Изобретение относится к горно-металлургической промышленности и может быть использовано для ремонта крупногабаритных приводных шестерен мельниц, предназначенных для измельчения рудной массы, которая характеризуется высокой прочностью и значительной плотностью. В частности, изобретение может быть использовано для восстановления рабочего профиля зубьев шестерен до геометрических размеров, которые позволяют обеспечить качественное зацепление с ведущей шестерней приводного редуктора. Изобретение может быть использовано в том случае, когда износ шестерни достигает такой степени, когда ее восстановление традиционными способами становится невозможным или экономически нецелесообразным, а также в тех областях промышленности, где осуществляется эксплуатация оборудования, которое имеет крупногабаритные шестерни, зубчатые части которых подвергаются значительному износу в процессе их работы.
Изобретение позволяет восстановить рабочий профиль изношенной шестерни, обеспечить повторно ее полный рабочий ресурс и повысить экономическую эффективность горно-перерабатывающего производства.
Известен способ восстановления изношенных конструктивных элементов узлов и механизмов путем приварки компенсационных элементов на месте износа (http://www.niatop.ru/vosstanovlenie-veduschih-koles-privarkoy-kompensatsionnyih-elementov.html).
Сущность способа состоит в том, что изношенная часть конструктивного элемента удаляется с помощью режущих инструментов, а вместо срезанной части устанавливается компенсационная пластина, которая по контуру закрепляется с помощью сварки.
Недостатком известного способа является то, что контурное закрепление компенсационного элемента возможно только в тех случаях, когда его эксплуатация не связана со значительными динамическими нагрузками.
Закрепление компенсационного элемента с помощью сварки не позволяет получить высокую механическую прочность его закрепления на возобновляемой поверхности. Это обусловлено тем, что последующая обработка восстановленного узла с помощью режущих и абразивных инструментов удаляет часть наплава.
Наиболее близким техническим решением, выбранным в качестве прототипа, является способ восстановления изношенной зубчатой части крупногабаритных шестерен, который включает придание с помощью металлообрабатывающего оборудования заданных параметров зубчатой части шестерни, образованной поверхностью выступов и впадин зубьев и поверхностью профиля их рабочей и нерабочей частей (UA 57580, B23P 6/00, 2005).
В известном способе восстановление шестерен осуществляется путем предварительной наплавки на изношенную поверхность металла, прочностные характеристики которого должны отвечать характеристикам тела возобновляемых зубьев шестерни. Наплавке предшествует прогрев тела шестерни до заданной температуры, которая обеспечивает необходимую степень адгезии металла шестерни со слоем наплавляемого металла. После наплавки, с помощью металлообрабатывающего оборудования, удаляют излишки металла и восстанавливают профиль зубьев до проектных размеров.
Недостатком данного способа является то, что применение любого вида наплавки не гарантирует формирования необходимой кристаллической структуры наплавляемого металла. Высокая температура наплавки влияет на формирование определенной кристаллической решетки наплава, которая, как правило, отличается от кристаллических решеток тела детали, из которого состоит изношенный зуб шестерни. Кроме того, при несоответствии температур тела шестерни и наплавляемого металла ухудшаются условия адгезии, нарушается целостность кристаллических решеток и, соответственно, снижаются прочностные свойства детали в целом.
Выполнение ремонта вышеуказанным способом не позволяет значительно продолжить срок эксплуатации шестерни и в дальнейшем требует повторного выполнения восстановительных работ или ее утилизацию. Это повышает себестоимость металлургического сырья, снижает экономическую эффективность горно-обогатительного производства.
Задачей изобретения является усовершенствование способа восстановления крупногабаритных шестерен за счет восстановления профиля и параметров зубьев,
который достигается формированием возобновляемого зуба за счет удаления его изношенной и деформированной части и формированием его нижней части за счет части тела шестерни.
Технический результат при реализации заявляемого изобретения заключается:
- в сохранении параметров зубьев шестерни и их заданных физико-механических свойств;
- в предотвращении изменения физико-механических свойств восстановленных зубьев и обеспечении их нормального эксплуатационного ресурса;
- в снижении эксплуатационных затрат и уменьшении себестоимости продукции, которая перерабатывается, за счет повторного использования крупногабаритной шестерни с полным рабочим ресурсом.
Поставленная задача решается за счет того, что способ восстановления изношенной зубчатой части крупногабаритных шестерен включает придание с помощью металлообрабатывающего оборудования заданных параметров зубчатой части шестерни, образованной поверхностью выступов и впадин зубьев и поверхностью профиля их рабочей и нерабочей частей.
В соответствии с изобретением изношенные поверхности выступов зубьев подвергают механическому срезающему воздействию, в результате которого образуют поверхности выступов зубьев, геометрические параметры которых отвечают первоначальным. Потом подвергают механическому срезающему воздействию поверхности профиля рабочей и, при наличия износа, нерабочей частей зубьев. Срезающим воздействием на тело шестерни формируют в нем поверхности впадин зубьев с условием сохранения первоначальной высоты последних за счет того, что перемещают поверхность впадин зубьев в тело шестерни на глубину, которая соответствует высоте удаленной изношенной верхней части зубьев при формировании поверхности их выступов. После полного восстановления параметров профилей выступов и впадин зубьев и поверхности профилей их рабочей и нерабочей частей выполняют их обработку до заданной чистоты поверхности.
Для повышения качества связи восстанавливаемой шестерни с ведомой или ведущей шестерней агрегата, а также сохранения параметров зубчатого соединения без необходимости существенного изменения межосевого расстояния, изношенную
верхнюю часть зубьев удаляют на высоту 12-22 мм относительно уровня поверхности выступлений зубьев.
Заявленный способ иллюстрируется схемами:
- на фиг.1 изображен контур зубчатой части шестерни в первоначальном состоянии, контур износа зубьев, а также контур восстановленных зубьев;
- на фиг.2 - зуб шестерни и ее зубчатой части в первоначальном состоянии, контур износа зуба, а также контур восстановленных зубьев.
На схемах приняты следующие обозначения:
1 - контур профиля рабочей части зуба шестерни в первоначальном состоянии;
2 - граница износа профиля рабочей части зуба шестерни, после определенного срока эксплуатации;
3 - контур профиля рабочей части зуба шестерни в восстановленном состоянии;
4 - поверхность выступа зуба шестерни в первоначальном состоянии;
5 - поверхность выступа зуба шестерни в восстановленном состоянии;
6 - поверхность впадины зуба шестерни в первоначальном состоянии;
7 - поверхность впадины зуба шестерни в восстановленном состоянии;
8 - контур профиля нерабочей части зуба шестерни в первоначальном и восстановленном состояниях;
А-Г - граница поверхности профиля зуба шестерни в первоначальном состоянии;
Б-Г - граница поверхности профиля зуба шестерни при его износе в процессе эксплуатации;
А-Б - зона износа поверхности выступа зуба шестерни;
В - зона поверхности выступа зуба шестерни в изношенном виде после эксплуатации шестерни;
В-Д - высота зоны удаления изношенной части зуба шестерни.
Способ восстановления профиля изношенной зубчатой части крупногабаритной шестерни реализуется следующим образом.
В процессе эксплуатации крупногабаритного горно-обогатительного оборудования, например мельниц различной степени измельчения, происходит естественный эксплуатационный износ их конструктивных элементов. Тела вращения приводятся в движение за счет взаимодействия крупногабаритных шестерен, взаимодействующих с приводами. На протяжении срока эксплуатации происходит регламентный износ зубчатой части шестерен. Как показала практика, наиболее подвержены износу части зубьев шестерни, которые взаимодействуют с ведущей шестерней привода.
В зависимости от физико-механических свойств металла шестерни происходит различной степени эксплуатационный износ ее зубьев, что нарушает параметры нормального зубчатого зацепления и приводит к возникновению аварийных ситуаций.
Износ зубьев может быть односторонний, если вращение шестерни происходит в одном направлении. Износ зубьев может быть двусторонним, если предполагается разворот шестерни и стирающие нагрузки прилагаются на оба боковых профиля каждого зуба шестерни.
Для наглядности способ рассматривается на примере восстановления шестерни, где износ зубьев происходит с одной стороны, т.е. при наличии рабочего и нерабочего профилей каждого зуба.
После достижения регламентного износа шестерни осуществляют ее демонтаж с оборудования, на котором она была установлена.
Восстановление шестерни заключается в механическом удалении изношенных частей зубьев шестерни с последующим восстановлением их профиля за счет части тела самой шестерни.
При одностороннем износе поверхность профиля рабочей части 1 зуба изменяет свою конфигурацию и пространственную ориентацию. Это положение определяется границей износа 2 рабочей части зуба шестерни. Положение границы износа 2 определяет характер зацепления ведомой и ведущей шестерен и, соответственно, геометрические параметры поверхности выступов зубьев 4. Исходя из степени износа зуба в контурах А-Б-Г, поверхность выступов уменьшается до величины проекционного отрезка В. Изменение положения контура 1 профиля рабочей части на контур 2 износа профиля рабочей части зуба, а также образование зоны износа А-Б поверхности выступов зуба шестерни определяют необходимость восстановления его геометрии до первоначального положения.
С помощью металлообрабатывающего оборудования верхняя зубчатая часть шестерни обтачивается по кругу на высоту зоны В-Д (удаление изношенной части зуба шестерни). Концы зубьев срезают до тех пор, пока не будут образованы поверхности выступов 5 зубьев, геометрические параметры которых соответствуют первоначальным.
После этого приступают к восстановлению профиля рабочей части 2 зуба, в результате которого восстанавливается угол образующей профиля рабочей части, а также ее длину. Это достигается тем, что подвергают механическому срезающему воздействию поверхность профилей рабочей части зубьев 2 до их нового положения 3. Одновременно с этой операцией срезающим воздействием на тело шестерни изменяют первоначальное положение поверхности впадин зубьев шестерни 6 до нового положения поверхности впадин 7 зубьев, которые радиально находятся ближе к центру шестерни. В результате восстанавливается первоначальная высота зубьев шестерни, так как поверхность впадин 6 зубьев перемещают в тело шестерни на глубину соответствующей высоте удаленной изношенной верхней части зубьев.
Если профиль нерабочей части зубьев не изношен, то он не подвергается обработке, а изменяет свое положение (смещается радиально к центру шестерни) соответственно изменению пространственного положения поверхности впадин зубьев 6 до их нового положения в теле шестерни.
После полного восстановление параметров профилей выступов и впадин зубьев, а также поверхности профилей их рабочей и нерабочей частей выполняют их обработку до заданной чистоты поверхности.
При данной обработке венцовой шестерни рудоизмельчительной мельницы ее радиус уменьшается на 15-20 мм. При монтаже шестерни на рабочее место данный размер компенсируется регулировочным зазором, который предусмотрен конструкцией оборудования, на котором устанавливаются подобные крупногабаритные шестерни.
Исследованиями установлено, что наиболее эффективным использованием изобретения является возможность удаления изношенной верхней части зубьев на высоту 12-22 мм относительно уровня поверхности выступов зубьев. Это обеспечивает сохранение общей геометрии зубчатой шестерни и, как следствие, ее качественное зацепление с шестерней привода.
Результаты исследований и промышленные испытания способа показали его высокую эффективность и конкурентоспособность в сравнении с известными способами. Использование изобретения позволяет достичь значительных экономических показателей при переработке твердых полезных ископаемых за счет снижения себестоимости технологических процессов, где используются крупногабаритные шестерни.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВОССТАНОВЛЕНИЯ БАРАБАННОЙ МЕЛЬНИЦЫ | 2009 |
|
RU2429113C2 |
| УСТРОЙСТВО ДЛЯ ВОССТАНОВЛЕНИЯ БАРАБАННОЙ МЕЛЬНИЦЫ | 2009 |
|
RU2403089C1 |
| СПОСОБ НАКАТКИ ВНУТРЕННИХ ЗУБЧАТЫХ ПРОФИЛЕЙ | 1997 |
|
RU2108887C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ЗВЕЗДОЧЕК ПРИВОДНЫХ ЦЕПЕЙ | 2000 |
|
RU2173246C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ СТУПИЦЫ С ФЛАНЦЕМ | 1997 |
|
RU2115532C1 |
| Способ восстановления зубьев | 1990 |
|
SU1731511A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ДЛИННОМЕРНЫХ ШЛИЦЕВЫХ ВАЛОВ С ХВОСТОВИКОМ ЦИЛИНДРИЧЕСКОЙ ФОРМЫ | 1998 |
|
RU2132762C1 |
| Способ восстановления изнношенных шестерен | 1976 |
|
SU591303A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ЗВЕЗДОЧЕК ПРИВОДНЫХ ЦЕПЕЙ | 1996 |
|
RU2109614C1 |
| Способ ремонта шестеренных гидронасосов | 1990 |
|
SU1729724A1 |

Способ включает придание с помощью металлообрабатывающего оборудования заданных параметров зубчатой части шестерни, образованной поверхностью выступов и впадин зубьев и поверхностью профиля их рабочей и нерабочей частей. Для повышения качества восстановленной шестерни изношенные поверхности выступов зубьев подвергают механическому срезающему воздействию, в результате которого образуют поверхности выступов зубьев, геометрические параметры которых отвечают первоначальным, потом подвергают механическому срезающему воздействию поверхности профиля рабочей и, при наличии износа, нерабочей частей зубьев. При этом срезающим воздействием на тело шестерни формируют в нем поверхности впадин зубьев с условием сохранения первоначальной высоты последних путем перемещения поверхности впадин зубьев в тело шестерни на глубину, которая соответствует высоте удаленной изношенной верхней части зубьев при формировании поверхности их выступов, после полного восстановления параметров профилей выступов и впадин зубьев и поверхности профилей их рабочей и нерабочей частей выполняют их обработку до заданной чистоты поверхности. Изношенная верхняя часть зубьев может быть удалена на высоту 12-22 мм относительно уровня поверхности выступов зубьев. 1 з.п. ф-лы, 2 ил.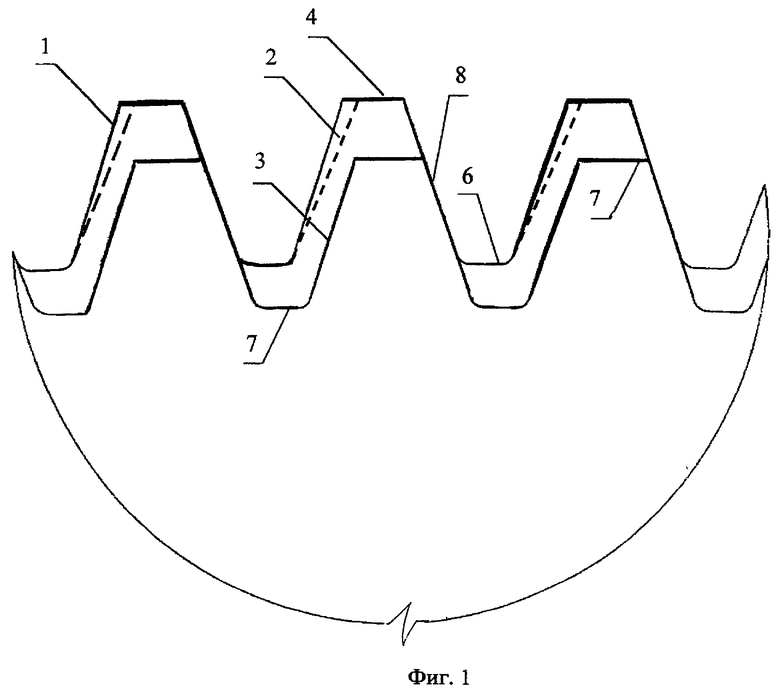
1. Способ восстановления изношенной зубчатой части крупногабаритной шестерни, включающий придание с помощью металлообрабатывающего оборудования заданных параметров зубчатой части шестерни, образованной поверхностью выступов и впадин зубьев и поверхностью профиля их рабочей и нерабочей частей, отличающийся тем, что изношенные поверхности выступов зубьев подвергают механическому срезающему воздействию, в результате которого образуют поверхности выступов зубьев, геометрические параметры которых отвечают первоначальным, потом подвергают механическому срезающему воздействию поверхности профиля рабочей и, при наличии износа, нерабочей частей зубьев, при этом срезающим воздействием на тело шестерни формируют в нем поверхности впадин зубьев с условием сохранения первоначальной высоты последних путем перемещения поверхности впадин зубьев в тело шестерни на глубину, которая соответствует высоте удаленной изношенной верхней части зубьев при формировании поверхности их выступов, после полного восстановления параметров профилей выступов и впадин зубьев и поверхности профилей их рабочей и нерабочей части выполняют их обработку до заданной чистоты поверхности.
2. Способ восстановления изношенной зубчатой части крупногабаритной шестерни по п.1, отличающийся тем, что изношенную верхнюю часть зубьев удаляют на высоту 12-22 мм относительно уровня поверхности выступов зубьев.
| Устройство для эмалирования посуды и т.п. | 1937 |
|
SU57580A1 |
| Способ восстановления зубчатых колес | 1983 |
|
SU1346382A1 |
| Способ восстановления крупномодульных зубчатых колес | 1989 |
|
SU1639933A1 |
| Способ получения гиббереллин-7-кислоты | 1979 |
|
SU1109398A1 |

