Изобретение относится к машиностроению и ремонту машин, в частности к восстановлению зубчатых колес, и является усовершенствованием способа по авт. св. Ne 1407649.
Цель изобретения - повышение качества за счет уменьшения погрешностей восстановления изношенных поверхностей и упрощение технологии восстановления изделий.
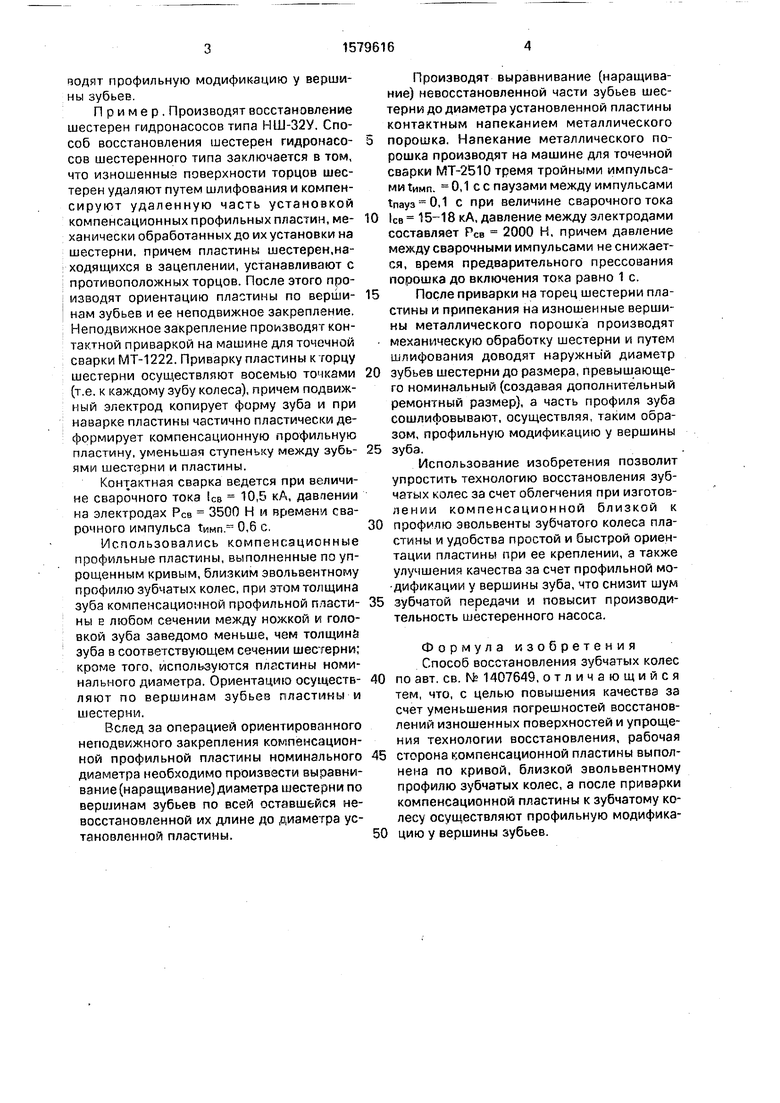
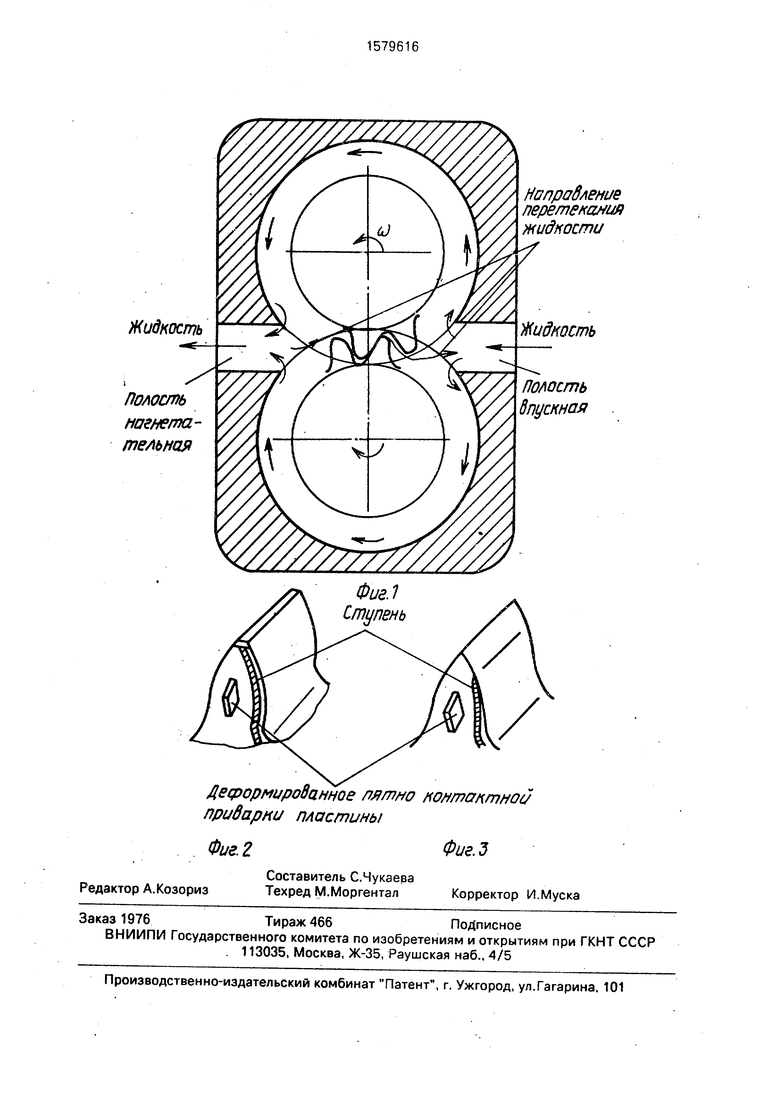
На фиг. 1 представлена схема для иллюстрации предлагаемого способа; на фиг. 2 - зуб без модификации; на фиг. 3 - то же, с модификацией.
Изношенную торцовую часть зубчатого колеса удаляют путем шлифования, после чего компенсируют удаленную часть постановкой компенсационной профильной пластины, механически обработанной до
установки ее на колесо. После этого производят ориентацию пластины по вершинам зубьев пластины и колеса и неподвижное ее закрепление на торце. Толщина зуба компенсационной профильной пластины в любом сечении между ножкой и головкой зуба заведомо меньше, чем толщина зуба в соот-„ ветствующем сечении колеса, а профиль вы- полняется близким к эвольвентному профилю зубчатых колес, что упрощает как технологию изготовления компенсационной пластины, так и ориентацию пластины и зубчатого колеса.
Затем осуществляют выравнивание (наращивание) диаметра колеса по вершинам зубьев по всей оставшейся невосстановленной их длине до диаметра ориентированно неподвижно закрепленной пластины и
ю о
швЛ
ск
S3
водят профильную модификацию у вершины зубьев.
Пример. Производят восстановление шестерен гидронасосов типа НШ-32У. Способ восстановления шестерен гидронасосов шестеренного типа заключается в том, что изношенные поверхности торцов шестерен удаляют путем шлифования и компен- сируют удаленную часть установкой компенсационных профильных пластин, механически обработанных до их установки на шестерни, причем пластины шестерен,находящихся в зацеплении, устанавливают с противоположных торцов. После этого производят ориентацию пластины по вершинам зубьев и ее неподвижное закрепление. Неподвижное закрепление производят контактной приваркой на машине для точечной сварки МТ-1222. Приварку пластины кторцу шестерни осуществляют восемью точками (т.е. к каждому зубу колеса), причем подвижный электрод копирует форму зуба и при наварке пластины частично пластически деформирует компенсационную профильную пластину, уменьшая ступеньку между зубьями шестерни и пластины.
Контактная сварка ведется при величине сварочного тока Св 10,5 кА, давлении на электродах РСв 3500 Н и времени сварочного импульса Тимп. 0,6 с.
Использовались компенсационные профильные пластины, выполненные по упрощенным кривым, близким эвольвентному профилю зубчатых колес, при этом толщина зуба компенсационной профильной пластины в любом сечении между ножкой и головкой зуба заведомо меньше, чем толщина зуба в соответствующем сечении шестерни; кроме того, используются пластины номинального диаметра. Ориентацию осуществляют по вершинам зубьев пластины и шестерни,
Вслед за операцией ориентированного неподвижного закрепления компенсационной профильной пластины номинального диаметра необходимо произвести выравнивание (наращивание) диаметра шестерни по вершинам зубьев по всей оставшейся невосстановленной их длине до диаметра установленной пластины.
Производят выравнивание (наращивание) невосстановленной части зубьев шестерни до диаметра установленной пластины контактным напеканием металлического
порошка. Напекание металлического порошка производят на машине для точечной сварки МТ-2510 тремя тройными импульсами 1имп. 0,1 с с паузами между импульсами tnaya 0,1 с при величине сварочного тока
Ice 15-18 кА, давление между электродами составляет РСв 2000 Н, причем давление между сварочными импульсами не снижается, время предварительного прессования порошка до включения тока равно 1 с.
После приварки на торец шестерни пластины и припекания на изношенные вершины металлического порошка производят механическую обработку шестерни и путем шлифования доводят наружный диаметр
зубьев шестерни до размера, превышающего номинальный (создавая дополнительный ремонтный размер), а часть профиля зуба сошлифовывают, осуществляя, таким образом, профильную модификацию у вершины
зуба.
Использование изобретения позволит упростить технологию восстановления зубчатых колес за счет облегчения при изготов- лении компенсационной близкой к
профилю эвольвенты зубчатого колеса пластины и удобства простой и быстрой ориентации пластины при ее креплении, а также улучшения качества за счет профильной модификации у вершины зуба, что снизит шум
зубчатой передачи и повысит производительность шестеренного насоса.
Формула изобретения Способ восстановления зубчатых колес
по авт. св. № 1407649, отличающийся тем, что, с целью повышения качества за счет уменьшения погрешностей восстановлений изношенных поверхностей и упрощения технологии восстановления, рабочая
сторона компенсационной пластины выполнена по кривой, близкой эвольвентному профилю зубчатых колес, а после приварки компенсационной пластины к зубчатому колесу осуществляют профильную модификацию у вершины зубьев.
Жидкость
Полость нагнетательная
Нвпрадление перетекания
жидкости
7
Жидкость
ПоАОсть Впускная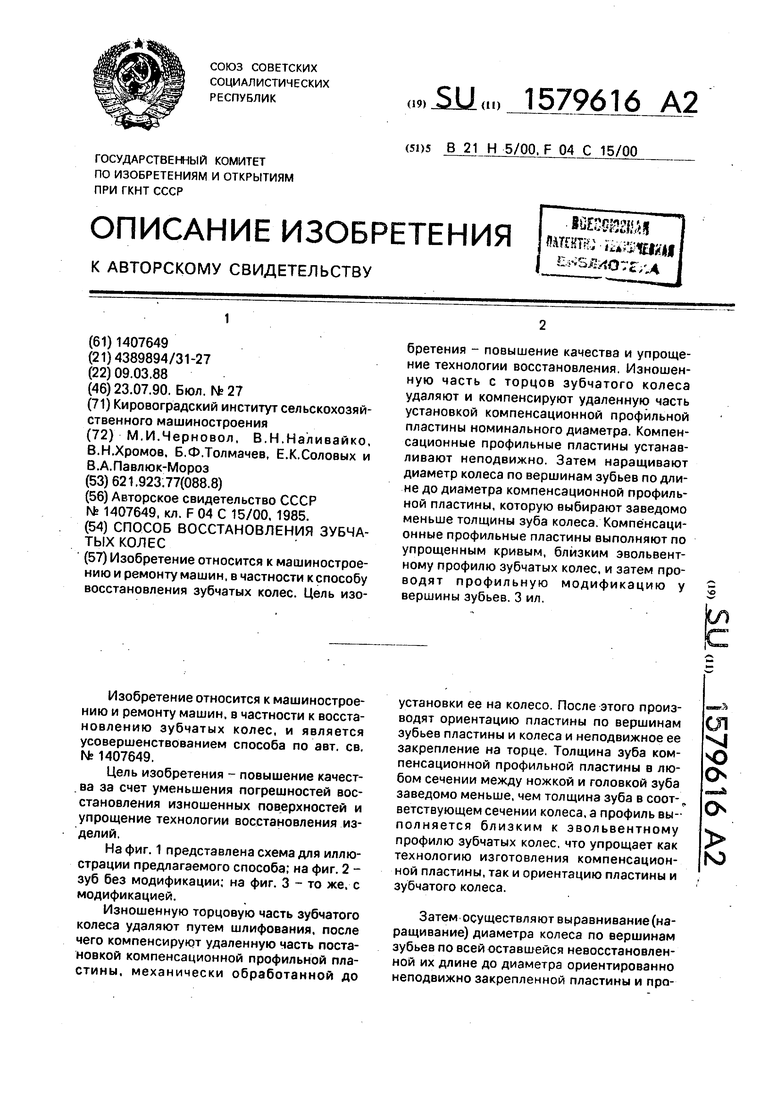
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ восстановления зубчатых колес | 1985 |
|
SU1407649A1 |
| Способ нанесения покрытий из металлического порошка | 1983 |
|
SU1135554A1 |
| Способ ремонта шестеренных гидронасосов | 1990 |
|
SU1706829A1 |
| Способ ремонта шестеренных гидронасосов | 1990 |
|
SU1729724A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННОЙ ЗУБЧАТОЙ ЧАСТИ КРУПНОГАБАРИТНОЙ ШЕСТЕРНИ | 2010 |
|
RU2463148C2 |
| ШЕСТЕРНЯ ЗУБЧАТОЙ ПЕРЕДАЧИ С ПАРАЛЛЕЛЬНЫМИ ОСЯМИ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1993 |
|
RU2112172C1 |
| Зубчатая передача смешанного зацепления силового редуктора | 2022 |
|
RU2793981C1 |
| Способ восстановления зубьев | 1990 |
|
SU1731511A1 |
| СПОСОБ ЗУБОФРЕЗЕРОВАНИЯ | 2011 |
|
RU2469824C2 |
| СПОСОБ ШЛИФОВАНИЯ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС С МОДИФИЦИРОВАННЫМ ПРОФИЛЕМ | 2003 |
|
RU2301725C2 |
Изобретение относится к машиностроению и ремонту машин, в частности к способу восстановления зубчатых колес. Цель изобретения - повышение качества и упрощение технологии восстановления. Изношенную часть с торцов зубчатого колеса удаляют и компенсируют удаленную часть установкой компенсационной профильной пластины номинального диаметра. Компенсационные профильные пластины устанавливают неподвижно. Затем наращивают диаметр колеса по вершинам зубьев по длине до диаметра компенсационной профильной пластины, которую выбирают заведомо меньше толщины зуба колеса. Компенсационные профильные пластины выполняют по упрощенным кривым, близким эвольвентному профилю зубчатых колес, и затем проводят профильную модификацию у вершины зубьев. 3 ил.
Фиг.1 Ступень
| Способ восстановления зубчатых колес | 1985 |
|
SU1407649A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
