контакт с поверхностью колодцев корпуса у всасывающего и нагнетательного каналов.
В известном способе величина поверхности колодца корпуса, сопряженная с вершинами зубьев шестерни, определяется отношением л D/Z и с учетом конструктивных особенностей гидронасоса является практически максимально достигаемой.
Это означает, что с поверхностью каждого колодца одновременно контактируют своими вершинами не более, чем по одному зубу ведущей и ведомой вал-шестерен. Следовательно, уплотняющий эффект от контакта вершин зубьев с поверхностью колодцев сводится до минимума, в силу чего такой гидронасос не в состоянии обеспечить номинальную производительность при номинальном давлении. Это обстоятельство, уменьшенный рабочий объем, получаемый в результате шлифовки вал-шестерен, невосстановленные профили зубьев и сокращение ресурса гидронасоса, вызванного нарушением шлифовки цементированного слоя рабочих поверхностей вал-шестерен, отрицательно сказываются на качестве ремонта и снижают экономическую эффективность от применения указанного способа.
Цель изобретения - повышение качества ремонта гидронасосов за счет комплексного восстановления работоспособности изношенных деталей.
Предложенный способ ремонта шесте- ренных гидронасосов основан на использовании характера и величины износа корпуса и возможности получения работоспособной вал-шестерни, имеющей такое приращение размеров, которое компенсирует величину названного износа.
Износ корпуса характеризуется тем, что он развивается со стороны всасывающего отверстия, при этом величина износа на момент выбраковки гидронасоса находится в пределах 0,05-0,3 мм. Разброс в износе корпуса объясняется тем, что гидронасос может потерять работоспособность и от других дефектов, устраняемых при комплексном ремонте, в том числе и от названного износа корпуса. Причем предельное значение износа (0,3 мм) встречается в 1-2% поступивших в ремонт гидронасосов. Указанное свойство износа располагаться односторонне дает возможность исправить изношенную поверхность колодца механической обработкой, придав максимальное приращение его диаметру, равное величине максимального износа.
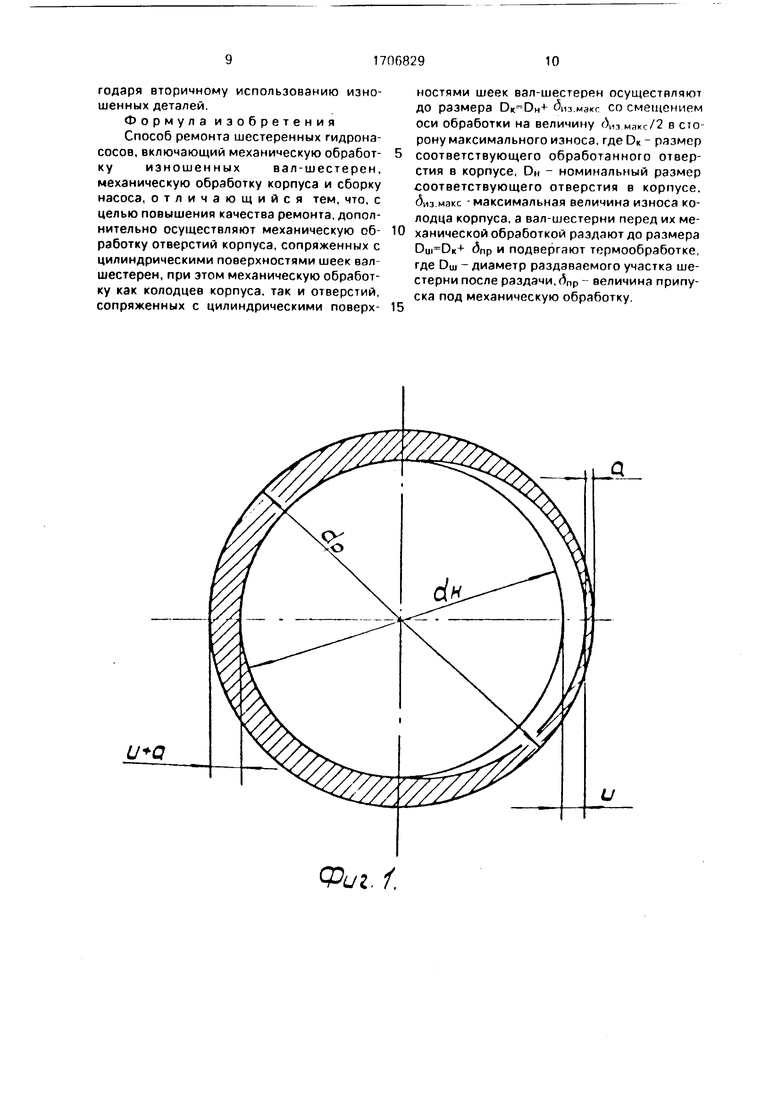
Поставленная цель достигается тем, что согласно способу ремонта шестеренных гидронасосов, включающему механическую обработку изношенных вал-шестерен, механическую обработку корпуса и сборку насоса, дополнительно осуществляют механическую обработку отверстий корпуса, сопряженных с цилиндрическими поверхностями шеек вал-шестерен, при этом механическую обработку как колодцев корпуса, так и отверстий, сопряженных с цилиндрическими поверхностями шеек вал-шестерен осуществляют до размера 5из.тах со смещением оси обработки на величину (Зиз max /2 в сторону максимального износа, где DK - размер соответствующего обработанного отверстия в корпусе, DH - номинальный размер соответствующего отверстия в корпусе, Wmax т максимальная величина износа колодца корпуса, а вал- шестерни перед их механической обработкой раздают до размера -I (5Пр и подвергают термической обработке, где Ош - диаметр раздаваемого участка шестерни после раздачи, 5пр - величина припуска под механическую обработку.
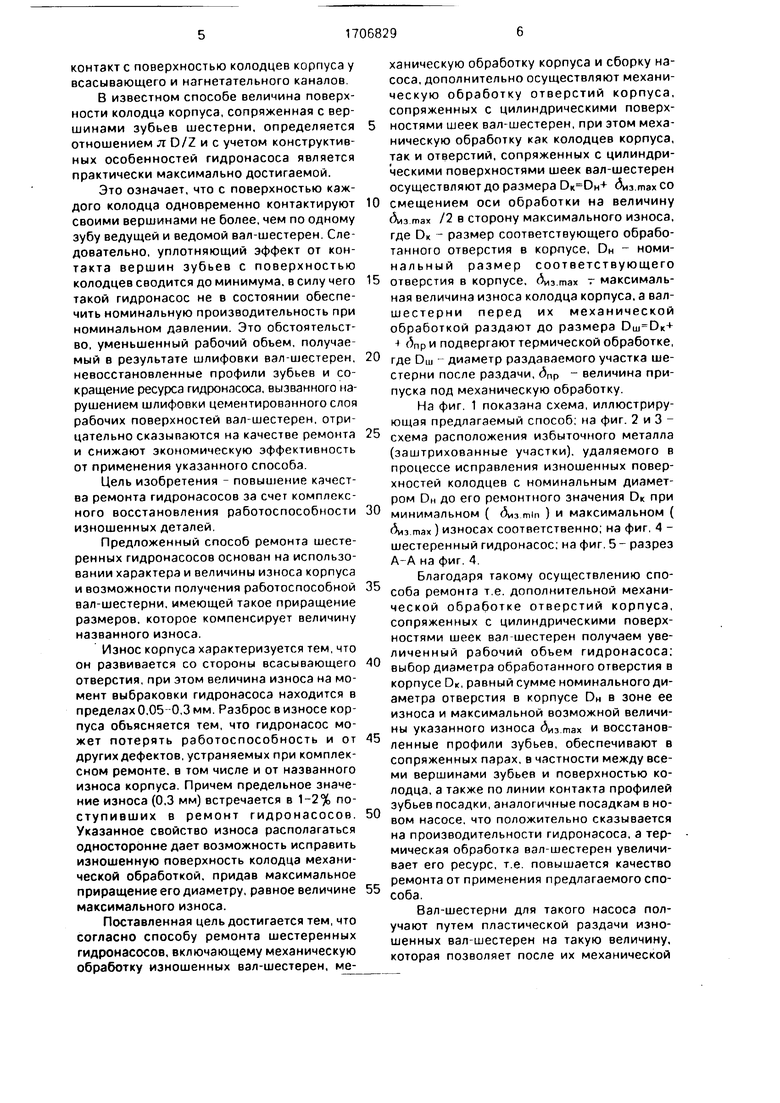
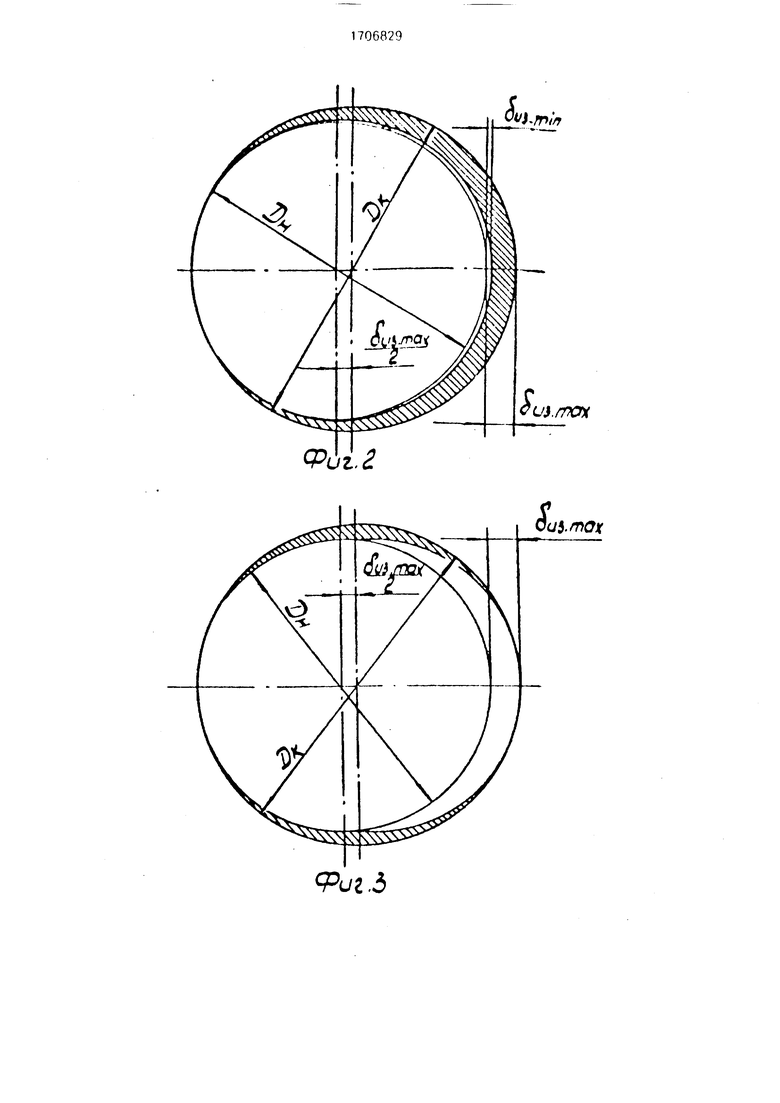
На фиг. 1 показана схема, иллюстрирующая предлагаемый способ; на фиг. 2 и 3 - схема расположения избыточного металла (заштрихованные участки), удаляемого в процессе исправления изношенных поверхностей колодцев с номинальным диаметром DH до его ремонтного значения DK при минимальном ( (5из min ) и максимальном ( (з.тах) износах соответственно; на фиг. 4 - шестеренный гидронасос; на фиг. 5 - разрез А-А на фиг. 4.
Благодаря такому осуществлению способа ремонта т.е. дополнительной механической обработке отверстий корпуса, сопряженных с цилиндрическими поверхностями шеек вал-шестерен получаем увеличенный рабочий объем гидронасоса: выбор диаметра обработанного отверстия в корпусе DK, равный сумме номинального диаметра отверстия в корпусе DH в зоне ее износа и максимальной возможной величины указанного износа (Зиз.тах и восстановленные профили зубьев, обеспечивают в сопряженных парах, в частности между всеми вершинами зубьев и поверхностью колодца, а также по линии контакта профилей зубьев посадки, аналогичные посадкам в новом насосе, что положительно сказывается на производительности гидронасоса, а термическая обработка вал-шестерен увеличивает его ресурс, т.е. повышается качество ремонта от применения предлагаемого способа.
Вал-шестерни для такого насоса получают путем пластической раздачи изношенных вал-шестерен на такую величину, которая позволяет после их механической
обработки и термической обработки получить диаметры зубчатого венца и шеек, соответствующие диаметрам обработанных отверстий в корпусе.
Пластическую раздачу выполняют в матрице, обеспечивающей получение вал- шестерен с размерами выше номинальных. Это достигается за счет повышенной пластичности материала шестерни, благодаря ее нагреву до 1100-1150°С индукционными токами с последующей пластической раздачей.
Поверхности втулок исправляют механической обработкой. При этом припуск для механической обработки втулки получают путем перераспределения металла в зоны износа пластической деформацией.
Цилиндрические поверхности втулок (вкладышей), сопряженные с цилиндрическими поверхностями шеек вал-шестерен, выполняют соосными с исправленными поверхностями колодцев корпуса в зоне зубчатого венца.
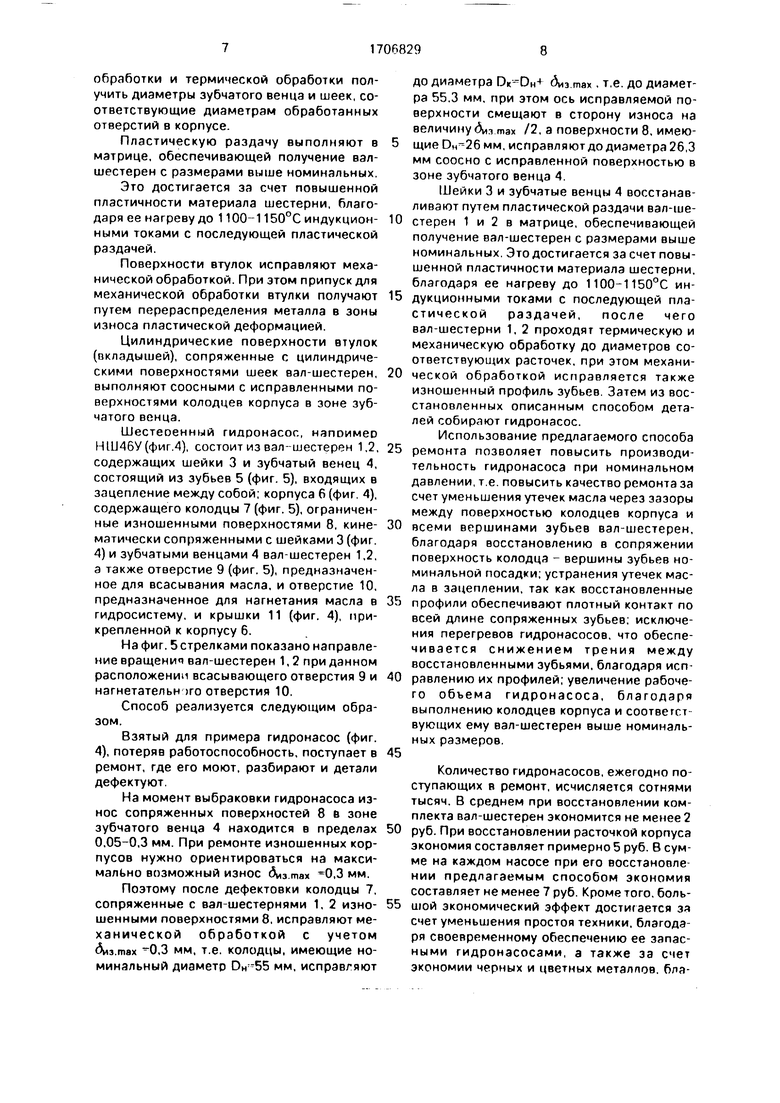
Шестеоенный гидронасос, напоимео НШ46У (фиг.4), состоит из вал-шестерен 1,2, содержащих шейки 3 и зубчатый венец 4, состоящий из зубьев 5 (фиг. 5), входящих в зацепление между собой; корпуса 6 (фиг. 4), содержащего колодцы 7 (фиг. 5), ограниченные изношенными поверхностями 8, кинематически сопряженными с шейками 3 (фиг. 4) и зубчатыми венцами 4 вал-шестерен 1,2, а также отверстие 9 (фиг. 5), предназначенное для всасывания масла, и отверстие 10, предназначенное для нагнетания масла в гидросистему, и крышки 11 (фиг. 4), прикрепленной к корпусу 6.
На фиг. Бстрелками показано направление вращенип вал-шестерен 1,2 при данном расположении всасывающего отверстия 9 и нагнетательного отверстия 10.
Способ реализуется следующим образом.
Взятый для примера гидронасос (фиг. 4), потеряв работоспособность, поступает в ремонт, где его моют, разбирают и детали дефектуют.
На момент выбраковки гидронасоса износ сопряженных поверхностей 8 в зоне зубчатого венца 4 находится в пределах 0.05-0,3 мм. При ремонте изношенных корпусов нужно ориентироваться на максимально ВОЗМОЖНЫЙ ИЗНОС 5из.тах 0,3 ММ.
Поэтому после дефектовки колодцы 7, сопряженные с вал-шестернями 1, 2 изношенными поверхностями 8, исправляют механической обработкой с учетом 5из.тах 0,3 мм, т.е. колодцы, имеющие номинальный диаметр мм, исправляют
до диаметра «Зиэ.тах. т.е. до диаметра 55.3 мм, при этом ось исправляемой поверхности смещают в сторону износа на величину (5иЯ max /2, а поверхности 8, имеющиеОц-26мм, исправляют до диаметра 26,3 мм соосно с исправленной поверхностью в зоне зубчатого венца 4.
Шейки 3 и зубчатые венцы 4 восстанавливают путем пластической раздачи вал-шестерен 1 и 2 в матрице, обеспечивающей получение вал-шестерен с размерами выше номинальных. Это достигается за счет повышенной пластичности материала шестерни, благодаря ее нагреву до 1100-1150°С индукционными токами с последующей пластической раздачей, после чего вал-шестерни 1, 2 проходят термическую и механическую обработку до диаметров соответствующих расточек, при этом механической обработкой исправляется также изношенный профиль зубьев. Затем из восстановленных описанным способом деталей собирают гидронасос.
Использование предлагаемого способа
ремонта позволяет повысить производительность гидронасоса при номинальном давлении, т.е. повысить качество ремонта за счет уменьшения утечек масла через зазоры между поверхностью колодцев корпуса и
всеми вершинами зубьев вал-шестерен, благодаря восстановлению в сопряжении поверхность колодца - вершины зубьев номинальной посадки; устранения утечек масла в зацеплении, так как восстановленные
профили обеспечивают плотный контакт по всей длине сопряженных зубьев; исключения перегревов гидронасосов, что обеспечивается снижением трения между восстановленными зубьями, благодаря исправлению их профилей; увеличение рабочего объема гидронасоса, благодаря выполнению колодцев корпуса и соответствующих ему вал-шестерен выше номинальных размеров.
Количество гидронасосов, ежегодно поступающих в ремонт, исчисляется сотнями тысяч. В среднем при восстановлении комплекта вал-шестерен экономится не менее 2
руб. При восстановлении расточкой корпуса экономия составляет примерно 5 руб. В сумме на каждом насосе при его восстановлении предлагаемым способом экономия составляет не менее 7 руб. Кроме того, боль5 той экономический эффект достигается за счет уменьшения простоя техники, благодаря своевременному обеспечению ее запасными гидронасосами, а также за счет экономии черных и цветных металлов, благодаря вторичному использованию изношенных деталей.
Формула изобретения Способ ремонта шестеренных гидронасосов, включающий механическую обработку изношенных вал-шестерен, механическую обработку корпуса и сборку насоса, отличающийся тем, что, с целью повышения качества ремонта, дополнительно осуществляют механическую обработку отверстий корпуса, сопряженных с цилиндрическими поверхностями шеек вал- шестерен, при этом механическую обработку как колодцев корпуса, так и отверстий, сопряженных с цилиндрическими поверх0
костями шеек вал-шестерен осуществляют до размера из.мэкс со смещением оси обработки на величину ()из.макс/2 в сторону максимального износа, где D - размер соответствующего обработанного отверстия в корпусе, Он - номинальный размер соответствующего отверстия в корпусе. 5Из макс -максимальная величина износа колодца корпуса, а вал-шестерни перед их механической обработкой раздают до размера (5Пр и подвергают термообработке, где Ош - диаметр раздаваемого участка шестерни после раздачи, (5пр величина припуска под механическую обработку.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ремонта шестеренных гидронасосов | 1990 |
|
SU1729724A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ШЕСТЕРЕН | 1996 |
|
RU2110387C1 |
| Способ восстановления шестерен | 1988 |
|
SU1648711A1 |
| Способ восстановления зубчатых колес | 1988 |
|
SU1579616A2 |
| Способ ремонта шестеренных насосов | 1985 |
|
SU1263910A1 |
| Способ восстановления зубчатых колес | 1985 |
|
SU1407649A1 |
| СПОСОБ РЕМОНТА КОРПУСОВ ШЕСТЕРЕННЫХ НАСОСОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2102214C1 |
| Способ восстановления зубьев шестерен | 1985 |
|
SU1299690A2 |
| Способ восстановления зубьев | 1990 |
|
SU1731511A1 |
| СПОСОБ РЕМОНТА ГИДРАВЛИЧЕСКИХ ДВИГАТЕЛЕЙ | 2003 |
|
RU2238425C1 |

Фиг. i.
xav fn
.wfa
У
ncb
6S990II
фиг Л
Фи1.5
//
