(54) УСТРОЙСТВО ,Щ1Я ОХЛАЖ.ЦЕНИЯ ПРОКАТА
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ДЛИННОМЕРНОГО ПРОКАТА | 2005 |
|
RU2282512C1 |
| НАГНЕТАЮЩАЯ ФОРСУНКА | 2001 |
|
RU2174884C1 |
| Устройство для охлаждения и гидротранспортирования прокатных изделий | 1985 |
|
SU1283254A1 |
| Устройство для охлаждения и гидротранспортирования прокатных изделий | 1987 |
|
SU1555373A1 |
| Устройство для охлаждения мелкосортного проката | 1978 |
|
SU738712A1 |
| УСТРОЙСТВО ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ И ГИДРОТРАНСПОРТИРОВАНИЯ ПРОКАТА | 2001 |
|
RU2180278C1 |
| Устройство для смотки сортового профиля | 1983 |
|
SU1144741A1 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ТРУБ В МНОГОКЛЕТЬЕВОМ ПРОКАТНОМ СТАНЕ | 2004 |
|
RU2254189C1 |
| УСТРОЙСТВО ДЛЯ УСКОРЕННОГО ОХЛАЖДЕНИЯ И ГИДРОТРАНСПОРТИРОВАНИЯ ПРОКАТНЫХ ИЗДЕЛИЙ | 1999 |
|
RU2176940C2 |
| УСТРОЙСТВО ДЛЯ РЕГУЛИРУЕМОГО ОХЛАЖДЕНИЯ ПРОКАТА | 2001 |
|
RU2174881C1 |
1
Изобретение относится к-прокатному производству и может быть использовано для охлаждения проката в потоке стана,преимущественно проволочного. и мелкосортного.
.Известно устройство для охлаждения мелкосортного и проволочного проката, включающее последовательно, с промежутками установленные охватывающие прокат патрубки с подводами к .ним охладителя { .
Недостатком известного устройства являетсянедостаточная интенсивность и равномерность закалки, а. также возможность заклинивания при транспортировке проката.
Цель изобретения - улучшение механических сврйств проката путем интенсивного охлаждения поверхностного слоя с последующим выравниванием температуры по его сечению, а также повьпае,ние надежности транспортирования проката через устройство.
Поставленная цель достигается , что его последовательно установлен- ные патрубки соединены стержнями, размещенными продольно оси проката и образующими концевую решетку, при-чем концы стержней со сторонывход2
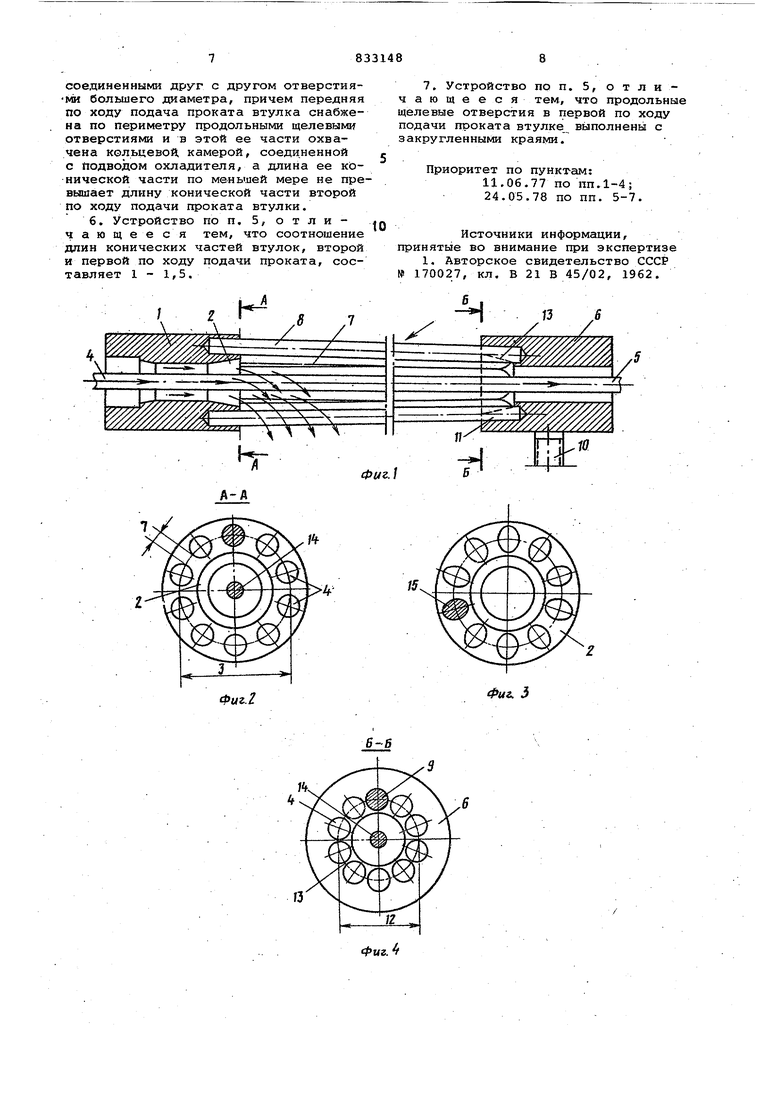
ного по ходу прокатки патрубка расположены по окружности большего диаметра, чем диаметр окружности, по которой располагаются концы этих стержней со стороны выходного по ходу прокатки патрубка, промежутки между стержнями меньше сечения охлаждаемого проката, а диаметр отверстия на .входе в воронку выходного патрубка больше диаметра вписанной окружности, вокруг которой расположены стержни, круглого или эллипсовидного с большой осью радиально направленной по отношению к устройству сечения. Устройство может быть снабжено кожухом, образующим кольцевую камеру, между входным и выходным патрубками и герметически соединенным посредством уплотняющих элементов с этими патрубками с возможностью разъема, причем в кожух вмонтированы водопроводящие штуцеры. Кроме . того, к патрубку может быть прикреплены соосная ему KaMeii-д подвода охладителя, образованная двумя следующими друг за другом втулками с конусными внутренними отверстиями, соединенными друг с другом отверстиями большего диаметра, причем передня по ходу подачи проката втулка снабжена по периметру продольными телевыми отверстиями и в этой ее части охвачена кольцевой камерой, соединенной с подводом охладителя, а v длина ее конической части, по меньшей мере, не превышает длину .конической части второй по ходу подачи проката втулки. Соотношение длин конических часте втулок, второй и первой по ходу пода чи проката, составляет 1-1,5, а продольные щелевые, в первой по ходу подачи проката втулке выполнены с закругленными краями. На фиг. 1 изображено устройство д охлаждения проката, продольный раз рез; на фиг. 2 - разрез А-А на -на фиг. 3 - то ), в варианте с сечением стержней в виде эллипса; на фиг.4-разрез Б-Б на фиг.1; на фиг.5 часть устройства для подачи охлаждаю щей жидкости и проката, с кожухом дл подвода охлаждающей жидкости в перед ней зоне, продольный разрез; на фиг. устройство(в заднейзоне)для отвода охлаждающей жидкости в сочетании с формой выполнения устройства с кожухо в передней зоне для подвода охлаждающей жидкости,продольный разрез;на фиг. 7 - разрез В-В на фиг. 8; на фиг. 8 - разрез Г-Г на фиг. 7. Устройство содержит вводный патрубок 1, вокруг конечного сопла 2 которого на делительной окружности 3 расположено произвольное число стержней 4. Стержни 4 расположены концентричес ки вокруг продольной оси 5 и-сужаются к патрубку б„ Свободные расстояния 7 между концами 8 стержней 4 на ввод ном, патрубке на конце конечного сопла 2 самые большие и в этой зоне образуют максимальное свободное сечение для быстрого пульсирующего отвода охлаждающей жидкости. Тормозящий эффект охлаждающей жидкости практически равен нулю, поскольку сток вокруг круглых сечений 9 стержней 4 чрезвычайно обтекаемый (фиг. 2). Патрубокб снабжен держателем 10 для обеспечения регулируемого крепления устройства для подачи охлаждающей жидкости на участке охлаждения.- При этом в патрубок б входят . концы 1.1 стержней 4. . Делительная окружность 12 стержней 4 равна максимальному диаметру, направляющей воронки 13, так что примерно половина сечения 9 стержней заходит в направляющую воронку 13, за счет чего значительно облегчается вход проката 14 в наконечник 6,а также обеспечивается свободное прохождение проката без потерь на трение через охлаждающее устройство. Для достижения лучшей обтекаемости охлаждающей жидкости предлагается применение стержней 4 овального или эллипсойиГдного сечения 15. Свободное l расстояние 7 между стержнями 4, тем самым, оптимально увеличивается для отвода охлаждающей жидкости, не ухудшая условий транспортирования прокаОбтекаемое расположение стержней 4 достигается тогда, когда удлиненные оси эллипсовидных сечений 15 направлены радиально к продольной оси 5. С целью подвода охлаждающей жидкости устройство снабжено кожухом 16 (фиг. 5),который снабжен подводящими трубопроводами 17 для охлаждающей жидкости и выполнение трубчатыми концами 18, которые перемещаются по вводному патрубку 1 и патрубку б и уплотнены посредством уплотняющих элементов 19, например, колец круглого сечения, устанавливаемых в проточках 20. Тем самым достигается оптимальная, обтекаемая подача охлаждающей жидкости на прокат 14. Ввод охлаждаю- щей жидкости при этом осуществляется тангенциально , благодаря чему достигается вращ.ение охлаждающей жидкости относительно проката и улучшается передача тепла за счет большей турбулентности охлаждающей жидкости. Устройство для охлаждения проката в передней зоне путем простого смещения кожуха 16 становится идентичным устройству в задней зоне (фиг. б) . Тем самым представляется возможным благодаря такой единой конструкции создавать любое количество коротких участков импульсного охлаждения проката -для закалки сортовой стали с равномерными механическими свойствами, чтобы в определенных зонах достичь более интенсивного импульсного охлаждения. Служащая для подачи охлаждающей жидкости изображенная на фиг. 7 и 8 зона устройства имеет корпус 21 сопла, который имеет вводный трубопровод 22 для подвода охлаждающей жидкости. В корпус 21 сопла вмонтированы .две вставки 23 и 24, причем вставка 23 на своем проходящем в корпусе 21 сопла участке образует с внутренними стенками корпуса сопла кольцевую камеру 25 для подачи: охлаждающей жидкости, к которой подведен трубопровод 22. Направление подачи проката обозначено стрелкой 26. Таким образом, вставка 23 находится с передней стороны устройства. Во вставке 23 имеется входная воронка 27 для проката, которая конически сужается до минимального сечения в зоне 28. К цилиндрической зоне 28 с минимальным диаметромпримыкает на внутренних стенках вставки 23 участок сопла 29, конически сужающийся в направлении подачи проката. Этот переднийконический участок сопла 29 снабжен распределенными по его периметру прорезями 30 для входа охлаждающей жидкости, которые в своем сечении наг правлены вдоль гфодольной оси. Непосредственно в точке примыкания к переднему коническому участку соппа 29 во вставке 24 образуется следующий конический участок сопла 31. Этот участок сопла 31 по направлению к участку сопла 29 имеет максимальный диаметр и сужается в направлении подачи проката 26 до цилиндрического участка 32 , где он име ет минимальное сечение. Таким образом, внутри корпуса 21 сопла с его вставками 23 и 24 образуются два сле дующих друг за другом, обращенных друг к другу своими максимальными сечениями соосных участка сопла 29 и 31. К вставке 24 с цилиндрическим участком 32 при1 икает направляющий канал 33 с другой вставкой 34. В это вставке 34 удерживаются стержни следующей зоны для отвода охлаждающей жидкости с концами 35. Конические участки сопла 29 и 31 выполнены таким образом, что следующ в направлении подачи прокатаконичес кий участок сопла 31 имеет длину нес колько большую, чем передний конический участок 29, давление охлаждаю щей жидкости на входном отверстии 28 переднего конического участка 29 бол ше давления охлаждающей жидкости на выходном отверстий 32следующего коничёского участка 31. Соотношение дл ны переднего конического участка соп ла 29 к длине последующего конического участка сопла 31 приближенно составляет 1J1,5. Края входных отверстий 30 в камере 35 могут быть закругленными. За счет выполнения внутреннего пространства сопла в виде двойного конуса 29 и 31 образуется вокруг прокатываемого материеша тгространство для приема охлаждающей жидкости, которое обеспечивает интенсивную под чу охлаждающей жидкости на поверхность проката. При этом описанная конструкция входных отверстий 30 для охлаждающей жидкости обеспечивает постоянно направленную на продольную ось прокатываемого материала интенсивную подачу охлаждающей жидкости. Достигается желаемое целенаправленное уменьшение давления в направлении подачи проката, необходимое для процесса отрыв.а потока охлаждающей жидкости. Предлагаемое изобретение обеспечивает возможность интенсивного охлаждения поверхностных слоев проката, быстрый отвод охладителя от проката и последующее выравнивание температуры по всему сечению проката за счет тепла его внутренних слоев. Осуществляемый в устройстве, режим охлаждения резкими импульсами дает возможность получить предельно интен сивную заксшку поверхности проката и большие перепады температур между поверхностью и сердцевиной,что на некоторых марках стали обеспечивает получение мартенситного поверхностного слоя определенной толщины и мелкозернистого перлита в сердцевине. Кроме того, в устройстве обеспе ивается транспортирование проката с незначительным трением и исключается его заклинивание в процессе транспортирования, приводящее к потере производительности и браку металла. Формула изобретения 1.Устройство для охлаждения проката, преимущественно, проволоки и мелкосортного профиля, включающее последовательно, с промежутками установленные охватывающие прокат патрубки с подводами охладителя, отличающееся тем, что, с целью улучшения механических свойств проката путем интенсивного охлаждения поверхностного слоя проката с последующим выравниванием температуры по его сечению, а также повышение надежности транспортирования проката, через устройство,его последовательно установленные патрубки соединены стержнями, размещенными продольно оси проката и образующими кольцевую решетку, причем концы стержней со стброны входного по ходу проката патрубка расположены по окружности большего диаметра, чем диаметр окружности, по которой располагаются концы этих стержней со стороны выходного по ходу проката патрубка, промежутки между стержнями меньше сечения охлаждаемого проката, а диаметр отверстия на входе в воронку выходногопатрубка больше диаметра вписанной окружности, вокруг которой расположены стержни. 2.Устройство по п. 1, отлич.ающее с я тем, что стержни имеют круглое сечение. 3.Устройство По n.J., о т л и чающееся тем, что стержни имеют эллипсовидное. сечение, большая ось которого расположена радиально по отношению к устройству. 4.Устройство по пп. 1 - 3, о т личающееся тем, что оно снабжено кожухом, образующим кольцевую камеру между входным и выходным патрубками и герметически соединенны посредством уплотняющих элементов с этими патрубками с возможностью разъема, причем в кожух вмонтированы водоподводящие штуцеры. 5.Устройство по пп. -1 - 3, о т л и ч а ю щ е е с я тем,. что патрубку прикреплена соосная. ему камера подвода охладителя, образованная двумя следующими друг за другом втулками с конусными внутренними отверстиями,
соединенными друг с другом отверстия1ии большего диаметра, причем передняя по ходу подача проката втулка снабжена по периметру продольными щелевыми отверстиями и в этой ее части охвачена кольцевоЯ камерой, соединенной с подводом охладителя, а длина ее кОнической части по меньшей мере не превьшает длину конической части второй по ходу подачи проката втулки.
Приоритет по пунктам:
Источники информации, принятые во внимание при экспертизе
/
Фиг.2
Фиг. 3
13
Г-Г
ФкгЛ
