Изобретение относится к способам стальных магистральных трубопроводов преимущественно большого диаметра
Цель изобретения - получение криг волинейных участков с радиусом поворота 30 - 60 м в случае контактной стыковой сварки труб0
Н|у4Юертез е изображена схема реа- лизад и способно
На схеме обозначено 1 - соору- женцый прямолинейный участок (участок I); 2 - прямолинейная плеть,рав- ,ная длине будущего криволинейного участка II; 3 - дополнительная труб- ная заготовка, привариваемая к плети, которая подлежит изгибу; 4 - сварочная машина для контактно-стыковой сварки типа Север ; 5 - начало последующего прямолинейного участка (уча- сток III)о
По окончании сварки прямого участка перед поворотом трассы внутритруб- ной машиной для контактной сварки продолжают сварку прямой плети длиной, соответствующей длине будущего криволинейного участка плюс одна прямая труба. Производят гибку прямой плети на требуемый угол При этом не обязательно извлекать сварочную машину из торцовой части плети После осуществления изгиба плети на участке поворота трассы продолжают наращивать прямой участок трубопровода0 Причем прямая труба, приваренная к плети для криволинейного участка, оказывается первой трубой последующего прямолинейного участка0 Эта труба необходима для ввода внутритрубной сварочной машины, поскольку минимальный радиус с поворота, который могут преодолевать известные машины, составляет 60 мс
В качестве примера осуществления способа рассмотрим сооружение трубо- провода диаметром 1420 мм с горизонтальным поворотом оси на угол 18°0 Согласно требованиям поворот должен быт осуществлен тремя кривыми холодного
гнутья, каждая из которых изогнута на угол 6° о Следовательно, длина криволинейного участка составляет
5
5
0
5 0
5 0
45
0
50
три трубыо С помощью внутритрубной сварочной машины после сварки прямолинейного участка I сваривали еще трубыв Последняя труба 3 после гибки становилась первой трубой последующего прямолинейного участка III „ С помощью оборудования для термической гибки и, используя в качестве источника питания электростанцию сварочной машины, осуществляли гибку трубной плети по месту на требуемый угол 18° путем последовательного изгиба каждой трубы на угол 6° При этом нагрев производился индуктором с шириной индуктирующего проводника 75 мм и внутренним диаметром 1500 мм„ Потребляемая мощность 400 кВт о Напряжение на индукторе 28 В„ Длительность нагрева 7-8 мин0 Температура нагрева стенки трубы на внутренней части колена достигала 700-760°С, а на внешней - 250 - 300°С. При гибке сварочную машину из трубы не извлекали Далее подстыковывали очередную трубу 5 и продолжали сварку прямолинейного участка III0
Описанный способ обеспечивает повышение темпов строительства магистральных трубопроводов за счет гибки труб непосредственно на монтаже трубопровода в едином потоке сварочно-мон- тажных работ совместно с комплексом для контактно-стыковой сварки типа Север,,
Формула изобретения
Способ сооружения стального магистрального трубопровода большого диаметра путем последовательной сварки прямолинейных плетей с последующей гибкой по рельефу местности плетей, предназначенных для криволинейных участков, отличающийся тем, что, с целью получения криволинейных участков с радиусом поворота 30 - 60 м в случае контактной стыковой сварки труб, перед гибкой плети к ней приваривают дополнительно одну трубную заготовку последующего прямолинейного участка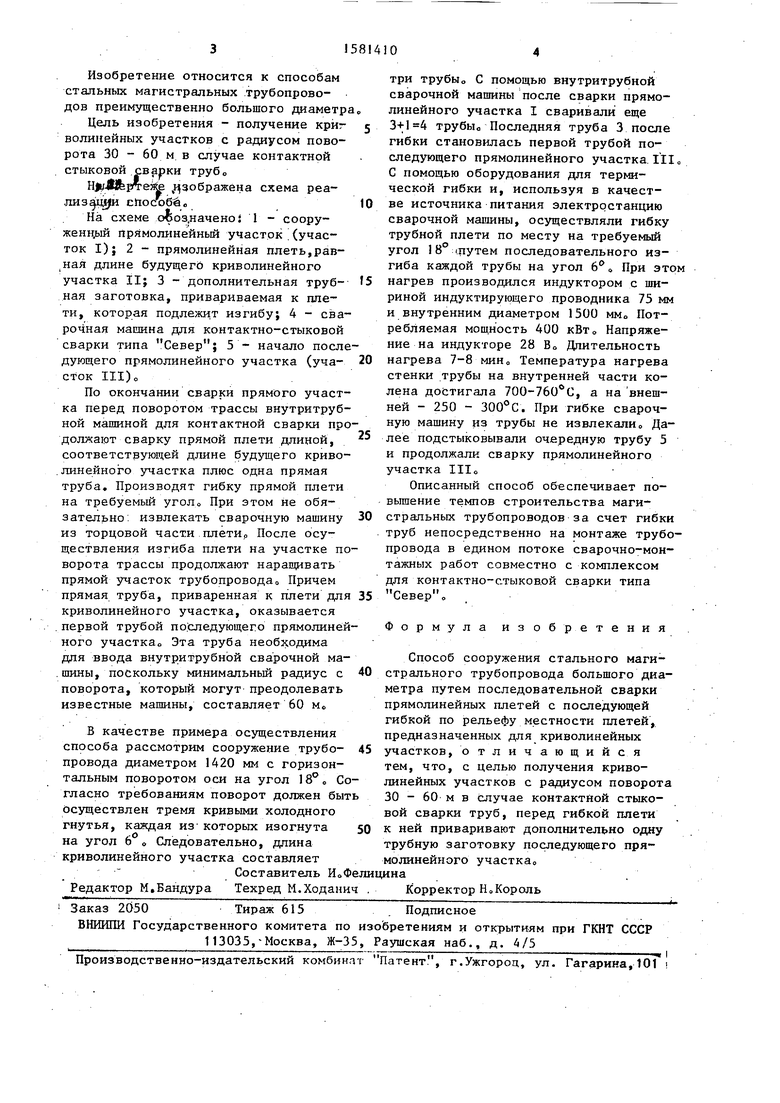
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ гибки труб в полевых условиях | 1991 |
|
SU1761339A1 |
| Сварочный комплекс | 1983 |
|
SU1696210A1 |
| Машина для контактной стыковой сварки труб | 1985 |
|
SU1294532A1 |
| Машина для контактной стыковой сварки труб | 1980 |
|
SU1039670A1 |
| Машина для контактной стыковой сварки оплавлением труб с изоляцией | 2024 |
|
RU2835460C1 |
| Машина для контактной стыковой сварки труб | 1981 |
|
SU1074682A1 |
| Способ сооружения подземного трубопровода из труб с заводской изоляцией | 1991 |
|
SU1810708A1 |
| Способ сооружения трубопровода из металлических труб | 1980 |
|
SU877204A1 |
| Машина для контактной стыковой сварки | 1981 |
|
SU1337216A1 |
| Машина для контактной стыковой сварки | 1988 |
|
SU1523282A2 |
Изобретение относится к способам сооружения стальных магистральных трубопроводов преимущественно большого диаметра. Цель изобретения - получение криволинейных участков с радиусом поворота от 30 до 60 м в случае контактной стыковой сварки труб. С помощью машины для контактной стыковой сварки типа "Север" к концу прямолинейной уже сваренной в непрерывную нитку плети 1 трубопровода приваривают плети 2, суммарная длина которых равна длине криволинейного участка. Дополнительно перед гибкой приваривают еще одну трубу 3, которая становится началом последующего прямолинейного участка и необходима для ввода сварочной машины, поскольку минимальный радиус поворота, который могут преодолевать известные машины, составляет 60 м. После осуществления гибки продолжают наращивать с помощью машины прямолинейную часть трубопровода до очередного поворота. В результате повышается производительность за счет гибки труб непосредственно на монтаже в едином потоке сварочно-монтажных работ совместно с комплексом для контактной стыковой сварки типа "Север". 1 ил.
| Гуляев АоИо Технология и оборудование контактной сварки„ М„: Машиностроение, 1985, Авторское свидетельство СССР № 1403461, кл« В 21 D 7/16, 1985 |
