МОДЕЛЕЙ В ОПОКЕ | 1991 |
|
RU2030243C1 |
| Автоматизированная машина вакуумной формовки | 1986 |
|
SU1346326A1 |
| ОСНАСТКА ДЛЯ ВАКУУМНОЙ ФОРМОВКИ | 1991 |
|
RU2025191C1 |
| СПОСОБ ЗАПОЛНЕНИЯ ОПОКDC'"СОЮЗНАЯ'.V ::'.;;о-11^:ш'^ЕСНА]Г-ЛЕ.г;и07ЕКА | 1971 |
|
SU288931A1 |
| Способ изготовления литейной формы вакуумной формовкой и устройство для его осуществления | 1983 |
|
SU1122399A1 |
| УСТАНОВКА ДЛЯ ПРОСТАНОВКИ И ФОРМОВКИ В ОПОКАХ БЛОКОВ ГАЗИФИЦИРУЕМЫХ МОДЕЛЕЙ | 1991 |
|
RU2029654C1 |
| Способ изготовления форм вакуумной формовкой | 1987 |
|
SU1470421A1 |
| Способ изготовления отливок и опока для его реализации | 1981 |
|
SU1006039A1 |
| Установка для изготовления и выбивки форм из сыпучего материала при литье по газифицируемым моделям | 1990 |
|
SU1773550A1 |
В соответствии с представленными в табл. 1 данными установлено, что максимальная твердость форм 89 ед. для данных испытаний достигается без воздействия подвижного днища бункера-дозатора при времени вибрации 15-20 с.
Оптимальная твердость форм 89-91 ед. с дополнительным воздействием на поверхность песка днищем бункера-дозатора достигается при времени виброуплотнения 5 с и массе днища бункера-дозатора 19 кг, определенной по формуле (1).
Без дополнительного воздействия днища бункерадозатора
Следовательно, виброуплотнение песка с дополнительным воздействием на его поверхность днищем бункера-дозатора позволяет ускорить процесс уплотнения песка в 3- 4 раза.
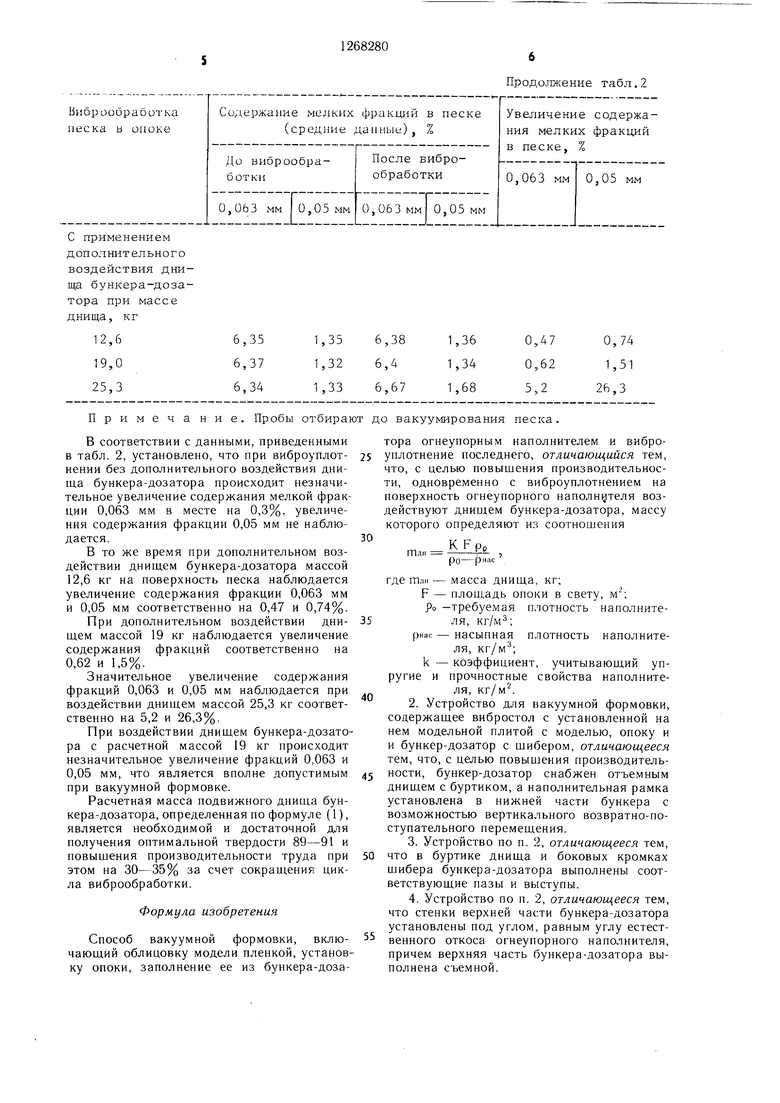
С целью определения содержания мелких фракций (0,063; 0,05 мм) в месте после виброуплотнения с дополнительным днищем бункера-дозатора и без него проводят определение гранулометрического состава на приборе.
Результаты анализа гранулометрического состава приведены в табл. 2.
Таблица 2
1 ,26
1,26 6,34
0,3
С применением дополнительного воздействия днища бункера-дозатора при массе днища, кг Примечание. Пробы отбирают до
В соответствии с данными, приведенными в табл. 2, установлено, что при виброуплотнении без дополнительного воздействия днища бункера-дозатора происходит незначительное увеличение содержания мелкой фракции 0,063 мм в месте на 0,3%, увеличения содержания фракции 0,05 мм не наблюдается.
В то же время при дополнительном воздействии днищем бункера-дозатора массой 12,6 кг на поверхность песка наблюдается увеличение содержания фракции 0,063 мм и 0,05 мм соответственно на 0,47 и 0,74%.
При дополнительном воздействии днищем массой 19 кг наблюдается увеличение содержания фракций соответственно на 0,62 и 1,5%.
Значительное увеличение содержания фракций 0,063 и 0,05 мм наблюдается при воздействии днищем массой 25,3 кг соответственно на 5,2 и 26,3%.
При воздействии днищем бункера-дозатора с расчетной массой 19 кг происходит незначительное увеличение фракций 0,063 и 0,05 мм, что является вполне допустимым при вакуумной формовке.
Расчетная масса подвижного днища бункера-дозатора, определенная по формуле (1), является необходимой и достаточной для получения оптимальной твердости 89-91 и повыщения производительности труда при этом на 30-35% за счет сокращения цикла виброобработки.
Формула изобретения
Способ вакуумной формовки, включающий облицовку модели пленкой, установку опоки, заполнение ее из бункера-дозаПродолжение табл.2
тора огнеупорным наполнителем и виброуплотнение последнего, отличающийся тем, что, с целью повышения производительности, одновременно с виброуплотненнем на поверхность огнеупорного наполнителя воздействуют дниихем бункера-дозатора, массу которого определяют из соотнощения
m., ,
где Шдн - масса днища, кг;
F - площ.адь опоки в свету, РО -требуе1мая плотность наполнителя,
рнас - насыпная плотность наполнителя,
k - коэффициент, учитывающий упругие и прочностные свойства наполнителя, кг/м.
шибера бункера-дозатора выполнены соответствующие пазы и выступы.
/(
.22 Z
Фиг 5
(положение)
in
:;:
xzz
-28,
7
29
25
фиг. 7
12 B- б{/7 У ожемие f/ ) 29 фиг. 8 6 в /г7/7 оже 1/е //У фиг.З
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Дверной замок, автоматически запирающийся на ригель, удерживаемый в крайних своих положениях помощью серии парных, симметрично расположенных цугальт | 1914 |
|
SU1979A1 |
| Технология и оборудование литейного производства | |||
| Экспресс-информация, № 26 с | |||
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
