Изобретение относится к переработке пластмасс, в частности к удалению облоя с поверхности пресс-форм после литьевого прессования изделий, и может быть использовано для механизации процесса пластмассовой герметизации полупроводниковых приборов на отрезках выводных рамок методом литьевого прессования.
Цель изобретения - расширение технологических возможностей.
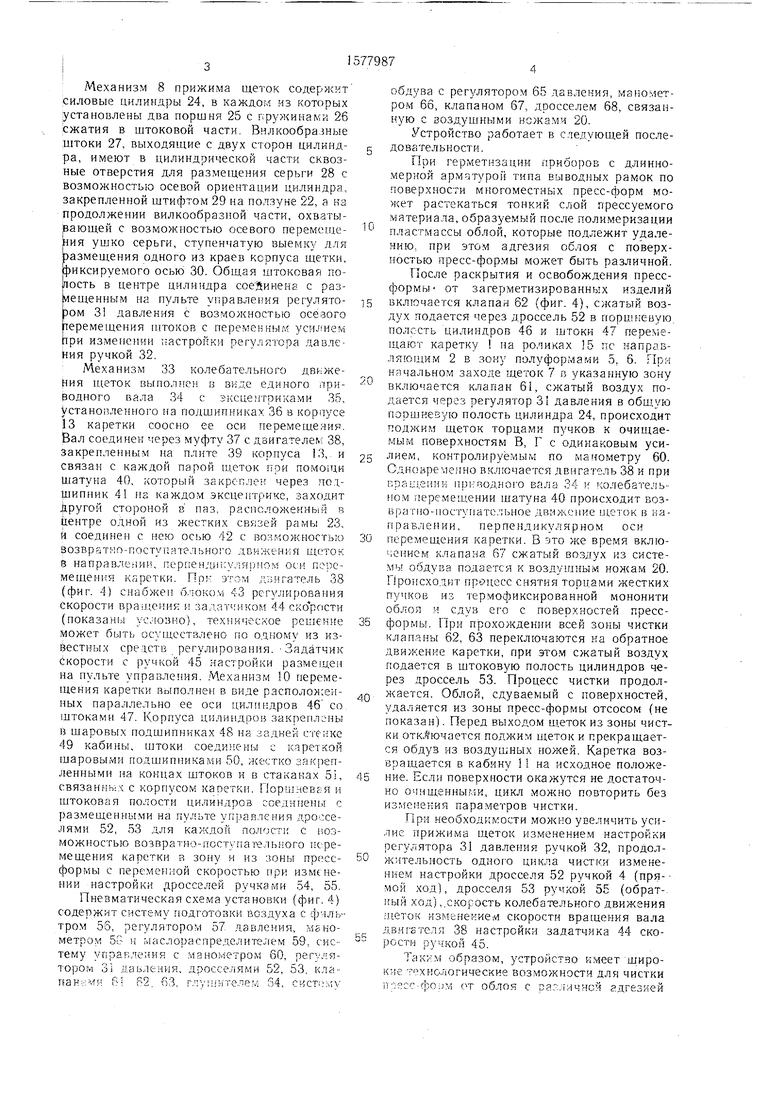
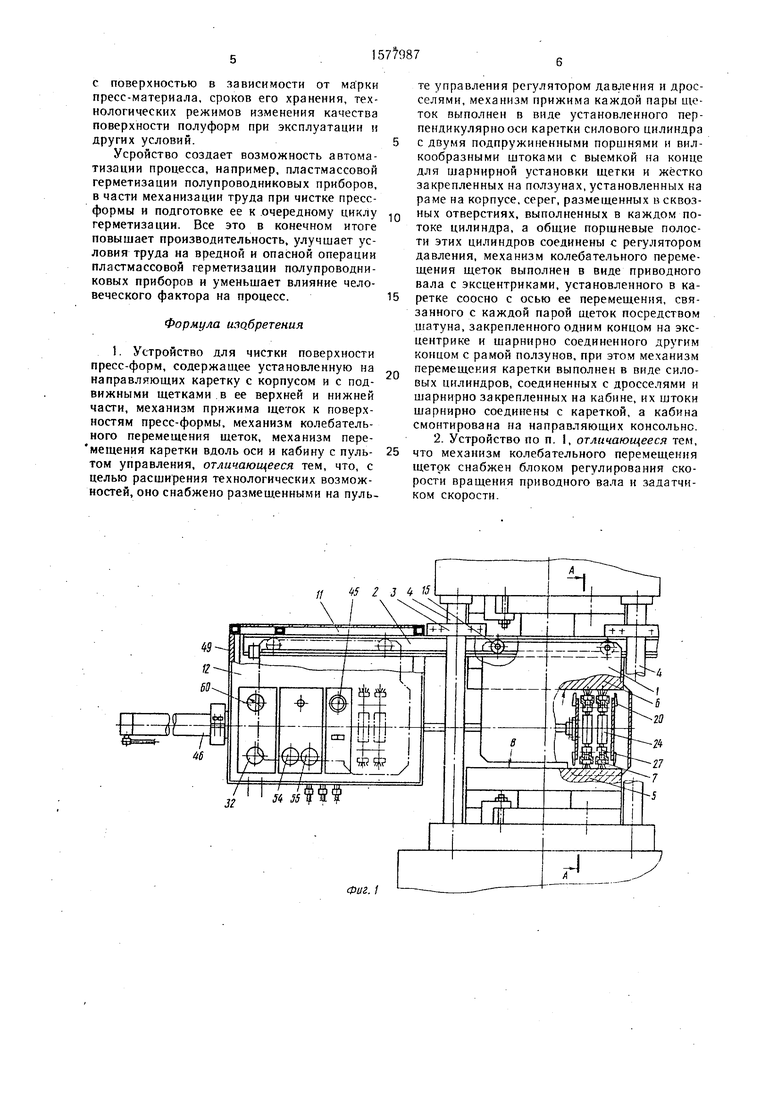
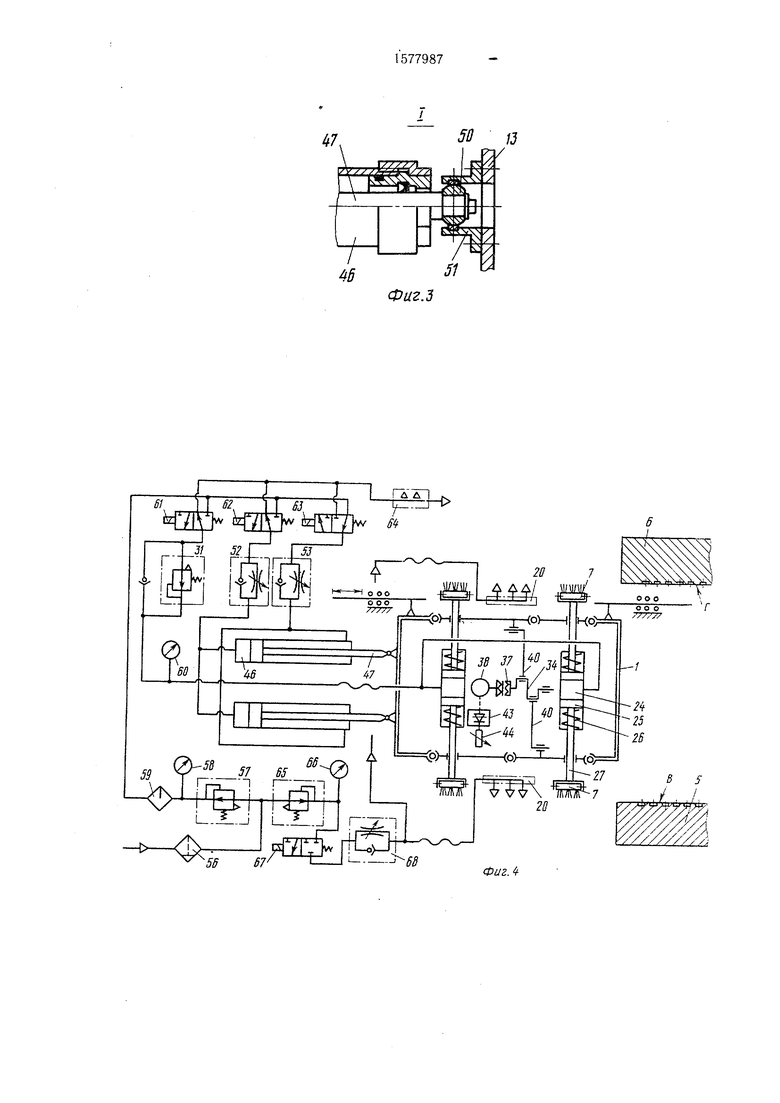
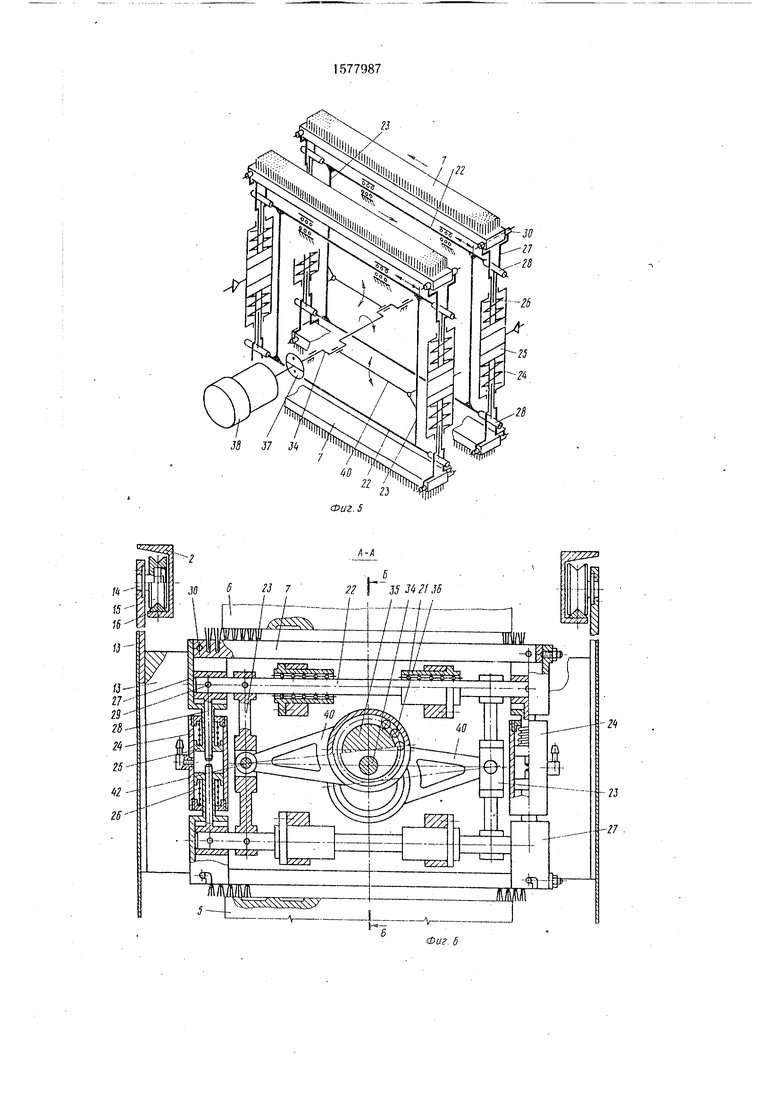
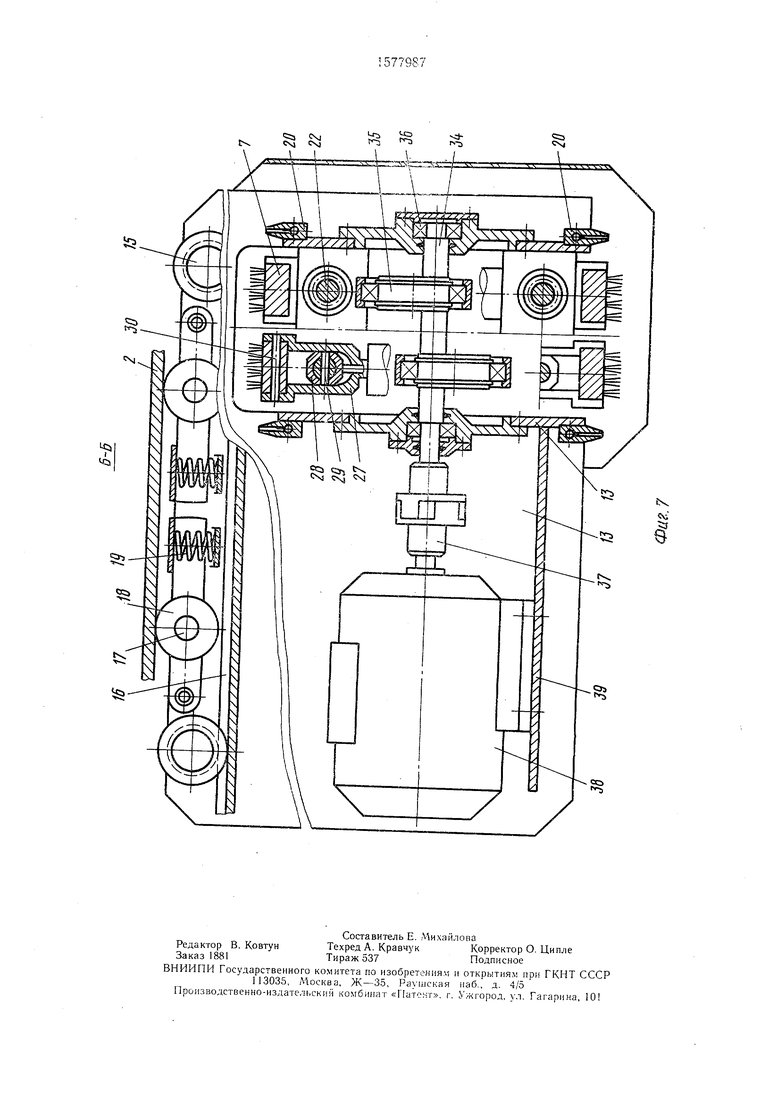
На фиг. 1 изображено устройство, общий вид; на фиг. 2 - то же, вид сверху, частичный разрез, подвижная каретка в кабине; на фиг. 3 - узел I на фиг. 2; на фиг. 4 - устройство, общая схема; нг фиг. 5 - механизм прижима щеток и механизм колебательного движения щеток; на фиг. 6 - разрез А-А на фиг. 1 (частичный); на фиг. 7 - разрез Б-Б на фиг. 6 (частичный).
Устройство содержит каретку 1 подвесного типа, установленную на консольных направляющих 2 в виде швеллера, жестко связанных струбцинами 3 с колоннами пресса 4, на плитах которого закреплена пресс-форма с нижней 5 и верхней 6 полуформами, подвижные щетки 7 с пучками из термофик- сированной мононити, расположенные в верхней части каретки и связанные с механизмом 8 прижима щеток и поверхностям полуформ, механизм 9 колебательного движения щеток, механизм 10 перемещения каретки, расположенный в кабине 11 подвесного типа, которая установлена на консольных направляющих 2, пульт управления 12, закрепленный по фронту кабины.
Каретка содержит корпус 13, в верхней части которого на фронтальных стенках с внутренней стороны закреплены полуоси 14 с роликами 15 для перемещения по призматическим рельсам 16, уложенным на нижней полке направляющих 2, и полуоси 17 с роликами 18, прижатыми пружинами 19 к верхней полке направляющих. На нижней и верхней части поперечных стекок расположены воздушные ножи 30, внутри корпуса установлены шариковые направляющие 21 для ползунов 22. Каждая пара верхних и нижних ползунов соединена жесткой связью в раму 23.
сд -4 -vj
CD
00
з
Механизм 8 прижима щеток содержит силовые цилиндры 24, в каждом из которых установлены два поршня 25 с пружинами 26 сжатия в штоковой части. Вилкообразные штоки 27. выходящие с двух сторон цилинд- ра, имеют в цилиндрической части сквозные отверстия для размещения серьги 28 с возможностью осевой ориентации цилиндра, закрепленной штифтом 29 на ползуне 22, а на продолжении вилкообразной части, охватывающей с возможностью осевого перемещения ушко серьги, ступенчатую выемк для размещения одного из краев корпуса щетки, фиксируемого осью 30. Общая штоковая полость в центре цилиндра соединена с размещенным па пульте управления регулято- ром 31 давления с возможностью осевого перемещения штоков с переменным усилием при изменении настройки регулятора давления ручкой 32.
Механизм 33 колебательного движения щеток выполнен в виде единого при- водного вала 34 с эксцентриками 35, установленного на подшипниках 36 в корпусе 13 каретки соосно ее оси перемещения. Вал соединен через муфту 37 с двигателем 38, закрепленным на плите 39 корпуса 13, и связан с каждой парой щеток при помощи шатуна 40, который закреплен через подшипник 41 на каждом эксцентрике, заходит другой стороной в паз, расположенный в центре одной из жестких связей рамы 23, и соединен с нею осью 42 с возможностью возврдтчо-поступятельного движения щеток в направлении, перпендикулярном оси перемещения каретки. Поп этом двигатель 38 (фиг. 4) снабжен б-оком 43 регулирования скорости вращения и за,)атчиком 44 скорости (показаны YCVOBHO), техническое решение может быть осуществлено по одному из известных средств регулирования. Задатчик скорости о ручкой 45 настройки размещен на пульте управления. Механизм 10 перемещения каретки выполнен в виде расположен- ных параллельно ее оси цилиндров 46 со штоками 47 Корпуса цилиндров закреплены в шаровых подшипниках 48 на задней стенке 49 кабины, штоки соединены с карегкой шаровыми подшипниками 50, жестко закрепленными на концах штоков и в стаканах 51, связанны с корпусом каретки. Поршневая и штоковая полости цилиндров соединены с размещенными на пульте управления дросселями 52, 53 для каждой по-чостн г возможностью возвратно-поступательного перемещения каретки в зону и из зоны пресс- формы с переменной скоростью при изменении настройки дросселей ручками 54, 55
Пневматическая схема установки (фиг. 4) содержит систему подготовки воздуха с фильтром 56, регулятором 57 давления, манометром 5Г и маслораопределителем 59, сие- тему управления с манометром 60, регулятором 31 давления, дроссечями 52, 53, клапан . М 62. 63, гчуойге е и 54, CHCTCMV
0
-
0 5 0 5
обдува с регулятором 65 давления, манометром 66, клапаном 67, дросселем 68, связанную с воздушными ножами 20.
Устройство работает в следующей последовательности.
При герметизации приборов с длинномерной арматурой типа выводных рамок по поверхности многоместных пресс-форм может растекаться тонкий слой прессуемого материала, образуемый после полимеризации пластмассы облой, которые подлежит удалению, при этом адгезия облоя с поверхностью пресс-формы может быть различной.
После раскрытия и освобождения пресс- формы- от загерметизированных изделий включается клапан 62 (фиг. 4), сжатый воздух подается через дроссель 52 в поршневую полость цилиндров 46 и штоки 47 перемещают каретку 1 на роликах 15 пс направляющим 2 в зону полуформамк 5, 6. При начальном заходе щеток 7 в указанную зону включается клапан 61, сжатый воздух подается через регулятор 31 давления в общую поршневую полость цилиндра 24, происходит поджим щеток торцами пучков к очищаемым поверхностям В, Г с одинаковым усилием, контролируемым по манометру 60. Одновременно включается двигатель 38 и при вращении npijводного вала 34 и колебательном перемещении шатуна 40 происходит воз- вра гно-посгупательное движение щеток в направлении, перпендикулярном оси перемещения каретки. В это же время включением клапана 67 сжатый воздух из системы обдува подается к воздушным ножам 20. Происходит процесс снятия торнами жестких пучков из термофиксированной мононити облоя и сдув его с поверхностей пресс- формы. При прохождении всей зоны чистки клапаны 62, 63 переключаются на обратное движение каретки, при этом сжатый воздух подается в штоковую полость цилиндров через дроссель 53. Процесс чистки продолжается. Облой, сдуваемый с поверхностей, удаляется из зоны пресс-формы отсосом (не показан). Перед выходом щеток из зоны чистки отключается поджим щеток и прекращается обдув из воздушных ножей. Каретка возвращается в кабину 1 на исходное положение. Если поверхности окажутся не достаточно очищенными, цикл можно повторить без изменения параметров чистки.
При необходимости можно увеличить усилие прижима щеток изменением настройки регулятора 31 давления ручкой 32, продолжительность одного цикла чистки изменением настройки дросселя 52 ручкой 4 (прямой ход), дросселя 53 ручкой 55 (обратный ход),.скорость колебательного движения щеток изменением скорости вращения вала двигателя 38 настройки задатчика 44 скорости ручкой 45.
Таким образом, устройство имеет широкие технологические возможности для чистки пррсо-фррм от облоя с р гличной адгезией
с поверхностью в зависимости от марки пресс-материала, сроков его хранения, технологических режимов изменения качества поверхности полуформ при эксплуатации и других условий.
Усройство создает возможность автоматизации процесса, например, пластмассовой герметизации полупроводниковых приборов, в части механизации труда при чистке пресс- формы и подготовке ее к очередному циклу герметизации. Все это в конечном итоге повышает производительность, улучшает условия труда на вредной и опасной операции пластмассовой герметизации полупроводниковых приборов и уменьшает влияние человеческого фактора на процесс.
Формула изобретения
I. Устройство для чистки поверхности пресс-форм, содержащее установленную на
направляющих каретку с корпусом и с подвижными щетками в ее верхней и нижней части, механизм прижима щеток к поверхностям пресс-формы, механизм колебательного перемещения щеток, механизм пере- мещения каретки вдоль оси и кабину с пуль- том управления, отличающееся тем, что, с целью расширения технологических возможностей, оно снабжено размещенными на пуль0
5
0
5
те управления регулятором давления и дросселями, механизм прижима каждой пары щеток выполнен в виде установленного перпендикулярно оси каретки силового цилиндра с двумя подпружиненными поршнями и вилкообразными штоками с выемкой на конце для шарнирной установки щетки и жестко закрепленных на ползунах, установленных на раме на корпусе, серег, размещенных и сквозных отверстиях, выполненных в каждом потоке цилиндра, а общие поршневые полости этих цилиндров соединены с регулятором давления, механизм колебательного перемещения щеток выполнен в виде приводного вала с эксцентриками, установленного в каретке соосно с осью ее перемещения, связанного с каждой парой щеток посредством шатуна, закрепленного одним концом на эксцентрике и шарнирно соединенного другим концом с рамой ползунов, при этом механизм перемещения каретки выполнен в виде силовых цилиндров, соединенных с дросселями и шарнирно закрепленных на кабине, их штоки шарнирно соединены с кареткой, а кабина смонтирована на направляющих консольнс. 2. Устройство по п. 1, отличающееся тем, что механизм колебательного перемещения щеток снабжен блоком регулирования скорости вращения приводного вала и задатчи- ком скорости.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматический съемник поковок и облоя | 1980 |
|
SU979011A1 |
| Устройство для хонингования наружных поверхностей | 1985 |
|
SU1269976A1 |
| УСТАНОВКА ДЛЯ ОБРАБОТКИ ПОВЕРХНОСТИ ИЗДЕЛИЙ ИЗ БЕТОННЫХ СМЕСЕЙ | 1992 |
|
RU2012496C1 |
| Устройство для хонингования наружных поверхностей | 1985 |
|
SU1274913A1 |
| Устройство для суперфинишной обработки деталей | 1986 |
|
SU1404300A1 |
| УСТАНОВКА ДЛЯ ОБРАБОТКИ ПОВЕРХНОСТИ ИЗДЕЛИЙ ИЗ БЕТОННЫХ СМЕСЕЙ | 1992 |
|
RU2012494C1 |
| Автомат для изготовления деталей из ленточного материала | 1988 |
|
SU1634352A1 |
| ЭКСТРУЗИОННО-РАЗДУВНАЯ ФОРМОВОЧНАЯ МАШИНА | 2001 |
|
RU2186683C1 |
| Полуавтомат для обработки деталей по контуру | 1981 |
|
SU1057003A1 |
| Устройство для зачистки проката | 1981 |
|
SU1090462A1 |
Изобретение относится к переработке пластмасс, касается удаления облоя с поверхностей пресс-форм после литьевого прессования изделий. Цель - расширение технологических возможностей. Для этого механизм прижима каждой пары щеток выполнен в виде силового цилиндра с двумя подпружиненными поршнями и выемкой на конце для шарнирной установки щеток и имеет возможность осевой ориентации. Механизм колебательного перемещения щеток выполнен в виде приводного вала с эксцентриками. Под действием силовых цилиндров каретка перемещается между полуформами, щетки получают колебательное перемещение в перпендикулярном направлении, происходит снятие и сдув облоя с поверхности формы. 1 з.п. ф-лы, 7 ил.
32
Фиг. I
SI } 62 I I S3 | I
HTPfb fefTiry MffT
t
Д
Г
j/ #
i rarr
w
w;
BO
-w
S3 57 65 BS
ЗУ
э
Фиг.З
w
tf
/
о oo
oo о
Т
-J I
47
-Л
-2J
26
M
ФагЛ
д гпф
21
CZ
21
К
и
1%Ы.1ЈI
id
| Приспособление для чистки плит вулканизационных прессов | 1951 |
|
SU95459A1 |
| Солесос | 1922 |
|
SU29A1 |
| Способ получения на волокне оливково-зеленой окраски путем образования никелевого лака азокрасителя | 1920 |
|
SU57A1 |
| Солесос | 1922 |
|
SU29A1 |
| Устройство для видения на расстоянии | 1915 |
|
SU1982A1 |
