Изобретение относится к области металлургии и может быть использовано в прокатном производстве при подготовке ящичных калибров и их эксплуатации в клетях дуо или трио.
Известно, что ящичные калибры подразделяются на два крупных типа; это во-первых, ящичные калибры квадратного типа с примерным равенством размеров по высоте и ширине, и, во-вторых, ящичные калибры прямоугольного (пластового) типа, в которых высота оказывается меньшей их ширины. Различным в этих типах калибров оказывается устойчивость прокатываемого раската, а также стойкость и восстановимость калибров. В книге Н.В.Литовченко, Б.Б.Диомидова, В.А.Курдюмова "Калибровка валков сортовых станов", Металлургиздат, М., 1964 г. , с.160, 7-9 строка снизу сказано: "В ящичных калибрах сравнительно быстро вырабатывается их основание. В то же время при отсутствии стесненного уширения боковые стенки такого калибра изнашиваются значительно меньше".
Характер износа ящичного калибра наглядно показан в книге Б.М.Илюковича "Стойкость и расход прокатных валков", Металлургиздат, М., 1964 г., рис.20.
Если рассматривать прокатку в ящичном калибре квадратного типа, то прокатываемое вертикально прямоугольное сечение оказывается недостаточно устойчивым в калибре и для повышения устойчивости ширину прокатываемой заготовки принимают равной ширине дна калибра на уровне центров радиусов у основания. В этих условиях ширина ящичного калибра у основания будет очень интенсивно вырабатываться. Правильное и неправильное положение раската в калибре в начальный момент прокатки наглядно показано при этом на рис.135 книги Б.П.Бахтинов и М.М.Штернов "Калибровка прокатных валков", Металлургиздат, 1953 г.
Если же рассматривать прокатку в ящичном калибре прямоугольного (пластового) типа, то, как сказано в книге Б.В. Мерекина "Некоторые вопросы калибровки прокатных валков". Металлургия, М., 1964 г. с. 62, последний абзац снизу: "В отличие от квадратных ящичных калибров в пластовых ящичных калибрах неизвестны значения показателя устойчивости С, " и далее через 5 строчек: "Прокатка в таких условиях происходит при больших резервах устойчивости и лимитируется всецело условиями захвата, а также прочностью валков и мощностью привода. Вместе с тем для сохранения равенства диагоналей сечения полосы в пластовых калибрах прокатку ее ведут с боковым защемлением, что сдерживает уширение на 3 - 10 мм. Тогда принимают вк = А - (3-10) мм, а выпуск берут на 1-3% больше, чем в последующем квадратном калибре, не превышая 18% ...".
Таким образом, в системе вытяжных ящичных калибров, состоящей из чередования калибров пластовых и квадратных, в пластовом калибре имеем хорошую устойчивость полосы и можем иметь повышенные уклоны фланцев без потери устойчивости полосы, которую сильно защемлять нет особой необходимости. Стойкость калибра будет хорошей. В квадратном же ящичном калибре имеем устойчивость полосы хуже, поэтому ее приходится защемлять по дну калибра сильнее, в результате калибр быстро вырабатывается, т.к. уклон боковой поверхности будет меньшим, чем в пластовом калибре, и увеличить его не представляется возможным по причине потери устойчивости прокатки в нем. Ясно, что если эти калибры (пластовый и квадратный) находятся в одном комплекте валков, то квадратный калибр будет определяющим в вопросах стойкости комплекта и качества продукции. Эти выводы подтверждаются практическими результатами.
Наиболее близкой к заявляемой системе калибров по технической сущности и достигаемому эффекту (прототипом) оказывается система калибров по фиг. 16 указанной выше книги Б.В.Мерекина.
Здесь изображена система калибров в клети три, представляющая чередование ящичных калибров пластового и квадратного типов. К недостаткам системы калибров по прототипу с учетом приведенных выше со стр. 62 этой книги выдержек можно отнести:
1. Недостаточная стойкость ящичных квадратных калибров и комплекта валков в целом, а следовательно большой расход валков.
2. Недостаточная устойчивость полосы в квадратном ящичном калибре, способствующая скручиванию и сваливанию полосы в нем в результате быстрой подработки калибра.
Задачей, на решение которой направлено заявляемое изобретение, является улучшение устойчивости прокатки в системе ящичных калибров, повышение стойкости валков, а также повышение качества выпускаемой продукции и производительности стана.
Технический результат при осуществлении изобретения характеризуется совокупностью от повышения стойкости калибров и производительности стана за счет того, что боковые стенки ящичных квадратных калибров выполнены двумя наклонными стенками с превышением величины наклона к вертикали со стороны дна калибра по сравнению со стороной разъема, а участки дна ручьев, прилегающих к боковым стенкам ящичных прямоугольных калибров, выполнены с углом наклона к горизонтали, равным углу наклона к вертикали боковых стенок со стороны дна ручьев следующих по ходу прокатки ящичных квадратных калибров.
При такой подготовке системы значительно повышается устойчивость полосы от скручивания и сваливания, т.к. контакт поступающего в калибр раската осуществляется не в одной точке, как это происходит по прототипу, а по плоскостям. При этом обеспечивается также плавность захвата полосы валками и хорошая стойкость калибров.
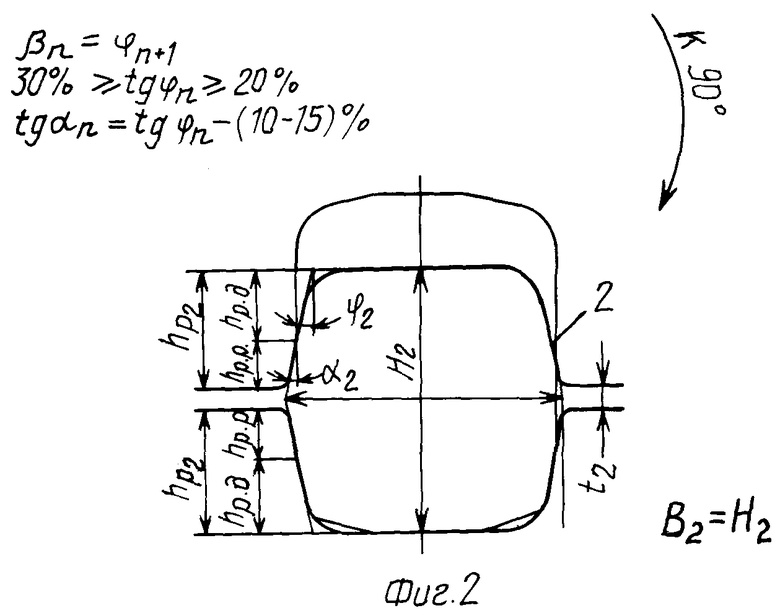
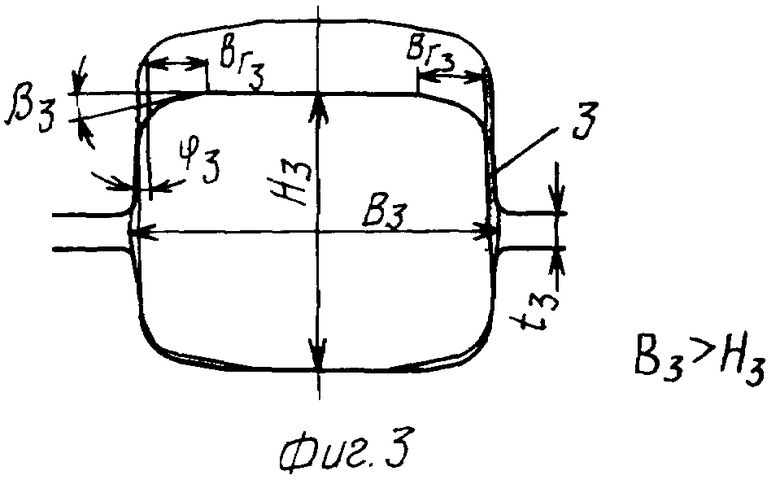
На фиг. 1 - 4 изображена предлагаемая система вытяжных ящичных калибров, которая включает ряд последовательно расположенных калибров 1 - 4 с чередованием прямоугольного и квадратного типов. В этой системе прямоугольные ящичные калибры состоят из боковых стенок с углом наклона к вертикали (ϕ) и дна, имеющего наклонные участки (вг), прилегающие к боковым стенкам с углом наклона в сторону середины калибра (β), а квадратные ящичные калибры состоят из дна и боковых стенок, имеющих два наклонных участка к вертикали с углами наклона (α) и (ϕ), причем угол наклона участков, прилегающих к дну калибра (ϕ), больше чем угол наклона участков со стороны разъема (α).
На фиг. 5 изображен ручей ящичного квадратного калибра, где тонкой линией показано положение в нем раската из прямоугольного ящичного калибра в момент захвата.
На фиг. 6 изображен ручей ящичного прямоугольного калибра, где тонкой линией показано положение раската в нем из ящичного квадратного калибра в момент захвата.
Размеры калибров 1 - 4: высота (Н), ширина вреза в валок (В), глубина вреза ручья (hp), радиусы закругления, выпуски или наклоны боковых граней (tgϕ) в прямоугольных ящичных калибрах определяются с помощью известных методик.
В ящичных квадратных калибрах величина выпусков участков боковых граней, прилегающих к дну калибра (tgϕ), составляет 20-30%, а величина выпусков со стороны разъема валков (tgα) на 10-15% меньше, чем со стороны дна, т.е. tgαящ= tgϕящ - (10-15)%
Такие величины выпусков объясняются тем, что выпуск участков боковых граней со стороны дна менее 20% невыгоден из-за быстрой выработки и высокого расхода материала валков при переточках, а более 30% из-за ухудшения устойчивости полосы в калибре. Разница в величине выпусков участков боковых граней в ящичных квадратных калибрах менее 10% не отличает его по функциональным качествам от калибра с одинарным выпуском боковых граней, а разница выпусков более 15% резко уменьшает стойкость калибра из-за малого выпуска участков боковых граней со стороны разъема и высокого расхода валков при восстановлении калибров.
Высота наклонных участков ручьев в ящичных квадратных калибрах, прилегающих к дну калибра (hр.д)), принимается в пределах  При использовании высоты этих наклонных участков менее 1/2 hp. калибр вырождается в калибр с одинарным выпуском, равным (tgα), а при использовании высоты более 2/3 hp. этот калибр вырождается в калибр с одинарным выпуском, равным (tgϕ).
При использовании высоты этих наклонных участков менее 1/2 hp. калибр вырождается в калибр с одинарным выпуском, равным (tgα), а при использовании высоты более 2/3 hp. этот калибр вырождается в калибр с одинарным выпуском, равным (tgϕ).
Наклонные участки дна в ящичных прямоугольных калибрах выполнены с углом наклона к горизонтали, равным углу наклона к вертикали боковых стенок со стороны дна ручьев следующих по ходу прокатки ящичных квадратных калибров βп= ϕn+1. Размер этих участков по горизонтали определяется из условия выполнения принципа одновременного касания поступающим раскатом боковых стенок и дна ручьев калибра и рассчитывается по зависимости:
где Hп - высота калибра, hр.п - глубина ручья, tgϕп - уклон боковых граней, Bп - ширина вреза калибра в валок, вз.п - заполнение металлом рассматриваемого ящичного калибра, hр.n+1 - высота ручья следующего по ходу прокатки ящичного квадратного калибра, Bn+1 - ширина вреза этого калибра в валок, tgϕn+1 - уклон боковых граней, прилегающих к дну следующего по ходу прокатки ящичного квадратного калибра.
При такой конструкции калибров обеспечивается устойчивость прокатки в ящичных квадратных калибрах за счет надежного центрирования раската боковыми наклонными участками, при этом улучшается захват раската за счет создания условий одновременного касания поступающим раскатом боковых стенок и участков дна ручьев. Надежное удержание раската от сваливания обеспечивается участками боковых граней калибра, прилегающих к разъему калибра и имеющих малую величину уклона для улучшения центрирующих способностей калибра.
Конкретный пример построения системы вытяжных ящичных калибров.
В качестве примера рассмотрим систему ящичных вытяжных калибров в валках клети трио 750 АО "КМК" для получения квадратного раската со стороной 140 мм из подката 210 х 210 мм. Расположение калибров в валках клети аналогично системе калибров по прототипу (книга Б.М.Мерекина "Некоторые вопросы калибровки прокатных валков". - М.: Металлургия, 1964 г., с. 65, рис. 16).
Квадратная заготовка сечением 210 х 210 мм задается в первый ящичный прямоугольный калибр.
Размеры калибра N 1
Ширина калибра по разъему валков В1=245 мм
Ширина калибра по заполнению вз.1 = 230 мм.
Высота калибра H1= 176 мм.
Уклон боковых граней tgϕ1 = 0,25 = 25%
Высота ручьев калибра 
Величина разъема валков t1 = 20 мм
Калибр N 2. Ящичный квадратный калибр
Ширина калибра по разъему валков В2 = 188 мм.
Высота калибра H2 = 180 мм.
Величина разъема валков t2 = 20 мм.
Высота ручьев 
Уклон участков боковых граней, прилегающих к дну, высоту этих участков и уклон участков боковых граней со стороны разъема калибра принимаются из вышеприведенных условий tgϕ2= 0,23 = 23% , hр.д. = 45 мм, tgα2 = 0,13 = 13%.
Калибр N 3. Ящичный прямоугольный калибр
Ширина калибра по разъему валков B3 = 194 мм
Ширина калибра по заполнению вз.3 = 184 мм,
Высота калибра Н3 = 137 мм.
Величина разъема валков t3 = 22 мм.
Уклон боковых граней tgϕ3 = 0,21 - 21%.
Высота ручьев калибра 
Калибр N 4. Ящичный квадратный калибр
Ширина калибра по разъему валков В4 = 150 мм
Высота калибра H4 = 140 мм
Величина разъема валков t4 = 10 мм
Высота ручьев 
Уклон участков боковых граней, прилегающих к дну tgϕ4 = 0,235 = 23,5%, высота этих граней hр.д = 38 мм, уклон участков боковых граней со стороны разъема калибра tgα = 0,11 = 11%. Из вышеприведенной зависимости (1) определяются размеры по горизонтали наклонных участков дна калибров 1 и 3 :

Как было сказано выше, уклоны этих участков к горизонтали (tgβп) равны уклонам к вертикали боковых стенок со стороны дна ручьев следующих по ходу прокатки ящичных квадратных калибров (tgϕn+1), что соответствует следующим величинам: tgβ1= 0,23 = 23%, tgβ3= 0,235 = 23,5%.
Использование предлагаемой системы вытяжных ящичных калибров обеспечивает по сравнению с существующей системой следующие преимущества:
1. Повышение стойкости ящичных калибров, входящих в систему.
2. Повышение устойчивости полосы от скручивания и сваливания при прокатке.
3. Повышение качества проката и производительности стана.
4. Расширение возможности прокатного производства в деле повышения стойкости ящичных калибров и улучшения технико-экономических показателей прокатного производства.
| название | год | авторы | номер документа |
|---|---|---|---|
| Система ящичных сопряженных калибров | 1991 |
|
SU1821249A1 |
| СИСТЕМА ЧЕРНОВЫХ КАЛИБРОВ ДЛЯ ПРОКАТКИ ЖЕЛЕЗНОДОРОЖНЫХ РЕЛЬСОВ | 2021 |
|
RU2784961C1 |
| ЯЩИЧНЫЙ КАЛИБР ДЛЯ ПРОКАТКИ ЗАГОТОВОК | 1997 |
|
RU2152276C1 |
| СПОСОБ ПРОКАТКИ ФЛАНЦЕВЫХ ПРОФИЛЕЙ В ЧЕРНОВЫХ КАЛИБРАХ | 1997 |
|
RU2152831C2 |
| СПОСОБ ПРОКАТКИ ФЛАНЦЕВЫХ ПРОФИЛЕЙ В ЧЕРНОВЫХ КАЛИБРАХ | 1993 |
|
RU2103078C1 |
| ВЫТЯЖНОЙ ЯЩИЧНЫЙ КАЛИБР | 1999 |
|
RU2165807C1 |
| Способ прокатки круглой стали | 1988 |
|
SU1636074A1 |
| СПОСОБ КАЛИБРОВКИ ШВЕЛЛЕРОВ | 2004 |
|
RU2268788C1 |
| ЯЩИЧНЫЙ КАЛИБР ДЛЯ ПРОКАТКИ ЗАГОТОВОК | 1993 |
|
RU2038174C1 |
| СПОСОБ ПРОКАТКИ ПРОФИЛЕЙ С ПРОДОЛЬНЫМИ ПАЗАМИ | 2008 |
|
RU2403104C2 |



Изобретение относится к области металлургии. Для повышения долговечности калибров, улучшения качества заготовок и повышения производительности стана боковые стенки ящичных квадратных калибров образованы двумя наклонными стенками с превышением величины наклона к вертикали со стороны дна калибра по сравнению со стороной разъема, а участки дна ручьев, прилегающих к боковым стенкам ящичных прямоугольных калибров, выполнены с углом наклона к горизонтали, равным углу наклона к вертикали боковых стенок со стороны дна ручьев следующих по ходу прокатки ящичных квадратных калибров. 6 ил.
Система вытяжных ящичных калибров с наклонными боковыми стенками, включающая последовательно расположенные калибры с чередованием калибров прямоугольного и квадратного типов с возможностью кантования полосы между ними на 90o, отличающаяся тем, что боковые стенки ящичных квадратных калибров выполнены в виде двух наклонных к вертикали участков с превышением величины угла наклона участков, прилегающих к дну калибра, величины угла наклона участков, расположенных со стороны разъема, а участки дна ручьев, прилегающих к боковым стенкам ящичных прямоугольных калибров, выполнены с углом наклона к горизонтали, равным углу наклона к вертикали боковых стенок со стороны дна ручья следующих по ходу прокатки ящичных квадратных калибров.
| Мерекин Б.В | |||
| Некоторые вопросы калибровки прокатных валков | |||
| - М.: Металлургия, 1964, с.65, рис.16 | |||
| SU 761037 А, 07.09.80 | |||
| Способ прокатки периодических фланцевых профилей | 1979 |
|
SU854466A1 |
| Установка для очистки деталей | 1990 |
|
SU1726072A2 |
| Ящичный калибр | 1986 |
|
SU1337154A1 |
| Сканирующая система | 1986 |
|
SU1527610A1 |
| US 4392371 А, 07.12.83 | |||
| Литовченко Н.В | |||
| и др | |||
| Калибровка валков сортовых станов | |||
| - М.: Металлургиздат, 1964, с.160 | |||
| Илюкович Б.М | |||
| Стойкость и расход прокатных валков | |||
| - М.: Металлургиздат, 1964, рис.20 | |||
| Бахтинов Б.П | |||
| и др | |||
| Калибровка прокатных валков | |||
| - М.: Металлургиздат, 1953 | |||
| Мерекин Б.В | |||
| Некоторые вопросы калибровки прокатных валков | |||
| - М.: Металлургия, 1964, с.62. | |||
