t
(21) 4408745/23-05 (22).11.04.88 (46) 23.07.90. Бюл. № 27 (72) Ю.И.Кармацкий
(53)678.057:678.065(088.8)
(56)Заготовительные и сборочные процессы и оборудование шинного производства./Под ред.Б.А.Иванова
и Ю.И.Кармацкого. М., 1976, с.69-73.
Авторское свидетельство СССР № 738899, кл. В 29 D 30/20, 1976.
(54)УСТРОЙСТВО ДЛЯ СБОРКИ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН
(57)Изобретение относится к оборудованию производства покрышек пневматических шин, в частности к велосипедам, и может найти применение в шинной промышленности. Цель изобретения - повышение качества собираемых покрышек. Для этого обжимные элементы выполнены в виде кольцевых управляемых электромагнитов. Обечайки выполнены из немагнитного материала, а рукавные оболочки - из ферритонаполненг ных эластичных резин. Шаблоны для бортовых колец смонтированы на торцах обжимных элементов. 1 з.п.ф-лы, 3 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки и формования покрышек пневматических шин | 1978 |
|
SU701026A1 |
| Устройство для сборки покрышек пневматических шин | 1976 |
|
SU738899A1 |
| Станок для сборки покрышек пневматических шин из уширенных слоев корда | 1968 |
|
SU292417A1 |
| Устройство для сборки покрышек пневматических шин | 1983 |
|
SU1102682A1 |
| СТАНОК ДЛЯ СБОРКИ ПНЕВМОБАЛЛОНОВ ДИАФРАГМЕННОГО ТИПА | 1966 |
|
SU215472A1 |
| Устройство для сборки покрышек пневматических шин | 1980 |
|
SU910461A1 |
| Устройство для сборки покрышек пневматических шин | 1978 |
|
SU717851A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 2002 |
|
RU2231445C2 |
| Устройство для сборки покрышек пневматических шин | 1976 |
|
SU648434A1 |
| Способ сборки покрышек пневматических шин | 1978 |
|
SU736486A1 |
Изобретение относится к оборудованию производства покрышек пневматических шин, в частности к велосипедам, и может найти применение в шинной промышленности. Цель изобретения - повышение качества собираемых покрышек. Для этого обжимные элементы выполнены в виде кольцевых управляемых электромагнитов. Обечайки выполнены из немагнитного материала, а рукавные оболочки - из ферритонаполненных эластичных резин. Шаблоны для бортовых колец смонтированы на торцах обжимных элементов. 1 з.п. ф-лы, 3 ил.
Изобретение относится к об орудова- нию для сборки покрышек пневматических шин, может найти применение в шинной промышленности, в частности при сборке велопокрышек.
Целью изобретения является повышение качества собираемых покрышек.
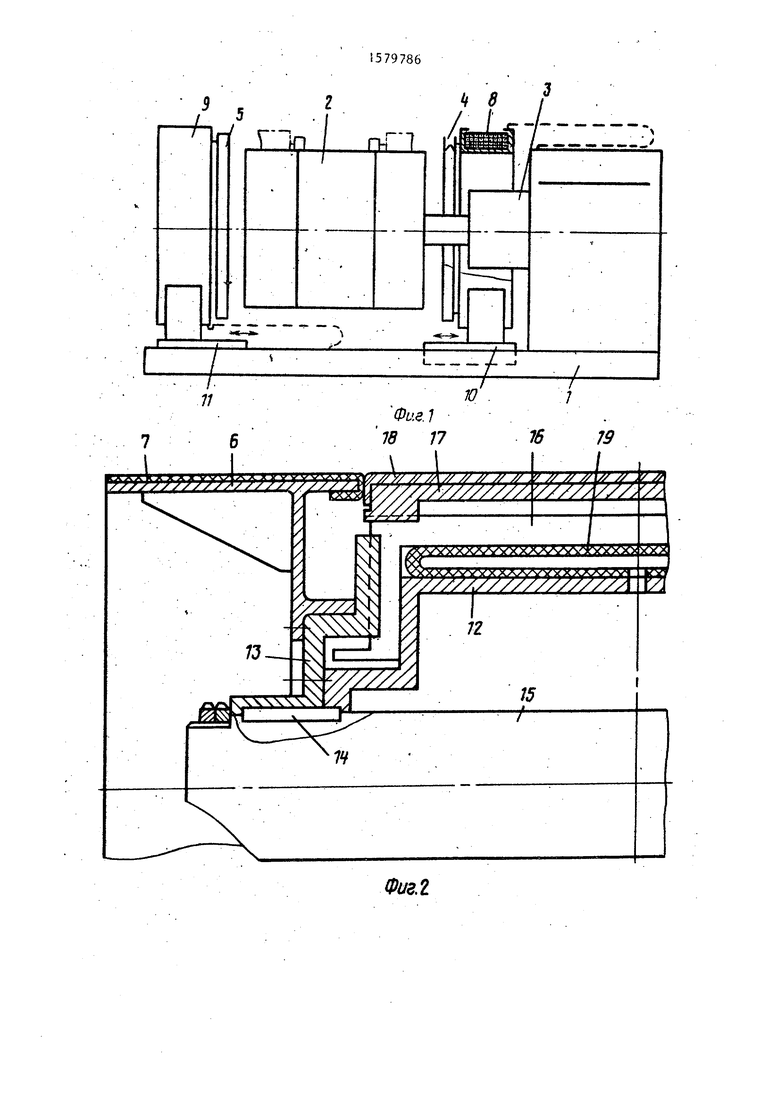
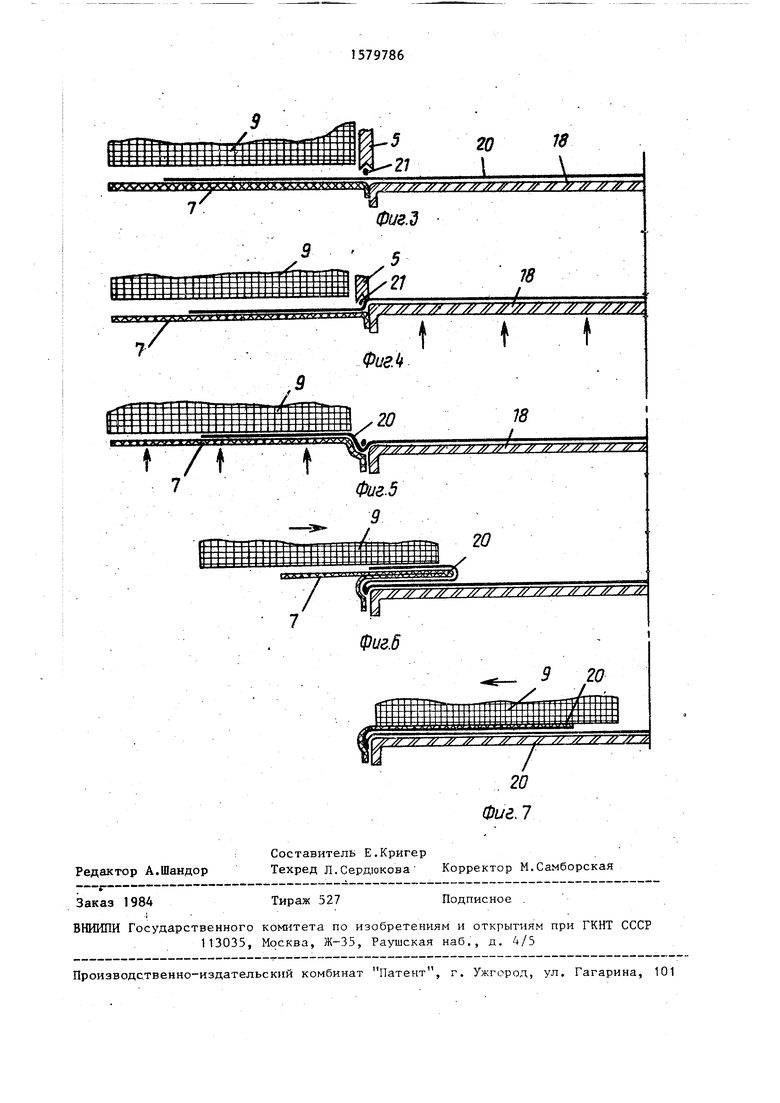
На фиг.1 изображено устройство, общий вид; на фиг.2 - вид обечайки для заворога корца; на фиг. 3-7 схематично изображена последовательность заворота кромок каркасного браслета.
Устройство содержит смонтированные на основании 1 разжимной сборочный барабан 2 с приводом 3 его вращения, шаблоны 4 и 5 для бортовых колец, механизм для заворота кромок каркасного браслета на бортовые кольца, выполненные в виде установленных по торцам сборочного барабана 2 обечаек 6 со смонтированными на них рукавными оболочками 7 и аксиально
подвижных вдоль сборочного барабана 2 обжимных элементов 8 и 9 для взаимодействия с рукавными оболочками 7, и привод для перемещения обжимных элементов 8 и 9 концентрично сборочному барабану 2 в виде ползунов 10 и 11. Обжимные элементы 8 и 9 выполнены в виде кольцевых управляемых электромагнитов. Обечайки 6 выполнены из немагнитного материала, а рукавные оболочки выполнены из ферритонаполнен- ных эластичных резин.j
Шаблоны 4 и 5 смонтированы на торцах обжимных элементов 8 и 9.
Сборочный барабан 2 выполнен из корпуса 12 с фланцами 13, смонтированными посредством шпонки 14 на приводном валу 15. На фланцах 13 выполнены направляющие пазы, в которых смонтированы П-образные планки 16, На последних установлены образующие ци- линдрическую поверхность барабана менты 17, покрытые снаружи резиновой i
(Л
ел «vi
&
30 ЗЭ
Ч15
оболочкой 18 для перекрытия зазоров между сегментами 17 при разжиме барабана 2. Между планками 16 и корпусом 12 смонтирована кольцевая замкну- тая эластичная камера 19, подключенная к системе сжатого воздуха.
Устройство работает следующим об разом.
В исходном состоянии бортовые коль ца вставлены в шаблоны 4 и 5. Обжимные элементы 8 и 9 находятся в исходном положении с торцов барабана 2, который находится в сжатом состоянии.
Поверх барабана 2 и, рукавных оболо чек 7 накладывается слой велотреда 20 (фиг.3) , стыкуется, образуется браслет Затем обжимные элементы 8 и 9 вместе с шаблонами 4 и 5 и вставленными в них бортовыми кольцами 21 и 25 подводятся к сборочному барабану 2 и останавливаются около его торцов (фиг.3).
После этого в эластичную камеру 19 подается сжатый воздух, камера раздувается и перемещает планки 16, а вместе с ни,ми и сегменты 17 до того момента, когда планки 16 своими выступающими концами упрутся во фланцы 13. Барабан 2 окажется разжатым, а вместе с ним и та часть браслета, которая на нем находится (фиг.4).
Затем включается электромагнит обжимного элемента 9 и под его воздействием рукавная оболочка 7 растянется
по диаметру вместе с лежащей на ней тонкой кромкой велотреда 20, прижимается к внутренней поверхности электромагнита и бортовому кольцу 21 (фиг.5).
Шаблон 5 раскрывается, освобождая бортовое кольцо 21 и оставляя его сопряженным с велотредом 20, а обжимному элементу 9 придается аксиальное перемещение вдоль барабана 2 (фиг.6).
При этом происходит выворот велотреда 20 и рукавной оболочки 7 наизнанку, заворот велотреда 20 вокруг бортового кольца 21 и перенос его на лежащий на барабане 2 слой велотреда 20.
Отключив на заданное время электромагнит и отпустив рукавную оболочку 7, создается условие, при котором последний обжимает завернутую кромку к нижележащему слою и дублирует их. После этого электромагнит обжимного элемента 9 включается вновь, рукавная оболочка 7 вновь к нему притягивается и обратным ходом электромагнита возвращается в. исходное положение на обечайку 6 (фиг.7). Все точно также затем происходит с второго торца барабана с помощью обжимного элемента 8.
При завершении сборки барабан 2 сжимается, так как воздух из электрической камеры 19 сбрасывается в атмосферу, и собранная покрышка снимается. Цикл сборки заканчивается. Далее цикл повторяется. Формула изобретения
элементов для взаимодействия с рукавными оболочками, и привод для перемещения обжимных элементов концент- рично сборочному барабану, отличающее ся тем, что, с целью
повышения качества собираемых покрышек, обжимные элементы выполнены в виде кольцевых управляемых электромагнитов, обечайки выполнены из немагнитного материала, а рукавные оболочки - из ферритонаполненных эластичных резин.
«.
VO OO
r
0 Г-
u
«S4
16Af rrttWCttrJҐttKfJttf&JU // // /Г /Г
Т
v
Редактор А.Шандор
Составитель Е.Кригер
Техред Л.Сердюкова Корректор М.Самборская
Заказ 1984
Тираж 527
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
20
18
v
Фиг.д
Ј
78
Л//#7Г#ЛГ/7лг /У////Лг#Л Л ;У1
t
Подписное
