Шв №1±№- 5J
Фиг 2
JJ
Б-Б 2 # .X № Ц 27
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для контроля деталей | 1984 |
|
SU1235556A1 |
| Автомат с электроконтактными датчиками для контроля линейных величин деталей, например клапанов двигателей внутреннего сгорания | 1961 |
|
SU148247A1 |
| МЕТАЛЛООБРАБАТЫВАЮЩИЙ СТАНОК (ВАРИАНТЫ) | 2006 |
|
RU2401721C2 |
| Автомат для контроля и сортировки гнезд штепсельных разъемов | 1982 |
|
SU1037972A1 |
| Автомат для контроля и сортировки деталей | 1975 |
|
SU632405A1 |
| Устройство для контроля и сортировки магнитов | 1987 |
|
SU1443979A1 |
| АВТОМАТ РОТОРНОГО ТИПА ДЛЯ ПОДРЕЗКИ КРУГЛЫХЗАГОТОВОК | 1969 |
|
SU251402A1 |
| УСТРОЙСТВО СОРТИРОВКИ ОБЪЕКТОВ ПО ВИЗУАЛЬНЫМ ПРИЗНАКАМ | 2010 |
|
RU2424859C1 |
| Устройство для сортировки радиодеталей по электрическим параметрам | 1990 |
|
SU1706074A1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ И СОРТИРОВКИ ИЗДЕЛИЙ ЦИЛИНДРИЧЕСКОЙ ФОРМЫ, ИМЕЮЩИХ КОНИЧЕСКУЮ ЧАСТЬ | 2018 |
|
RU2698085C1 |
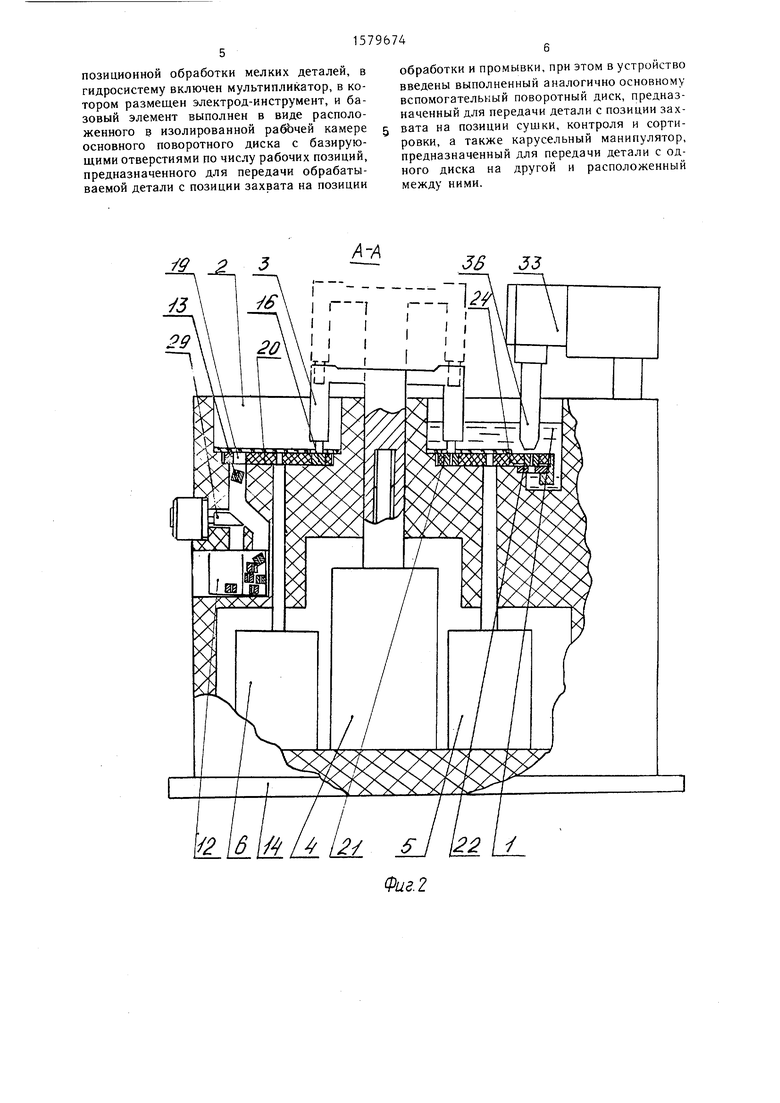
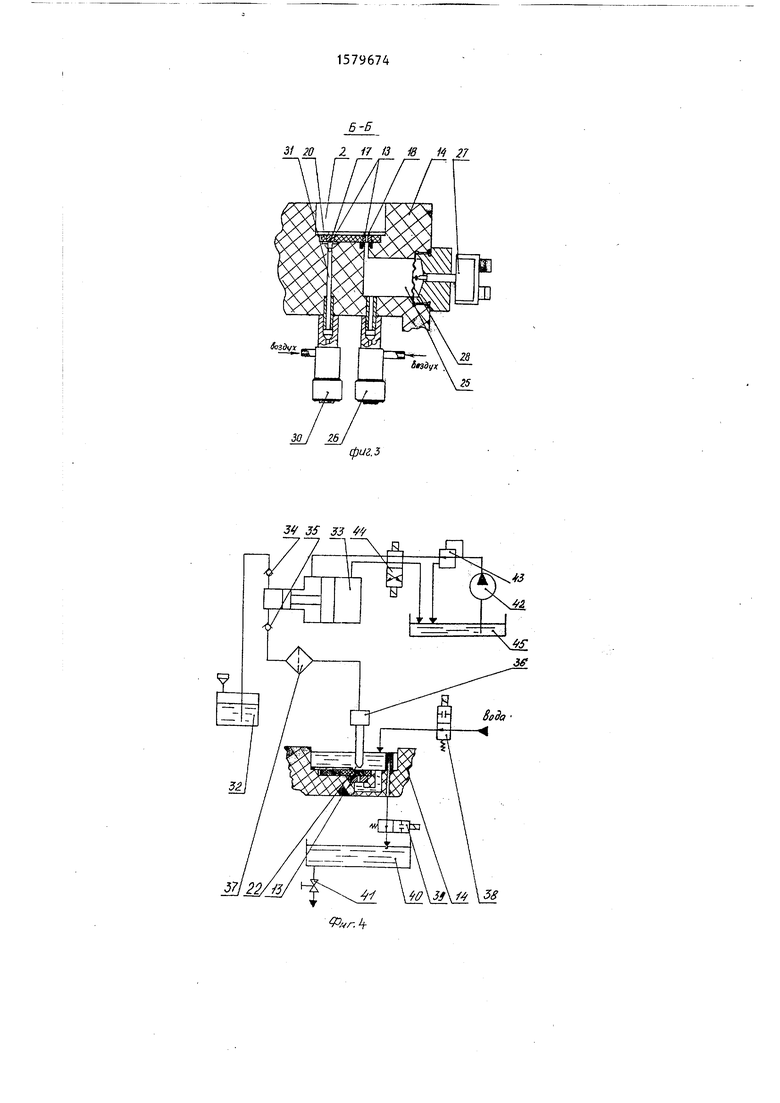
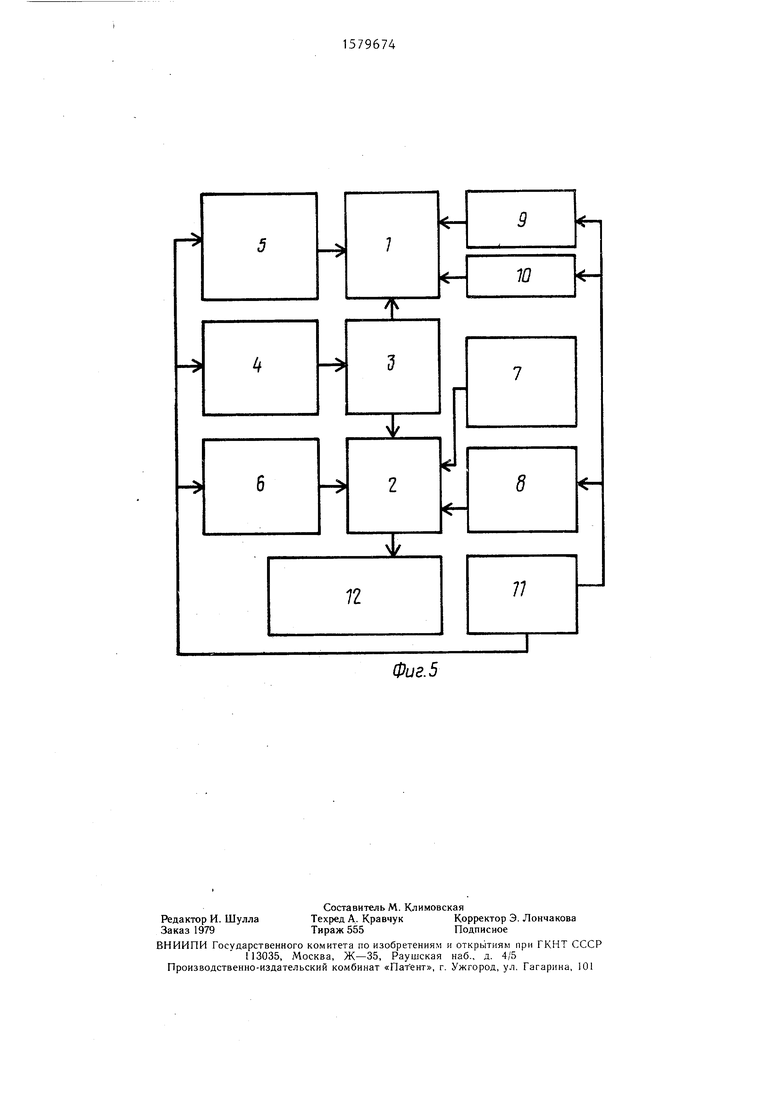
Изобретение относится к машиностроению, а именно к электрохимической струйной обработке, и может быть использовано для изготовления одиночных отверстий в деталях типа жиклера. Целью является повышение производительности путем многопозиционной обработки. Детали размещаются в отверстиях основного и вспомогательного дисков 1 и 2. Диски связаны карусельным манипулятором 3. Основной диск передает деталь с позиции захвата на позиции обработки и промывки. Вспомогательный диск передает деталь на позиции сушки, контроля и сортировки. Контроль и сортировку осуществляют сжатым воздухом. Время прохождения воздуха через отверстие фиксируется датчиком. Сигнал поступает в систему управления. Система выдает команду на разбраковку деталей. 5 ил.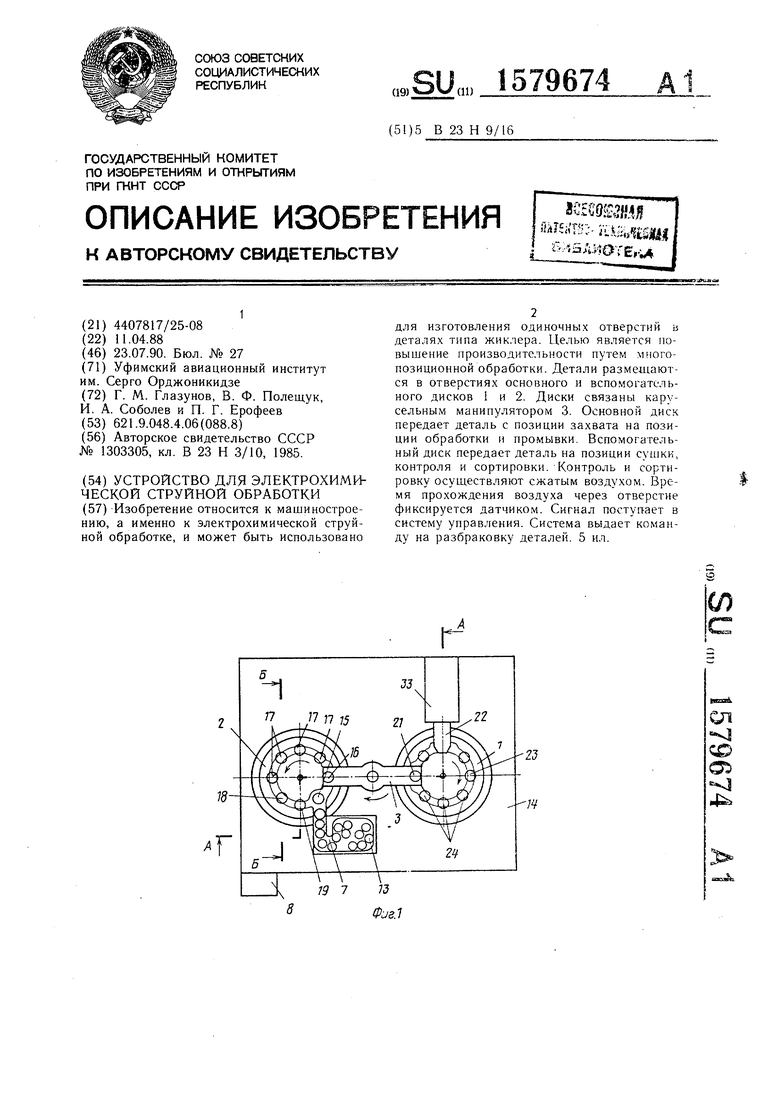
&3&/Х
34 JS 33 44
43
Фиг. 5
| Гидросистема станка для струйной электрохимической обработки | 1985 |
|
SU1303305A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
